Изобретение относится к получению теплоизоляционных формованных изделий и может найти применение в металлургии, авиа- и ракетостроении, энергетике, в том числе атомной, металлообрабатывающей и других областях промышленности.
Известен способ изготовления теплоизоляционных волокнистых изделий, в частности, фрагментов футеровок тепловых агрегатов с температурой службы до 1400oС, включающий приготовление гидромассы, содержащей огнеупорные волокна и связующее, последовательное вакуумирование слоев при величине разрежения 0,045-0,085 МПа в течение 5-50 с, после вакуумирования каждого слоя его подпрессовку при давлении 0,5-1,5 МПа и сушку при 100-150oС. Полученные изделия характеризуются кажущейся плотностью 250-600 кг/м3, пределом прочности при изгибе 0,19-0,41 Н/мм2, теплопроводностью при температуре 600oС 0,13-0,18 Вт/м•К. Недостатком предложенного способа является послойное изготовление изделия, что делает этот процесс очень трудоемким и многостадийным (патент РФ 2020057, МПК В 28 В 1/52, опубликован 30.09.1994 г.).
Известен способ производства волокнистых листовых и профильных изделий, включающий приготовление суспензии из неорганических волокон, преимущественно базальтовых, и глинистого связующего, формование слоя заготовки в ванне сетчатого цилиндра вакуум-фильтрацией и последующую тепловую обработку, причем 5-40% связующего вводят в суспензию вначале, а остальное количество связующего вводят в суспензию при формовании слоя заготовки на выходе последнего из ванны. Недостатком известного способа является ограничение ассортимента изделий по толщине (авторское свидетельство СССР 837963, МПК В 28 В 1/52, опубликовано 15.16.1981 г.).
Известен способ изготовления плит из волокон минерального сырья, включающий внесение раствора связующего в минеральное сырье с образованием гидромассы, формирование и сушку готовых плит, при этом формирование осуществляют знакопеременными импульсами давления, превращающими систему формования в колебательный контур с частотой отклика на возмущающее воздействие (1/10-1/60) Гц, причем продолжительность воздействия формирующего импульса не превышает 1/3 периода колебаний.
Способ направлен на повышение прочностных характеристик и снижение теплопроводности плит из волокон минерального сырья. Недостаток известного способа заключается в ограниченности номенклатуры получаемых изделий и сложности процесса формования (патент РФ 2080257, МПК В 28 В 1/52, опубликован 27.05.1997 г.).
Известен способ получения волокнистых формованных изделий, включающий операции распушивания минерального волокна, перемешивания распушенного волокна со свежеосажденным гелем гидрооксида алюминия, отливку полученной массы в форму, сушку и обжиг, в котором в качестве минерального волокна используют распушенное в водной среде базальтовое волокно, после его распушки воду сливают, повторно смешивают с водой в соотношении 95-96,5 мас. ч. волокна на 10000 мас. ч. воды и последовательно при перемешивании вводят 23,6-33,7 мас. ч. 18%-ного водного раствора сульфата алюминия и 12,5-22,3 мас. ч. 20-25%-ного водного раствора аммиака, сушку отливки производят при 100-120oС в течение 10-15 ч, обжиг при 500-550oС в течение 30-40 мин со скоростью подъема температуры не более 25 град/мин, а охлаждение - не более 80 град/мин. Перемешивание ведут при скорости 250-300 об/мин в течение 20-35 мин.
Способ направлен на упрощение технологии изготовления теплоизоляционных изделий и улучшение их теплофизических свойств (авторское свидетельство СССР 1624851, МПК В 28 В 1/52, опубликовано 15.03.1994 г. в бюлл. 5 - прототип).
Недостатки способа - прототипа состоят в следующем:
- Длительность технологического процесса, что связанно с повторным смешиванием минерального волокна с водой, а также с двухстадийностью термической обработки.
- Недостаточно высокие механические свойства изделия.
Задача, на решение которой направлено изобретение, заключается в создании большой номенклатуры теплоизоляционных формованных изделий различной формы и толщины с высокими теплофизическими и механическими свойствами.
