Изобретение относится к оборудованию для нанесения покрытий, а более конкретно к окраске внутренней поверхности труб в цехах покрытий, и может быть использовано в отраслях нефтяной, химической отраслях промышленности и металлургии.
Известна поточная линия нанесения покрытий, содержащая связанные между собой установки по подготовке поверхности и нанесению покрытий, камеры нагрева, сушки, термостатирования и охлаждения, а также параллельно установленные механизмы продольной подачи труб, соединенные между собой механизмом поперечной подачи труб, который снабжен устройством поворота труб вокруг оси, причем концы труб снабжены каретками.
К недостаткам линии относятся большие затраты энергии и габариты.
Задачей изобретения является снижение энергетических затрат и габаритов линии.
Поставленная задача достигается тем, что в поточной линии нанесения покрытий на внутреннюю поверхность труб, содержащей связанные между собой установки по подготовке поверхности и нанесению покрытий, камеры нагрева и сушки, термостатирования и охлаждения, а также параллельно установленные механизмы продольной подачи труб, соединенные между собой механизмом поперечной подачи труб, который снабжен устройством поворота труб вокруг оси, причем концы труб снабжены каретками, согласно изобретению, камеры сушки и нагрева труб под покрытие выполнены в виде единой печи, которая связана с камерой термостатирования воздуховодом, снабженным устройством принудительной подачи воздуха, причем механизм поперечной подачи труб выполнен дискретным. Кроме того, в камере термостатирования дополнительно установлен теплообменник, соединенный входом с воздуховодом. Каретки выполнены в установке по нанесению покрытия и снабжены герметизирующими колпаками из термоизоляционного материала, установленными с возможностью контакта по наружной поверхности трубы и ее торцам.
