Изобретение относится к способу изготовления валика приспособления для нанесения краски накаткой, содержащего тело из пенопласта с внутренним отверстием для размещения на несущей скобе. Кроме того, изобретение относится к соответствующему валику приспособления для нанесения краски накаткой.
Приспособление для нанесения краски накаткой содержит обычно согнутую из стальной проволоки или состоящую из пластмассы несущую скобу, на нижнем конце которой выполнена рукоятка. На верхний свободный конец несущей скобы валик надевают таким образом, чтобы от был закреплен на несущей скобе с возможностью вращения.
Традиционный валик содержит тело, в котором расположена цельная или составная крепежная втулка, входящая в зацепление с несущей скобой. Для изготовления известного валика так называемым способом вспенивания в процессе полимеризации в блоке из пенополиэфируретана изготовляют относительно большой блок. Подобные пенополиэфируретаны из-за своей достаточно высокой химической стойкости пригодны также для валиков приспособлений для нанесения краски накаткой, используемых, как известно, также при применении содержащих растворитель веществ и, в частности, красок. Кроме того, пенополиэфируретаны очень формоустойчивы и не разбухают.
Из состоящего из пенополиэфируретана блока валик изготовляют механически путем вырубания или вырезания. Затем просверливают внутреннее отверстие и конец валика, противоположный вводному концу для несущей скобы, подвергают круглому фрезерованию. В заключение во внутреннее отверстие вставляют крепежную втулку и приклеивают там. Этот способ изготовления из-за множества операций очень сложен и тем самым дорог. Кроме того, при изготовлении валика из блока, а также при круглом фрезеровании его конца потери материала составляют до 30%, что не только неэкономично, но и неэкологично.
Из заявки ФРГ 1960394 известно изготовление валика приспособления для нанесения краски накаткой из пенопласта, например полиуретана, когда в служащий в качестве формы цилиндрический плюшевый или меховой чехол помещают два синтетических компонента, которые реагируют там между собой, расширяются и полностью заполняют чехол. При этом, однако, из-за различной в разных местах податливости плюшевого или мехового чехла не возникает определенной круглоцилиндрической формы валика, из-за чего он при использовании не обеспечивает равномерного вращения, что оказывает отрицательное влияние на нанесение краски.
Кроме того, известны так называемые интегральные пены, которые при вспенивании образуют на наружной стороне стабильный замкнутый покрывающий слой. Хотя этот покрывающий слой и стабилизирует вспененное тело, однако из-за своей гладкой поверхностной структуры он непригоден для нанесения краски.
Из DE 2538588 А известен способ изготовления валика приспособления для нанесения краски накаткой, содержащего тело из пенопласта с внутренним отверстием для размещения на несущей скобе. Недостатком этого способа является то, что внутреннее отверстие в теле валика выполняют выжиганием, т.е. за счет дополнительных затрат энергии. При этом образуется внутренняя корка расплава.
Технический результат группы изобретений достигается всей совокупностью признаков, изложенных в п.п.1-22 формулы.
В основе изобретения лежит задача создания способа изготовления валика приспособления для нанесения краски накаткой, с помощью которого его можно было бы изготовлять экономично и экологично и который обеспечивал бы хорошее нанесение краски. Кроме того, должен быть создан соответствующий валик приспособления для нанесения краски накаткой.
Эта задача решается в отношении способа посредством признаков формулы изобретения. При этом тело валика вспенивают в форме. Таким образом, валик уже при вспенивании приобретает нужную форму, так что не требуется дополнительной обработки или требуется лишь существенно меньшая доработка и предотвращается потеря материала.
Дополнительно параметры способа, например температура формы, охлаждение, плотность пены, давление вспенивания и т.д., которыми можно управлять посредством состава синтетического материала, устанавливают так, что на наружной поверхности тела валика и/или стенке внутреннего отверстия образуется замкнутая упрочненная пленка синтетического материала. Таким образом, валик без специальных дополнительных деталей приобретает высокую пространственную стабильность. Кроме того, при этом на наружной поверхности тела валика возникает сплошная гладкая поверхностная структура, как это целесообразно, в частности, у прижимных валиков или же у валиков, снабжаемых впоследствии покрытием или гильзообразными декоративными элементами, или покрытых плюшем или мехом цилиндрическими валиками, или кольцами. Пленка уменьшает, кроме того, воздействие влажности и растворителей на пенопласт и стабилизирует тело валика при использовании во время движения обката, при котором он нагружается односторонне. Для того чтобы валик можно было использовать, однако, и для непосредственного нанесения краски, предусмотрено, что на последующем этапе способа полностью или частично открывают или удаляют, по меньшей мере, пленку, образовавшуюся на наружной поверхности тела валика. Это можно осуществить, например, резанием, шлифованием, вихревой обработкой, пескоструйной обработкой или растворением.
