Изобретение относится к системам и процедурам обработки материала без его удаления, предусматривающим уменьшение поперечного сечения. Ниже приведено описание на конкретном примере волочильного стана.
В волочильном стане диаметр металлической проволоки уменьшают, пропуская ее через одну или несколько последовательно расположенных волок. Металлическая проволока протягивается через волоки с помощью растягивающего усилия, прилагаемого с помощью валков или барабанов, расположенных между волоками, например позади каждой волоки. Для того чтобы обеспечить должную работу системы, необходимо координировать скорости вращения барабанов так, чтобы не допустить слишком большого провисания между отдельными барабанами и в то же время не прилагать слишком большого растягивающего усилия. Барабан, расположенный последним, определяет необходимую скорость вращения барабана или барабанов, расположенных перед ним. Контроль скорости вращения в известных системах обычно осуществляется сенсорным устройством, известным под названием "дендироль", которое обнаруживает провисание проволоки на участке между отдельными барабанами. Устройство "дендироль" состоит из чувствительного элемента, который прижимается к проволоке или листовому материалу на волочильном стане (или агрегатной линии уменьшения поперечного сечения давлением). При обнаружении изменения положения чувствительного элемента, которое зависит от провисания материала, производится коррекция скорости вращения расположенного выше по линии барабана или барабанов согласно обнаруженному изменению. Этот тип регулирования может иметь ряд недостатков, например, нестабильность коррекции или колебаний, что может привести, в случае работы с проволокой, даже к разрыву проволоки. Кроме того, также в случае работы с проволокой, устройство "дендироль" обладает ограниченной протяженностью в поперечном направлении относительно проволоки и ограничивает возможность заполнения барабанов, в то время как было бы желательно иметь большую ширину заполнения последних для охлаждения проволоки. Кроме того, натяжение самой проволоки, создаваемое "дендиролем", может в некоторых случаях создавать проблему проскальзывания проволоки на барабане, что ведет к ограничению возможности заполнения барабана.
В качестве ближайшего аналога к заявленному изобретению приняты система непрерывной обработки материала давлением путем уменьшения поперечного сечения, включающая в себя первый узел оборудования, предназначенный для уменьшения сечения, второй узел оборудования, предназначенный для уменьшения сечения, первый волочильный барабан, расположенный за первым узлом для уменьшения сечения, и второй волочильный барабан, расположенный за вторым узлом для уменьшения сечения и за первым барабаном (см. DE 2135325 А, кл. В 21 С 1/12, 09.08.1979), и способ регулирования скорости вращения управляемого барабана (см. там же), основанный на измерении действующего на волоку усилия.
Целью настоящего изобретения является упрощение способа регулирования скорости вращения управляемого барабана.
Другая цель заключается в создании системы регулирования скорости вращения барабанов на агрегатной линии, предназначенной для уменьшения поперечного сечения без удаления материала, обладающей улучшенной стабильностью и/или позволяющей обеспечить большую ширину заполнения барабанов. Эти цели достигаются с помощью процесса регулирования, описанного в п.1, и с помощью системы, описанной в п.6.
Другие особенности и преимущества, которые предлагает изобретение, описаны в последующих пунктах.
Иными словами, согласно новому процессу объем материала, проходящего обработку, в расчете на единицу времени, используется в качестве контрольного количества для регулирования скорости вращения барабана. В частности, определяется объем в расчете на единицу времени материала, проходящего через определенную точку перед барабаном, скорость вращения которого намечено регулировать, и объем в расчете на единицу времени, проходящий через определенную точку перед опорным барабаном (расположенным после управляемого барабана), а полученное таким образом сравнительное значение или сигнал отклонения используется для регулирования скорости вращения управляемого барабана. Регулирование скорости обычно осуществляется с помощью контура управления с обратной связью пропорционально-интегрально-дифференциального типа.