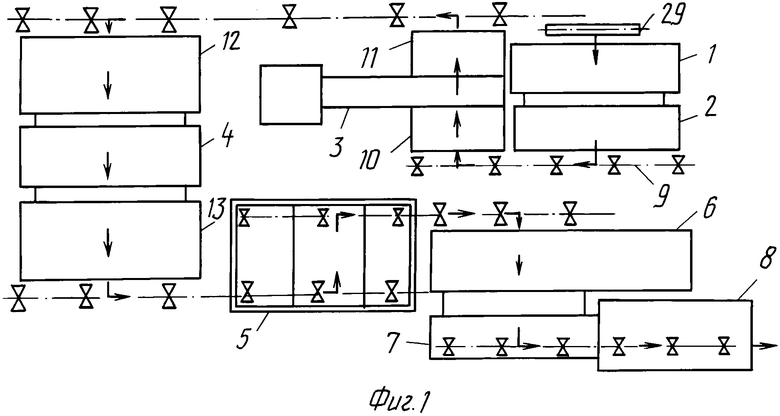
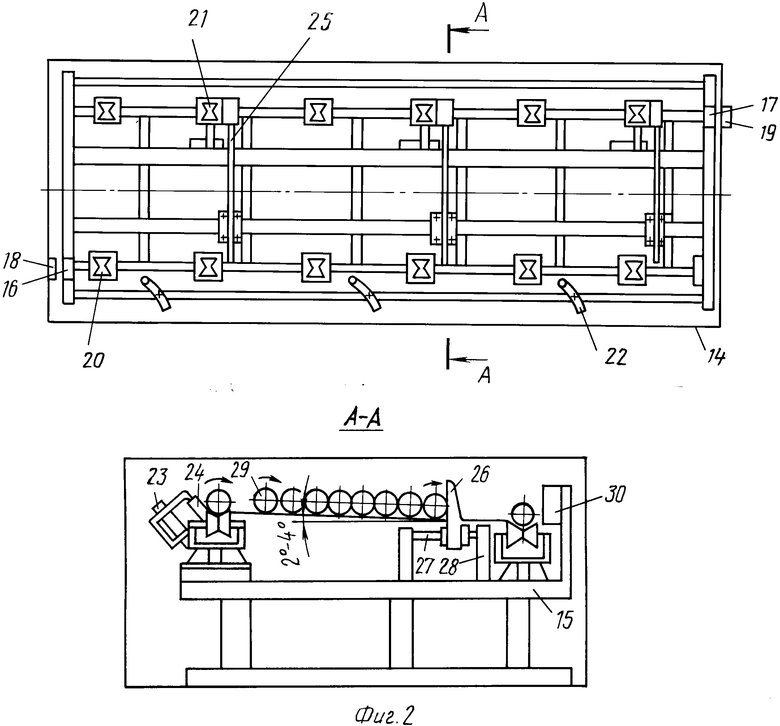
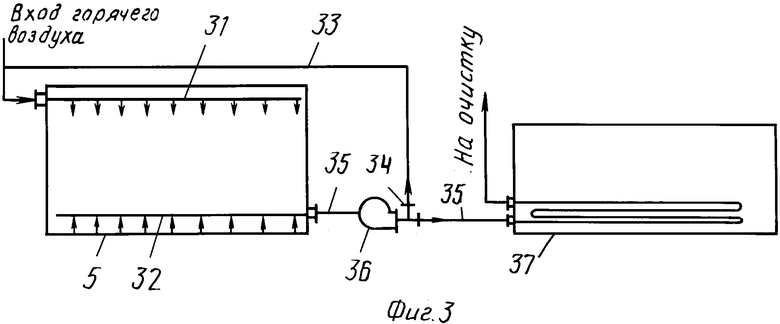
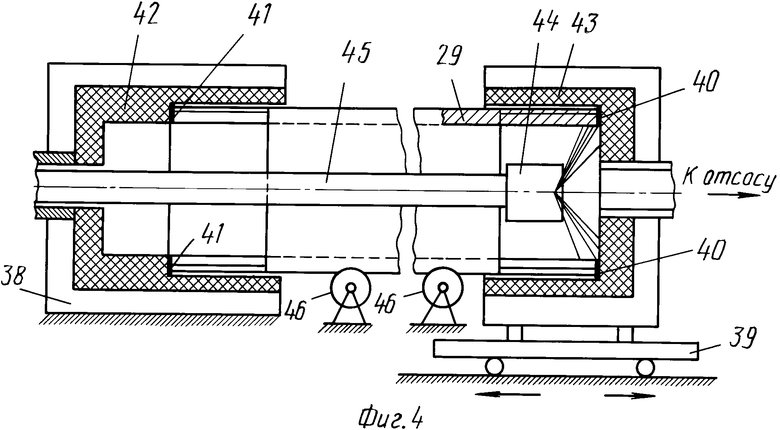
На фиг. 1 схематически изображена линия нанесения покрытия на внутреннюю поверхность труб, общий вид; на фиг. 2 - печь для сушки грунтовочного слоя и нагрева труб с механизмами продольной и поперечной подачи и устройством для поворота труб вокруг оси; на фиг. 3 - принципиальная схема соединения печи и камеры термостатирования, с установленным в камере термостатирования теплообменником; на фиг. 4 - принципиальная схема установки для нанесения порошкового покрытия с установленными на передней и задней герметизирующих каретках колпаками из термоизоляционного материала.
Линия нанесения покрытия на внутреннюю поверхность труб содержит последовательно расположенное оборудование: ванну 1 для обезжиривания и травления, установку 2 мойки, где осуществляется промывка труб горячей водой и обдувка их сжатым воздухом, установку 3 дробеструйной очистки внутренней поверхности, установку 4 нанесения грунтовочного слоя, печь 5 для сушки грунтовочного слоя и нагрева труб под порошковое покрытие, установку 6 для нанесения порошкового покрытия, камеру термостатирования 7, камеру охлаждения 8. Для перемещения труб линия содержит транспортную линию 9 и стеллажи-накопители 10, 11, 12 и 13.
Печь для сушки грунтовочного слоя и нагрева труб (см. фиг. 2) содержит термоизоляционный корпус 14, в котором размещен каркас 15. В корпусе выполнены окна для входа 16 и удаления 17 труб из печи.
