Изобретение относится к контрольно-измерительной технике, а именно к контролю натяга конической резьбы на бурильных, обсадных и насосно-компрессорных трубах.
Известно устройство для контроля натяга конических резьб, включающее основание, узел для базирования контролируемой трубы, измерительный узел с контрольным калибром, установленным на основании с возможностью перемещения в направлении узла базирования [1].
Данное изобретение обеспечивает гарантированное навинчивание калибра до основной плоскости контролируемой резьбы, но не решает вопрос контроля натяга резьб: после остановки трубы, на которой контролируется резьба, проводят замер величины натяга резьбы каким-то другим устройством.
Наиболее близким техническим решением к изобретению является устройство для контроля натяга конической резьбы, включающее основание, узел для базирования контролируемой трубы, измерительный узел с контрольным калибром и контактным датчиком, механизмом наворота и отворота контрольного калибра, установленным на основании с возможностью перемещения в направлении узла базирования и обратно [2].
Недостатком устройства является то, что с помощью его можно определить лишь действительную величину натяга резьбы, которую надо оценивать с помощью каких-то дополнительных устройств, что усложняет контроль.
Задачей изобретения является автоматический контроль с законченным циклом натяга конической резьбы резьбовыми калибрами с получением следующего технического результата: упрощение процесса контроля путем оценки натяга резьбы с выдачей сигнала, определяющего дальнейшее движение трубы в технологической цепочке.
Это достигается тем, что в известном устройстве для контроля натяга конических резьб, включающем основание, узел для базирования контролируемой трубы, измерительный узел с контрольным калибром и контактным датчиком, механизмом наворота и отворота, установленным на основании с возможностью перемещения в направлении узла базирования, и обратно, контактный датчик измерительного узла выполнен в виде измерительного щупа, взаимодействующего через подпружиненную тягу, двухрычажный механизм и пластины на концах рычагов с закрепленными на основании двумя датчиками положения, дающими возможность фиксировать предельные величины натяга измеряемой резьбы, причем контрольный щуп выполнен с возможностью регулирования расстояния между измерительной плоскостью калибра и торцом щупа на величину, равную максимальной величине натяга контролируемых резьб.
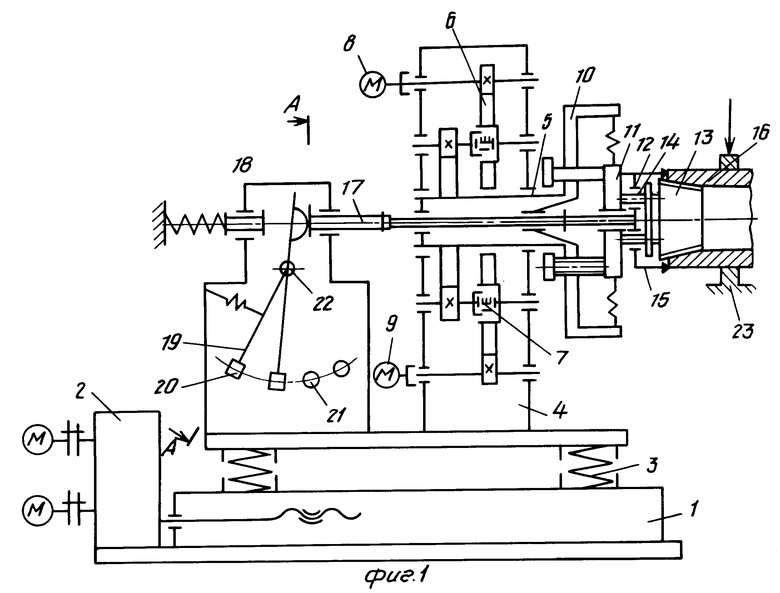
На фиг. 1 изображено устройство для контроля натяга конической резьбы; на фиг.2 - обойма с резьбовым калибром-пробкой и измерительными щупами; на фиг.3 - разрез А-А на фиг.1.