Техническим результатом изобретения является сокращение длительности изготовления волокнистых формованных изделий различной формы и толщины, улучшение их механических свойств при сохранении теплофизических характеристик.
Указанный технический результат достигается тем, что в способе изготовления волокнистых формованных изделий, включающем распушивание минерального волокна в воде, перемешивание его со связующим в виде сульфата алюминия и водного раствора аммиака, отливку полученной гидромассы в форму вакуум-пресса, формование и сушку, согласно изобретению распушивание волокна и перемешивание его со связующим осуществляют одновременно со скоростью 1350-1450 об/мин, сушку проводят при 230-270oС в течение 7-9 ч, со скоростью нагрева изделия не более 1 град/мин, а охлаждение до 50-60oС ведут со скоростью не более 5 град/мин,
а также тем, что в качестве минерального волокна используют базальтовое волокно, а гидромассу готовят в соотношении 115-155 мас. ч. базальтового волокна, 9-12 мас. ч. 20-25%-ного водного раствора аммиака и 7-21 мас. ч. сульфата алюминия на 10000 мас. ч. воды,
а также тем, что в качестве минерального волокна используют каолиновое волокно, а гидромассу готовят в соотношении 310-370 мас. ч. каолинового волокна, 45-57 мас. ч. 20-25%-ного водного раствора аммиака и 28-43 мас. ч. сульфата алюминия на 10000 мас. ч. воды,
а также тем, что в гидромассу с каолиновым волокном дополнительно вводят 45-60 мас. ч. огнеупорной глины.
Распушивание минерального волокна и перемешивание его со связующим проводят при скорости 1350-1450 об/мин, что обеспечивает оптимальное качество волокна, равномерное распределение его по объему с получением однородной гидромассы и позволяет добиться высокой равномерности свойств в получаемом изделии. При скорости меньше 1350 об/мин наблюдается недостаточная степень распушенности, а при скорости больше 1450 об/мин образуется слишком мелкая фракция, что в обоих случаях отрицательно сказывается на структуре, а следовательно, и свойствах получаемых изделий. Совмещение операций распушивания и перемешивания упрощает способ изготовления формованных изделий, а также сокращает его продолжительность.
Регламентирование процесса сушки: скорость нагрева изделия (не более 1 град/мин), температуры и времени выдержки (230-270oС в течение 7-9 ч) в зависимости от толщины, а также скорости охлаждения до 50-60oС (не более 5 град/мин) связано с необходимостью сохранения целостности структуры.
Использование в качестве минерального волокна базальтового или каолинового волокна в смеси со связующим в виде сульфата алюминия и водного раствора аммиака в заявленных количествах и концентрациях гарантирует высокие теплофизические и механические свойства волокнистых формованных изделий при изготовлении их предлагаемым способом.
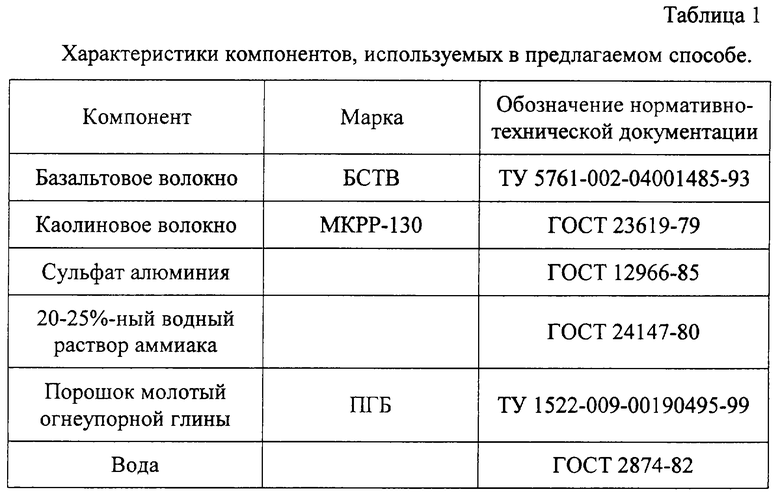
Характеристики компонентов, используемых в предлагаемом способе, приведены в табл. 1.