Ниже описан пример реализации изобретения со ссылкой на прилагаемые чертежи, на которых
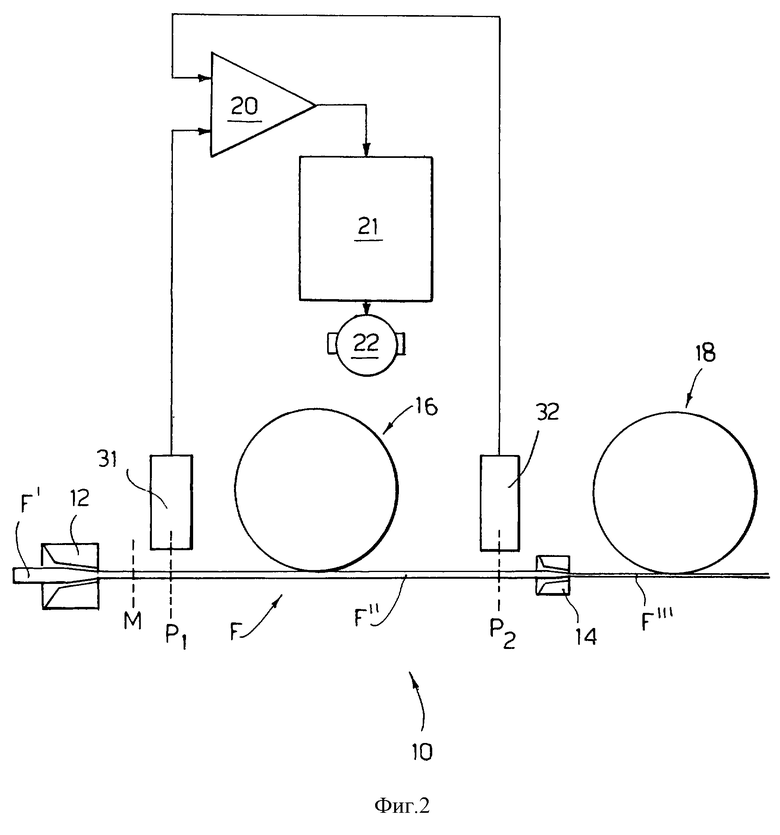
на фиг. 1 показана схема системы непрерывной обработки материала давлением путем уменьшения поперечного сечения, в частности линии волочения проволоки, с регулированием согласно настоящему изобретению;
на фиг. 2 показана схема линии волочения проволоки с вариантом предлагаемого регулирования.
На фиг. 1 линия волочения проволоки обозначена позицией 10 и изображена состоящей из первого узла оборудования, предназначенного для уменьшения сечения, в частности первой волоки 12, расположенной в начале линии, второго узла оборудования, предназначенного для уменьшения сечения, в частности второй волоки 14, расположенной за первой волокой, первого волочильного барабана 16, расположенного за первой волокой, и второго волочильного барабана 18, расположенного за второй волокой. Барабан 16 расположен перед барабаном 18. Проволока, которая формируется на линии волочения, обозначена буквой F. В частности буквой F' обозначена проволока большего сечения, поступающая к волоке 12, буквой F'' обозначена проволока поперечного сечения между волокой 12 и волокой 14, и буквой F''' обозначена проволока с уменьшенным поперечным сечением за волокой 14.
Согласно изобретению в точке P1 перед барабаном 16 и в точке Р2 перед барабаном 18 и за барабаном 16 производится отслеживание объема проволоки F, проходящей за единицу времени через указанные точки. Позицией 31 обозначено измерительное устройство в точке P1, и позицией 32 обозначено измерительное устройство в точке Р2. Удельное значение Vul, определенное в точке P1, и Vu2, определенное в точке Р2, сопоставляют между собой. Поскольку операция волочения осуществляется без удаления материала, для должной работы системы необходимо, чтобы Vu1=Vu2. На практике, однако, Vu1 часто отличается от Vu2. Сопоставление используется для регулирования числа оборотов двигателя 22, осуществляющего привод барабана 16, предпочтительно с помощью контура управления с обратной связью (не показан) пропорционально-интегрально-дифференциального типа. На чертеже позицией 20 обозначен дифференциальный усилитель рассогласования и позицией 21 - схема привода двигателя 22.