В качестве материала для тела валика применяют преимущественно пенополиэфируретан, который до сих пор еще не вспенивали в форме. Возможны, однако, и другие материалы, если они обладают высокой стойкостью к химикалиям и, в частности, к растворителям. Альтернативные материалы могут представлять собой, например, другие пенополиуретаны, чистую полиолефиновую, полиимидную или полиэфирную пену.
Также у валика согласно изобретению во внутреннем отверстии тела валика может быть расположена крепежная втулка, входящая в зацепление с несущей скобой. Крепежная втулка, выполненная преимущественно из термопластической пластмассы, может быть изготовлена отдельно от тела валика, впоследствии помещена в его внутреннее отверстие и фиксирована там, причем во избежание клеевого соединения на крепежной втулке могут быть выполнены выступающие элементы зацепления, которые входят в стенку внутреннего отверстия тела валика и тем самым удерживают втулку с геометрическим замыканием. В качестве элементов зацепления зарекомендовали себя, в частности, выступающие с наружной стороны зубцы или крючки.
В качестве альтернативы валик может быть изготовлен также таким образом, что сначала в форму помещают крепежную втулку и на последующем этапе способа ее окружают телом валика или вспенивают его вокруг нее. Также при этом крепежная втулка может быть предварительно изготовлена отдельно, преимущественно, однако, для осуществления многокомпонентного способа ее сначала отливают в форме. За счет такого поточного производства можно существенно сократить затраты на изготовление валика.
Изготовленный способом согласно изобретению валик может быть выполнен относительно небольшой массы, что облегчает работу соответствующим приспособлением для нанесения краски накаткой.
В предпочтительном выполнении изобретения во внутреннем отверстии тела валика выполняют, по меньшей мере, один участком большого диаметра. Это позволяет распрямить во внутреннем отверстии выполненные на несущей скобе фиксирующие или пружинящие лапки, которые входят в этот участок и тем самым удерживают валик на несущей скобе. Если образовавшаяся на стенке внутреннего отверстия упрочненная пленка синтетического материала обладает достаточной прочностью, то можно, при необходимости, отказаться от крепежной втулки. В качестве альтернативы в целях стабилизации может быть предусмотрена крепежная втулка, охватываемая пружинящими лапками несущей скобы.
Участок большего диаметра во внутреннем отверстии может быть выполнен простым образом способом согласно изобретению, поскольку формующий участок большого диаметра сердечника формы может быть извлечен при упругой деформации пены тела валика.
Тело валика может быть снабжено на своей наружной поверхности структурированием. Это достигается согласно изобретению простым образом, если внутренняя стенка формы соответственно структурирована. В качестве альтернативы или дополнительно к этому может быть осуществлена также последующая обработка поверхности.
Известно использование валика в качестве держателя для размещаемого с наружной стороны покрытия, которое может быть снабжено, например, мехом ягненка, плюшем или другими материалами. Возможны, однако, и другие покрытия. Размещение покрытия на наружной поверхности тела валика можно осуществить согласно изобретению путем помещения покрытия в форму перед вспениванием тела валика. При этом между покрытием и телом валика может быть предусмотрен разделительный слой, обеспечивающий последующее удаление покрытия.
Поскольку способом согласно изобретению можно простым образом выполнять на наружной поверхности тела валика выемки или кольцевые пазы, они могут быть использованы также для фиксации с геометрическим и/или силовым замыканием размещенной впоследствии оболочки или покрытия. В предпочтительном выполнении предусмотрено, что на торце тела валика, имеющем вводное отверстие для внутреннего отверстия, выполнена канавка, в которую могут быть завернуты концы оболочки для удержания с геометрическим и/или силовым замыканием. Преимущественно канавка выполнена кольцеобразной и окружает вводное отверстие.
При необходимости, оболочка может быть фиксирована также на противоположном, обращенном от вводного отверстия торце в выполненном там углублении с геометрическим и/или силовым замыканием.
В отношении валика приспособления для нанесения краски накаткой согласно изобретению предусмотрено, что на наружной поверхности тела валика и/или стенке внутреннего отверстия на отдельных участках выполнена замкнутая упрочненная пленка синтетического материала, которая придает валику необходимую стабильность. Другие признаки валика приведены в предыдущем описании способа.