Примеры осуществления способа
Исходную композицию для получения формованного изделия готовят следующим образом.
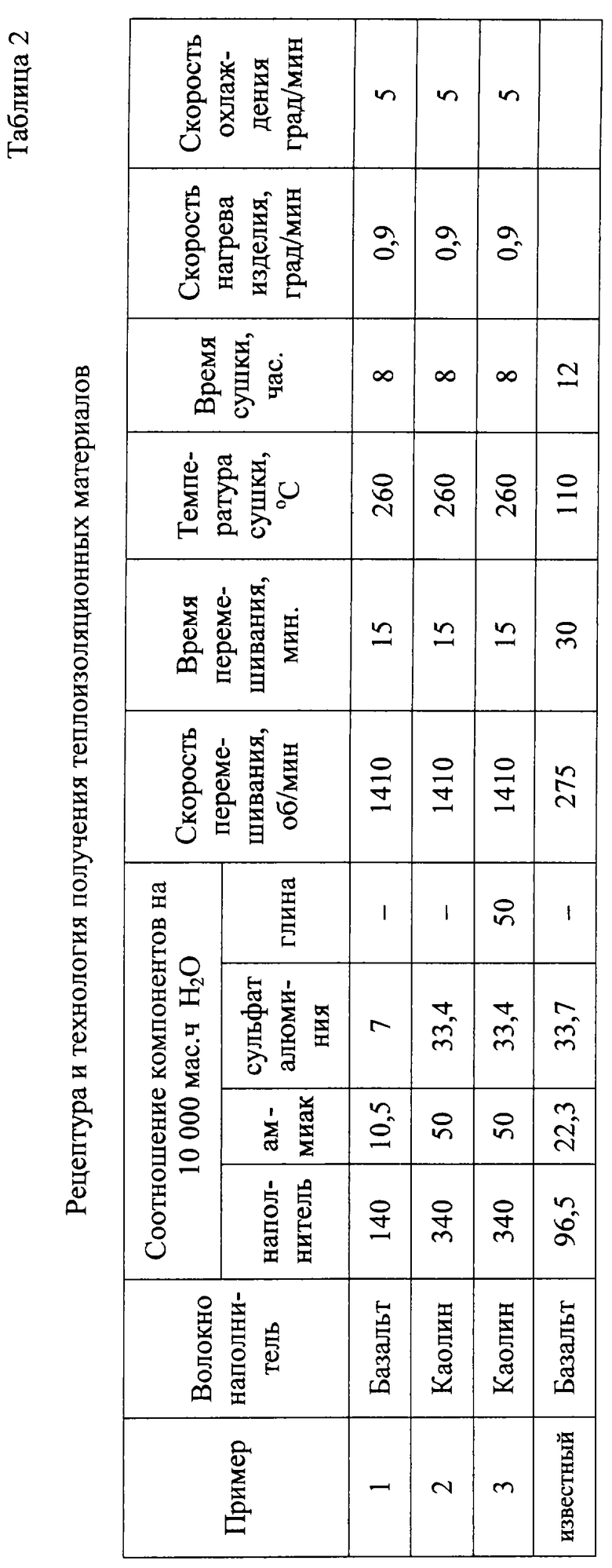
140 мас. ч. базальтового волокна, 7 мас. ч. сульфата алюминия [Аl2(SO4)3•nН2O] и 10,5 мас. ч. 25%-ного водного раствора аммиака(NН4OН) вводят в 10000 маc. ч. воды, перемешивают в течение 15 мин с помощью пропеллерной мешалки со скоростью 1410 об/мин, для интенсивного распушения волокна и равномерного его распределения по объему, что позволяет получить высокую равномерность свойств в изделии. После перемешивания полученную гидромассу переливают в форму вакуум-пресса. Заполнение формы производят на высоту, примерно в 2 раза большую высоты изделия. Формование изделий осуществляют путем обезвоживания массы вакуумированием через сетчатое дно пресс-формы с одновременной подпрессовкой заготовки до заданных размеров. В результате получены плиты размером 1000•500•20 мм. Влажность отформованных изделий составляет 45-50%. Предложенный способ позволяет производить изделия различной формы и толщины в зависимости от размеров вакуум-пресса и глубины разрежения. Готовые изделия сушат при 260oС в течение 8 ч, при этом скорость нагрева изделия составляет 0,9 град/мин, а скорость охлаждения до температуры 50-60 oС - 5град/мин. Остаточная влажность плит не более 1%.