Объем Vu, проходящий за единицу времени на данном участке, можно определить различными способами. В качестве примера можно указать нанесение на проволоку через определенные интервалы маркировки или визуальными средствами (например, путем напыления краски), или электрическими средствами, такими как намагничивание. Система, показанная на фиг.1, особенно подходит для нанесения маркировки путем напыления краски. На практике нанесение на проволоку F' через одинаковые интервалы перед волокой 12 маркировки позволяет также получить, через иные интервалы, маркировку на проволоке F'' перед волокой 14. Подсчет количества штрихов на проволоке, проходящих в течение единицы времени через точку P1, и количества штрихов на проволоке, проходящих в течение единицы времени через точку Р2, позволяет определить удельные объемы Vu1 и Vu2. Подсчет можно осуществлять, используя известные средства; например, устройства 31 и 32 могут быть счетчиками электрических импульсов, поступающих от оптических (или магнитных) датчиков, обнаруживающих прохождение маркировок (сохраняются в запоминающем устройстве) на проволоке.
Как было указано выше, система, показанная на фиг.1, особенно хорошо подходит для нанесения маркировки краской.
На фиг.2 показана система, особенно пригодная для применения маркировки магнитного типа. В системе на фиг.2 для обозначения совпадающих элементов применяются те же позиции, что и на фиг.1. По этой причине указанные элементы не описываются. В этом случае маркировку наносят в точках, расположенных за первой волокой 12, а первое определение объема за единицу времени осуществляется в точке P1, расположенной за первой волокой и перед первым барабаном 16. Точка Р2 второго определения удельного объема расположена за управляемым барабаном 16, т.е. перед волокой 14, как и на предыдущей линии волочения.
Возможны варианты описанных технических решений.
В том, что касается применения маркирующих и обнаруживающих маркировку устройств, то следует указать на то, что не имеет значения, располагаются ли они на входе или выходе волок, при условии, что они располагаются в непосредственной близости от волок. Эта возможность сохраняется в той степени, в которой объем материала, поступающего на волоку, в точности равен объему отходящего материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЛАСТМАССОВЫЙ ШКИВ ДЛЯ ПРИВЕДЕНИЯ ВО ВРАЩЕНИЕ БАРАБАНА СТИРАЛЬНОЙ МАШИНЫ | 2011 |
|
RU2573342C2 |
| Стан для многократного волочения проволоки барабанного типа | 1983 |