Для герметизации печи окна закрыты заслонками 18 и 19, поворачивающихся на шарнирах. На каркасе размещены параллельно установленные механизмы продольной подачи для ввода 20 и удаления труб 21 из печи, соединенные между собой и механизмом поперечной подачи труб. Механизм поперечной подачи труб включает сбрасыватели 22, установленные шарнирно на осях 23, с роликами 24 и направляющие 25, выполненные наклонно с углом наклона 2-4о. Сбрасыватели соединены с приводом (на фиг. 2 не показан) позволяющим им осуществлять возвратно-поступательные движения для подачи труб с роликов механизма продольной подачи труб 20 на направляющие 25 и возврата сбрасывателя в исходное положение.
Устройство для поворота труб вокруг оси выполнено в виде отсекателя 26, который с помощью оси 27 закреплен на стойках 28. Отсекатель соединен с приводом (на фиг. 2 не показан), позволяющим принимать отсекателю вертикальное и горизонтальное положения. При горизонтальном положении отсекателя труба 29 за счет собственной массы начинает перемещаться по направляющим 25 (с поворотом вокруг оси). После того, как первая (по ходу движения) труба перемещается за отсекатель, он принимает вертикальное положение, прекращая тем самым перемещение и поворот оставшихся труб. "Отсеченная" труба скатывается до ограничителя 30 и ложится на ролики механизма продольного перемещения труб 21 и удаляется из печи.
Печь 5 (фиг. 3) имеет систему циркуляции, включающую устройства для подвода 31 и удаления воздуха 32 и соединительного трубопровода 33 с шибером 34. Печь соединена с камерой термостатирования 7 воздуховодом 35, который снабжен устройство принудительной подачи воздуха 36. Подача воздуха из печи может осуществляться непосредственно в камеру термостатирования через распределительное устройство или через теплообменник 37, вход которого соединен с воздуховодом 35. Для равномерного прогрева труб в камере термостатирования предусмотрена система циркуляции воздуха (на фиг. 3 не показана).
Установка нанесения порошкового покрытия методом пневматического распыления (фиг. 4) имеет неподвижную 38 и подвижную 39 каретки, предназначенные для герметизации торцев 40 и 41 трубы 29 в процессе нанесения покрытия. Герметизирующие каретки снабжены соответственно колпаками 42 и 43, выполненными из термоизоляционного материала, например асбеста, которые в процессе нанесения покрытия охватывают концы трубы с наружной стороны. Нанесение покрытия осуществляется с помощью распылителя 44, установленного на штанге 45. Для перемещения трубы в осевом направлении используются ролики 46.
Линия работает следующим образом.
Трубы 29 (фиг. 1) подают в ванну 1 для обезжиривания и травления. После обезжиривания и травления трубы подают на установку 2 для промывки горячей водой и обдувки сжатым воздухом. Высушенные трубы по транспортной линии 9 поступают на приемный стеллаж 10, откуда подаются на установку 3 дробеструйной очистки внутренней поверхности. Далее трубы подаются на стеллаж-накопитель 11, а с него по транспортной линии на приемный стеллаж 12. Со стеллажа трубы подаются на установку 4 нанесения грунтовочного слоя. На установке методом пневматического распыления на внутреннюю поверхность трубы наносят грунтовочный слой из жидкого лакокрасочного материала горячей сушки. После чего трубы подают на приемный стеллаж 13, и с него по транспортной линии они поштучно поступают в печь 5 для сушки грунтовочного слоя и нагрева под порошковое покрытие. Труба поступает в печь (фиг. 2) через окно 16 и с помощью механизма продольной подачи перемещается до упора. По достижении трубой упора сбрасыватели 22 поворачиваются вокруг осей 9 по часовой стрелке и роликами 24 подают на механизм поперечной подачи. Труба по направляющим 25 механизма поперечной подачи труб, установленным наклонно с углом наклона 2-4о, перемещается с поворотом вокруг своей оси до отсекателя 26, находящегося в вертикальном положении. После подачи трубы сбрасыватель 22 возвращается в исходное положение. Аналогичным образом осуществляется подача следующих труб до заполнения механизма поперечной подачи.