Сущность изобретения поясняется со ссылкой на чертежи, на которых:
фиг.1 - схематично, установка для осуществления способа согласно изобретению;
- фиг.2 - продольный разрез валика;
- фиг.3 - валик по фиг.2 после доработки;
- фиг.4 - валик по фиг.2 после другой доработки;
- фиг.5 - вид сбоку крепежной втулки;
- фиг.6 - продольный разрез крепежной втулки по фиг.5;
- фиг.7 - установленный на несущей скобе валик;
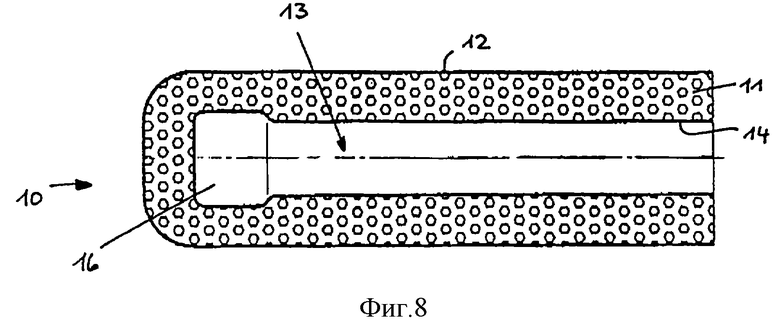
- фиг.8 - валик в видоизмененном выполнении;
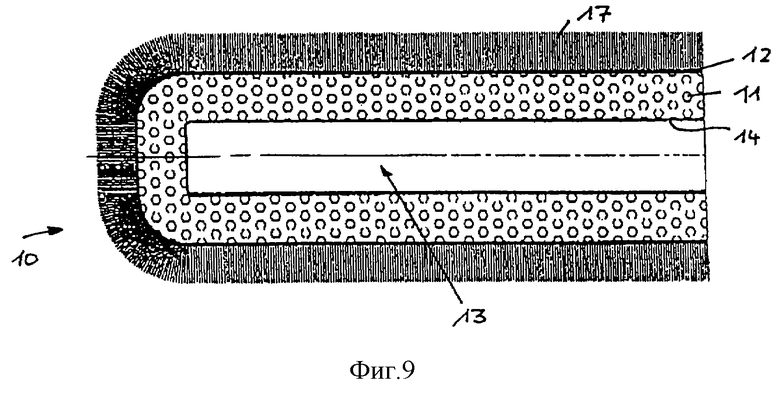
- фиг.9 - валик с покрытием на наружной стороне;
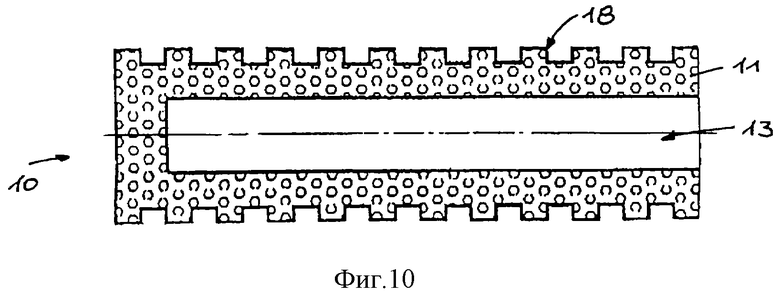
- фиг.10 - валик с внешним структурированием;
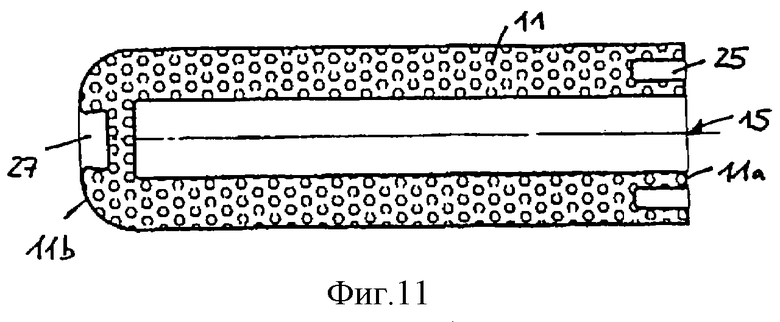
- фиг.11 - валик для размещения оболочки;
- фиг.12 - валик по фиг.11 с надетой оболочкой;
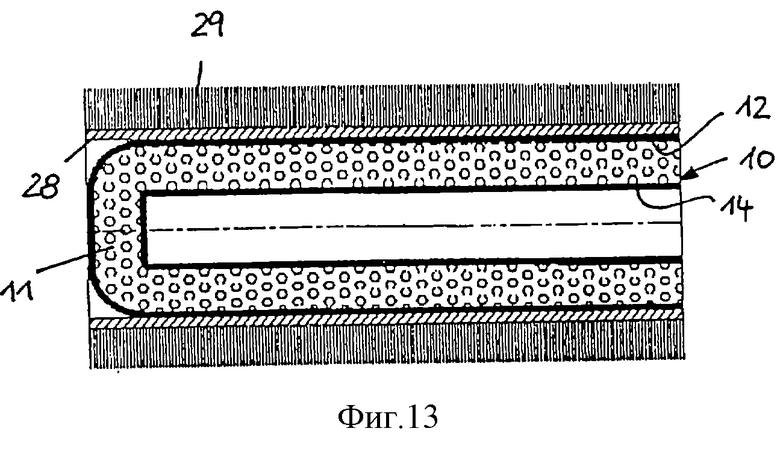
- фиг.13 - валик с насадной гильзой-оболочкой;
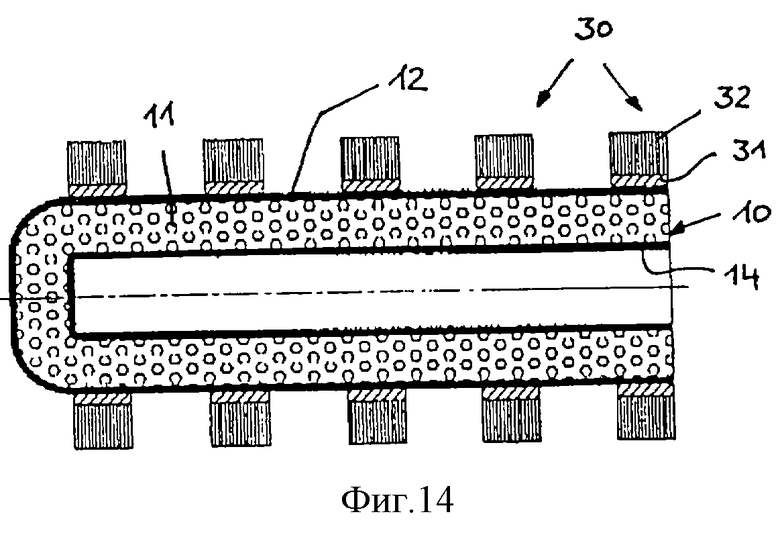
- фиг.14 - валик с насадными кольцами-оболочками.