|
SU1088836A1 |
| СПОСОБ ВОЛОЧЕНИЯ ЗАГОТОВОК КРУГЛОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ | 2004 |
|
RU2252091C1 |
| МНОГОДВИГАТЕЛЬНЫЙ ЭЛЕКТРОПРИВОД МНОГОКРАТНОГО ПРЯМОТОЧНОГО ВОЛОЧИЛЬНОГО СТАНА | 1997 |
|
RU2158469C2 |
| СПОСОБ УПРАВЛЕНИЯ МНОГОКРАТНЫМ ПРЯМОТОЧНЫМ ВОЛОЧИЛЬНЫМ СТАНОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2111807C1 |
| Система управления электроприводом прямоточного стана многократного волочения | 1978 |
|
SU749480A1 |
| АНКЕРНАЯ СИСТЕМА ПРОТИВОВЕСА ДЛЯ СТИРАЛЬНОЙ МАШИНЫ ИЛИ СТИРАЛЬНОЙ МАШИНЫ С СУШКОЙ | 2009 |
|
RU2533084C2 |
| КОВШ ДЛЯ ДРОБЛЕНИЯ И ПРОСЕИВАНИЯ КАМНЕЙ | 2002 |
|
RU2292423C2 |
| МНОГОКРАТНЫЙ ВОЛОЧИЛЬНЫЙ СТАН МАГАЗИННОГО ТИПА | 2005 |
|
RU2278756C1 |
| СПОСОБ ВОЛОЧЕНИЯ ПРОВОЛОКИ С ПРИМЕНЕНИЕМ КОЛЕБАНИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2116850C1 |
Изобретение относится к металлургической промышленности, в частности к системам и процедурам обработки материала без его удаления, предусматривающим уменьшение поперечного сечения. Способ регулирования скорости вращения управляемого барабана в системе непрерывной обработки материала давлением путем уменьшения поперечного сечения заключается в определении объемов материала, проходящих за единицу времени в точках, расположенных через определенный интервал в системе. По определенным объемам регулируют скорость вращения управляемого барабана. Система непрерывной обработки материала давлением путем уменьшения поперечного сечения включает в себя первый и второй узлы оборудования, предназначенные для уменьшения сечения, и первый и второй волочильные барабаны. Первый волочильный барабан расположен за первым узлом для уменьшения сечения. Второй волочильный барабан расположен за вторым узлом для уменьшения сечения и за первым барабаном. Система снабжена двумя измерительными устройствами. Измерительные устройства предназначены для определения объемов за единицу времени перед и за барабаном, скорость вращения которого регулируется. Изобретение позволяет упростить регулирование скорости вращения барабанов и обеспечить большую ширину их заполнения. 2 с. и 7 з.п. ф-лы, 2 ил.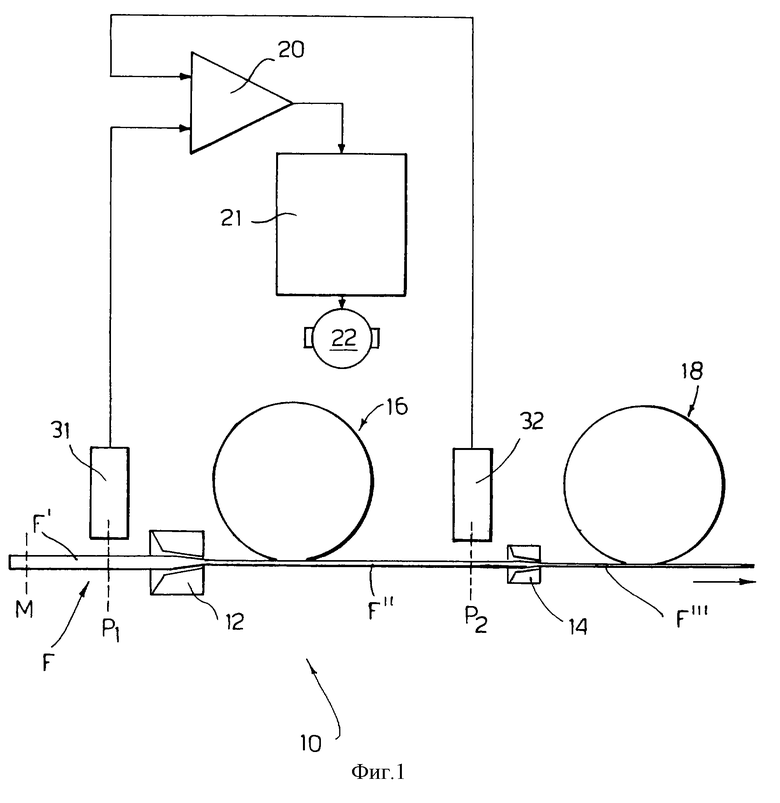
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГЛУШКИ РАЗЛИВОЧНОГО КОВША И ЗАГЛУШКА | 1995 |
|
RU2135325C1 |
| Машина прямоточного типа для волочения проволоки | 1989 |
|
SU1681994A1 |
| US 3688532 A, 05.09.1972 | |||
| US 3782153 A, 01.01.1974 | |||
| JP 61159217 A, 18.07.1986. | |||