Устройство содеpжит механизм 1 продольного перемещения с электромеханическим приводом 2, на котором на подпружиненном основании 3 установлена каретка 4. В каретке расположен полый шпиндель 5 с возможностью вращения через зубчатые передачи и электромагнитные муфты 6 и 7 от электромеханических головок 8 и 9 типа ЭМГ, настроенных на заданный момент наворота и отворота. К концу шпинделя 5 прикреплен фланец 10, в котором установлена самоустанавливающая обойма 11 с направляющими 12 и калибром 13.
На направляющих 12 с возможностью перемещения по ним в продольном направлении установлен фланец 14 со щупами 15, расположенными, что расстояние Н между концом щупов и измеряемой плоскостью калибра равно действительной величине натяга резьбы контролируемой детали 16.
Фланец 14 связан подпружиненной тягой 17 с рычажным механизмом 18, оборудованным рычагами 19 с пластинами 20. При перемещении щупов 15 и подпружиненной тяги 17 пластины 20, расположенные на конце рычагов 19 рычажного механизма 18, поочередно взаимодействуют с датчиками 21 положения, настроенными на срабатывание при максимальном и минимальном натяге резьбы контролируемой детали 16. Настройка датчиков положения на срабатывание при максимальном и минимальном натяге осуществляется поворотом рычагов 19 на оси 22. Устройство включает узел 23 для базирования контролируемой детали 16.
Устройство работает следующим образом.
На позицию контроля подают контролируемую деталь 16 и закрепляют в узле 23. Используя подвижность в продольном направлении механизма продольного перемещения, электромеханическим приводом 2 ускоренной подачей подают каретку 4 со шпинделем 5 к контролируемой детали 16, после чего включается вращение шпинделя 5 от электромеханической головки 8, настроенной на заданный момент. При этом электромагнитная муфта 6 включена, электромагнитная муфта 7 выключена, а механизм продольной подачи переключается на подачу, равную шагу контролируемой резьбы при одном обороте шпинделя. Осуществляется наворот калибра 13 на резьбу контролируемой детали 16 с заданным моментом до срабатывания переключателя муфты предельного момента головки электромеханической 8. Щуп 15 взаимодействует с торцом контролируемой детали 16, перемещается вместе с фланцем 14 по направляющим 12 и через подпружиненную тягу 17 и рычажный механизм 18 поворачивает рычаги 19 с пластинами 20 до срабатывания датчиков 21 положения, определяя положение калибра 13 относительно резьбы контролируемой детали 16.
Анализируя положение калибра, логическая электросхема определяет пригодность резьбы контролируемой детали по следующим параметрам:
натяг недостаточен - в этом случае щупы 15 не дойдут до торца контролируемой детали 16, их перемещение не произойдет, датчики 21 положения не срабатывают, подается сигнал "Брак" на блок управления (не показан);
натяг в норме - в этом случае щупы 15 доходят до торца контролируемой детали 16, перемещаются в пределах величины натяга, перемещая рычаги 19 с пластинами 20, при этом срабатывает один датчик 21 положения, а на другой датчик 21 положения сигнал не поступит, так как он настроен на предельную величину натяга, подается сигнал "Норма" и установка реверсируется (отворот калибра);
натяг прослаблен - в этом случае щупы 15 дойдут до торца контролируемой детали 16, переместятся на расстояние большее чем величина допустимого натяга, перемещая рычаги 19 с пластинами 20, при этом срабатывают оба датчика положения 21, подается сигнал "Брак".