На фиг.1 изображена установка для изготовления валика 10 приспособления для нанесения краски накаткой способом согласно изобретению. Установка включает в себя форму 1 с двумя формующими валик 10 с наружной стороны полуформами 2, 3, а также формующим сердечником 4, образующим внутреннее отверстие 13 валика 10. Схематично показаны две емкости 5 для различных компонентов материала, каждый из которых может подаваться посредством подающе-дозирующего агрегата 6 к смесительному устройству 7, из которого материал по схематично показанному подающему трубопроводу 8 вводят в формующую полость формы 1. Там материал, который может представлять собой, в частности, полиэфируретан, вспенивают для образования валика 10.
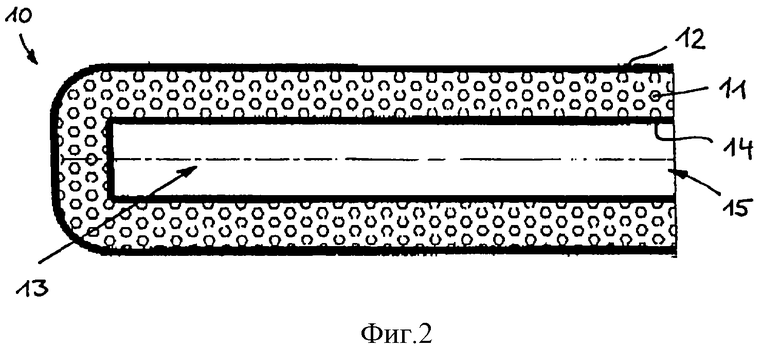
После открывания полуформ 2, 3 и извлечения формующего сердечника 4 образуется валик 10, изображенный на фиг.2. Он содержит, по существу, цилиндрическое тело 11, на своем переднем конце закрытое и скругленное по наружной поверхности. Образовавшееся за счет формующего сердечника 4 внутреннее отверстие 13 доступно известным образом через противоположное скругленному концу вводное отверстие 15, которым валик может быть надет на несущую скобу.