После отверждения грунтовочного слоя и нагрева первой трубы с помощью привода отсекатель 26 принимает горизонтальное положение. При этом находящиеся на механизме поперечной подачи трубы начинают перемещаться по направляющим 25 с поворотом вокруг оси. После того, как первая труба переместится за отсекатель, он принимает вертикальное положение, прекращая тем самым перемещение и поворот оставшихся труб. "Отсеченная" труба скатывается до ограничителя 30, ложится на ролики механизма продольного перемещения труб 21 и удаляется из печи через окно 17. В процессе удаления трубы из печи осуществляется загрузка очередной трубы в печь. После выхода из печи трубы подают на установку 6 для нанесения порошкового покрытия. Труба 29 (фиг. 4), попадая на установку, центрируется соосно с колпаками 42 и 43 с помощью роликов 46 механизма перемещения трубы. Каретку 39 перемещают влево, при этом правый конец трубы герметично входит в отверстие колпака 43 до упора 40. При дальнейшем перемещении каретки влево, каретка досылает трубу до неподвижной каретки 38 таким образом, что левый конец трубы герметично входит в отверстие колпака 42 до упора 41, после чего каретка останавливается. В трубу через неподвижную каретку 38 и колпак 42 вводят распылитель 44 на штанге 45 до правого торца трубы. Включают отсос для удаления избытка порошка при напылении, порошок из дозатора (на фиг. 4 не показан) подают через штангу к распылителю и при обратном ходе штанги производят нанесение покрытия на внутреннюю поверхность трубы. После нанесения покрытия каретку перемещают вправо, включают привод роликов 46, труба при этом перемещается вправо и выходит из зацепления с колпаком 42. Выключают привод роликов 46 и трубу подают в камеру термостатирования 7 (фиг. 1) для отверждения порошкового покрытия.
В камере термостатирования 7 (фиг. 3) осуществляется поддержание температуры воздуха, требуемой для отверждения покрытия. Требуемая температура поддерживается за счет нагнетания горячего воздуха из печи 5 по воздуховоду 35 с помощью вентилятора. Температура воздуха в камере термостатирования регулируется количеством воздуха, поступающего из печи, с помощью шибера 34.
После отверждения покрытия трубы из камеры термостатирования подают в камеру 8 (фиг. 1) для охлаждения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭМАЛИРОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ СТАЛЬНЫХ ТРУБ | 1992 |
|
RU2034930C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ТРУБ ИЗ ТЕРМОПЛАСТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2011531C1 |
| МЕХАНИЗИРОВАННАЯ ЛИНИЯ ПОДГОТОВКИ НЕФТЕПРОМЫСЛОВЫХ ТРУБ К ЭКСПЛУАТАЦИИ | 1992 |
|
RU2013196C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ НАТЯГА КОНИЧЕСКОЙ РЕЗЬБЫ ТРУБ | 1992 |
|
RU2029222C1 |
| СПОСОБ РЕМОНТА ТРУБОПРОВОДА С КОМБИНИРОВАННЫМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ | 1992 |
|
RU2037731C1 |
| СПОСОБ АНТИКОРРОЗИОННОЙ ЗАЩИТЫ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ | 1992 |
|
RU2030675C1 |
| Установка для очистки труб | 1981 |
|
SU1115817A1 |
| Устройство для газопламенного напыления порошковых материалов | 1983 |
|
SU1077649A1 |
| СПОСОБ СВАРКИ ТРУБ С ВНУТРЕННИМ ЭМАЛЕВЫМ ПОКРЫТИЕМ | 1991 |
|
RU2009822C1 |
| СПОСОБ СОЕДИНЕНИЯ ДВУХСЛОЙНЫХ МЕТАЛЛИЧЕСКИХ ТРУБ | 1992 |
|
RU2076991C1 |
Использование: при окраске внутренней поверхности труб для снижения энергетических затрат и габаритов линии. Сущность: камеры сушки и нагрева выполнены в виде единой печи. Печь связана с камерой термостатирования воздуховодом с устройством принудительной подачи воздуха. Механизм поперечной подачи труб выполнен дискретным. В камере термостатирования установлен теплообменник, соединенный входом с воздуховодом. Каретки выполнены в установке по нанесению покрытия и снабжены герметизирующими колпаками из термоизоляционного материала, установленными с возможностью контакта по наружной поверхности трубы и ее торцам. 2 з.п.ф-лы, 4 ил.
| Авторское свидетельство СССР N 652979, кл | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