Сигнал на отворот калибра 13 подается после определения годности резьбы, при этом электромагнитная муфта 6 и электромеханическая головка 8 выключаются, электромеханический привод 2 механизма продольного перемещения реверсируется и включаются электромеханическая головка 9 и электромагнитная муфта 7, при этом механизмы установки возвращаются в первоначальное положение и цикл повторяется.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СБОРКИ КОНИЧЕСКИХ БЕЗУПОРНЫХ РЕЗЬБОВЫХ СОЕДИНЕНИЙ ТРУБ НЕФТЯНОГО СОРТАМЕНТА | 1992 |
|
RU2050497C1 |
| МЕХАНИЗИРОВАННАЯ ЛИНИЯ ПОДГОТОВКИ НЕФТЕПРОМЫСЛОВЫХ ТРУБ К ЭКСПЛУАТАЦИИ | 1992 |
|
RU2013196C1 |
| ОБРАТНЫЙ КЛАПАН ДЛЯ БУРИЛЬНЫХ КОЛОНН | 1990 |
|
RU2011788C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ВМЕСТИМОСТИ И ГРАДУИРОВКИ РЕЗЕРВУАРОВ И УЛЬТРАЗВУКОВОЕ УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2047108C1 |
| СПОСОБ СОЕДИНЕНИЯ ДВУХСЛОЙНЫХ МЕТАЛЛИЧЕСКИХ ТРУБ | 1992 |
|
RU2076991C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ТРУБ ИЗ ТЕРМОПЛАСТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2011531C1 |
| Способ сборки безупорных конических резьбовых соединений обсадных и лифтовых колонн | 1985 |
|
SU1625974A1 |
| УСТРОЙСТВО ДЛЯ ОСУШКИ СЖАТОГО ВОЗДУХА ИЛИ ГАЗА | 1991 |
|
RU2022619C1 |
| СПОСОБ ЭМАЛИРОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ СТАЛЬНЫХ ТРУБ | 1992 |
|
RU2034930C1 |
| КОЛЬЦЕВОЙ ФРЕЗЕР | 1994 |
|
RU2086750C1 |


Изобретение относится к контрольно-измерительной технике, а именно к контролю натяга конической резьбы на бурильных, обсадных и насосно-компрессорных трубах. Технический результат изобретения - упрощение процесса контроля путем оценки натяга резьбы с выдачей сигнала, определяющего дальнейшее движение трубы в технологической цепочке. Устройство для контроля натяга конической резьбы труб включает основание, узел для базирования контролируемой трубы, измерительный узел с контрольным калибром и контактным датчиком, механизмом наворота и отворота контрольного калибра, установленным с возможностью перемещения в направлении узла базирования и обратно. Новым в устройстве является то, что оно снабжено двумя датчиками положения, оба датчика закреплены на основании, а контактный датчик измерительного узла выполнен в виде измерительных щупов, имеющих кинематическое соединение через подпружиненную тягу с двухрычажным механизмом, на концах рычагов которого установлены пластины, причем щупы выполнены регулируемыми по вылету до величины, соответствующей максимальному натягу контролируемых резьб, а датчики положения установлены с возможностью взаимодействия с пластинами измерительного узла в крайних их положения соответствующих предельным величинам натяга. 3 ил.
УСТРОЙСТВО ДЛЯ КОНТРОЛЯ НАТЯГА КОНИЧЕСКОЙ РЕЗЬБЫ ТРУБ, содержащее основание, размещенные на нем измерительный узел с датчиком контакта и контрольным калибром, узел для базирования контролируемой трубы, отличающееся тем, что оно снабжено закрепленными на основании двумя датчиками положения, настроенными на срабатывание при максимальном и минимальном натяге резьбы контролируемой трубы, измерительный узел выполнен в виде самоустановливающейся обоймы с направляющими, фланца, размещенного на направляющих с возможностью перемещения по ним, взаимодействующей с фланцем подпружиненной по оси тяги, соединенного с тягой двухрычажного механизма, и двух пластин, закрепленных на концах рычагов и предназначенных для взаимодействия с соответствующими датчиками положения, датчик контакта выполнен в виде диаметрально закрепленных на фланце щупов, предназначенных для взаимодействия с торцом контролируемой трубы, а калибр закреплен на направляющих.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для контроля натяга конической резьбы | 1981 |
|
SU1025990A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