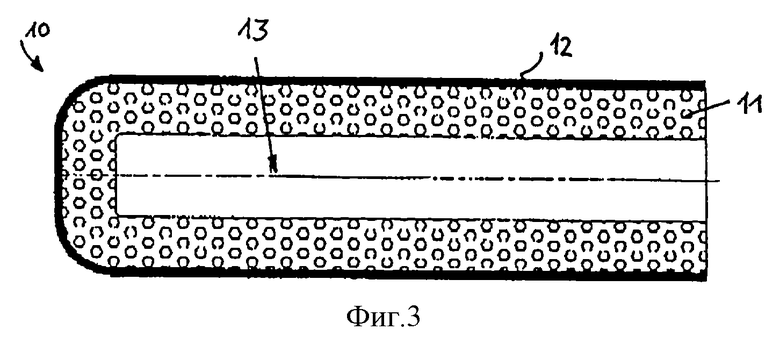
За счет давления вспенивания синтетического материала как на наружной поверхности тела 11 валика, так и на стенке внутреннего отверстия 13 образуется замкнутая упрочненная пленка 12 и 14 соответственно синтетического материала. Эти пленки 12, 14 могут быть на последующей операции, по меньшей мере, на отдельных участках механически вскрыты или удалены. На фиг.3 изображен валик 10, у которого пленка 14 на стенке внутреннего отверстия 13 была удалена, тогда как у валика по фиг.4 была удалена лишь пленка 12 на наружной поверхности тела 11 валика.
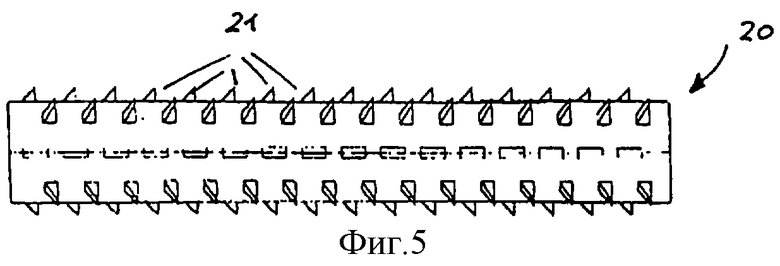
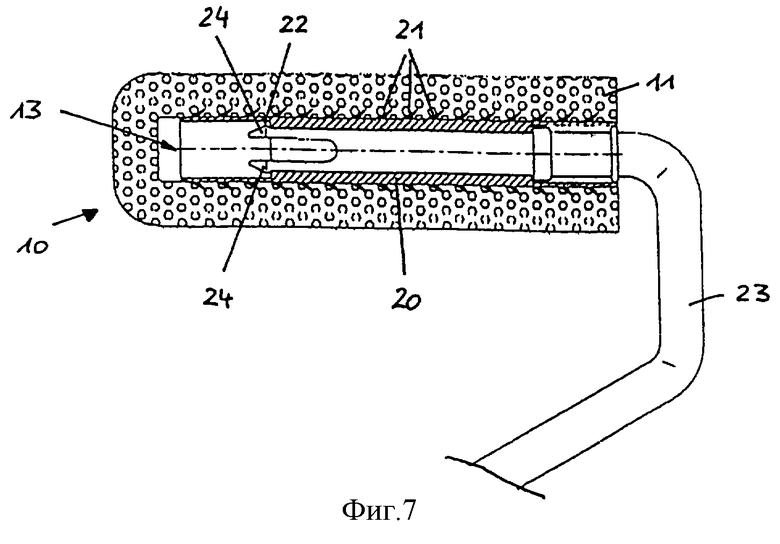
Во внутреннее отверстие 13 валика 10 может быть помещена крепежная втулка 20, изображенная на фиг.5 и 6. Крепежная втулка 20 имеет на своей наружной поверхности множество крюкообразно выступающих зубцов 21, которые при вдвигании во внутреннее отверстие 13 входят в его стенку или образованную там пленку и удерживают крепежную втулку 20 тем самым с геометрическим замыканием в теле 11 валика, как это изображено на фиг.7. Внутри крепежной втулки 20 выполнен уступ или участок 22 с большим диаметром. Это обеспечивает то, что пружинящие язычки 24, выполненные на свободном конце несущей скобы 23 (фиг.7), при вводе в крепежную втулку выходят за уступ 22, так что валик 10 удерживается на несущей скобе 23.
На фиг. 8 изображено альтернативное выполнение валика 10, отличающегося от описанного выше выполнения тем, что вблизи дна внутреннего отверстия 13 выполнен участок 16 большого диаметра, также служащий для того, чтобы пружинящие язычки 24 несущей скобы 23 при монтаже валика 10 могли распрямиться. В случае, если пленка 14 на стенке внутреннего отверстия 13 обладает достаточной прочностью, можно отказаться от монтажа крепежной втулки. В качестве альтернативы можно, однако, поместить во внутреннее отверстие также трубчатую крепежную втулку, охватываемую затем пружинящими язычками 24.
На изображенном на фиг. 9 валике 10 на наружной поверхности размещен чехол 17, который может быть либо надет впоследствии, либо уложен в форму еще перед вспениванием тела 11 валика.
За счет соответствующего выполнения внутренней стенки полуформ 2, 3 можно выполнить на наружной поверхности тела валика структурирование 18, изображенное на фиг.10.
В изображенном на фиг. 11 выполнении валика использована возможность выполнения структурирования в процессе формования или вспенивания, с тем чтобы фиксировать монтируемую впоследствии оболочку. Как показано на фиг.11, на переднем скругленном торце 11b тела 11 валика выполнено центральное углубление 27, тогда как на заднем торце 11а с вводным отверстием 15 выполнена окружающая вводное отверстие 15 кольцевая канавка 25. Оболочку 26, которая может представлять собой плюшевый чехол, запрессовывают или заворачивают ее задними свободными концами в кольцевую канавку 25, тогда как противоположный конец вдавливают в углубление 27, как это изображено на фиг.12. Кольцевая канавка 25 и углубление 27 удерживают, таким образом, оболочку 26 с силовым замыканием на теле 11 валика.
Вместо того, чтобы монтировать на валике гибкую оболочку, можно также надеть на валик 10 жесткую гильзу-оболочку 28, как это изображено на фиг.13. Гильза-оболочка 28 имеет цилиндрическую форму и с наружной стороны покрыта плюшевым или меховым чехлом 29. Податливость тела 11 валика позволяет удерживать гильзу-оболочку 28 с упругой деформацией пеноматериала с силовым замыканием на теле 11 валика, причем пленки 12, 14 придают ему повышенную стабильность.
В то время как при изображенной на фиг.13 форме выполнения гильза-оболочка 28 закрывает весь валик 10, в изображенном на фиг.14 примере выполнения предусмотрено несколько колец-оболочек 30, каждое из которых включает в себя несущую гильзу 31 и плюшевое или меховое покрытие 32. Кольца-оболочки 30 удерживаются на теле 11 валика также с силовым замыканием.



Способ изготовления валика приспособления для нанесения краски накаткой, содержащего тело из пенопласта с внутренним отверстием для размещения на несущей скобе, включает вспенивание тела валика в форме. Давление вспенивания устанавливают таким образом, что на наружной поверхности тела валика и/или стенке внутреннего отверстия образуется замкнутая упрочненная пленка синтетического материала. Последний представляет собой преимущественно пенополиэфируретан. На последующем этапе способа соответственно внутреннюю и/или внешнюю пленку, по меньшей мере, частично вскрывают или удаляют. При вспенивании в форме осуществляют управление параметрами способа, так что на наружной поверхности тела валика и/или стенке внутреннего отверстия образуют замкнутую упрочняющую пленку. Валик содержит тело из пенопласта и внутреннее отверстие для размещения его на несущей скобе. Технический результат - создание экономичного и экологического способа изготовления валика, который обеспечивал бы хорошее нанесение краски накаткой. 2 с. и 20 з.п. ф-лы, 14 ил.
| ЗАМЕЩЕННЫЕ ИЗИХИНОЛИНЫ И ИЗОХИНОЛИНОНЫ В КАЧЕСТВЕ ИНГИБИТОРОВ Rho-КИНАЗЫ | 2009 |
|
RU2538588C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВАЛИКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ | 1992 |
|
RU2074033C1 |
| Подогревный электролитический первичный преобразователь влажности газов | 1978 |
|
SU765722A1 |
| Способ получения изделий из вспененных термопластов | 1978 |
|
SU683137A1 |
| US 5025039 A, 18.06.1991. | |||