Аналогичным способом изготавливают изделия из каолинового волокна (см. табл. 2).
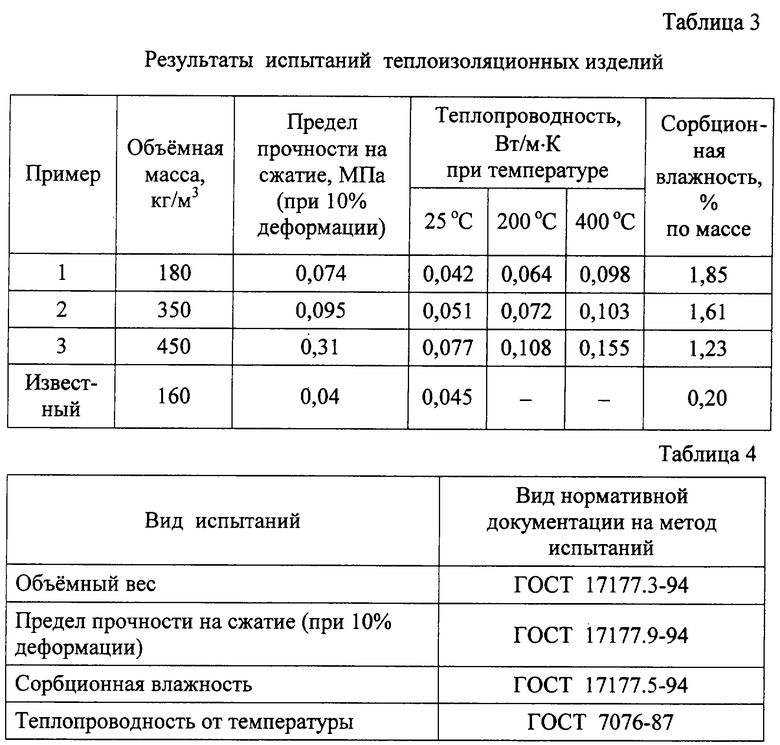
Результаты испытаний изделий на основе композиций, полученных по предложенному способу, приведены в табл.3, а также в табл.3 приведены свойства изделия, полученного по известному способу. Испытания проводились на образцах размером 100•100•10-30 мм, по три образца для каждого примера осуществления, в соответствии со следующими ГОСТами, приведенными в табл.4.
Из табл. 3 следует, что наиболее качественные показатели физико-механических и теплофизических свойств теплоизоляционных изделий получаются при использовании составов и способов их получения, приведенных в примерах 1-3.
Испытания изделия, полученного по известному способу, показали, что при объемном весе, составляющем 160 кг/м3, изделие имеет низкий предел прочности на сжатие 0,04 МПа, при тех же теплофизических свойствах, что ограничивает область его применения как теплоизоляционного материала в различных конструкциях.
Рабочая температура теплоизоляционного материала, полученного предлагаемым способом, составляет 700oС (для примера 1) и 1300oС (для примеров 2-3). Проведены испытания после выдержки материалов при этих температурах в течение 30 сут. Испытания показали, что изделия не теряют своих свойств по таким показателям, как коэффициент теплопроводности, предел прочности на сжатие, сорбционная влажность. Потеря массы и усадка изделий за этот промежуток времени незначительны.
Таким образом, предлагаемый способ позволяет получить изделия, которые по отношению к известным, обладая несколько большей плотностью, имеют лучшие механические свойства, при сохранении тех же теплофизических свойств, а технология производства за счет сушки при более высокой температуре (230-270oС), позволяет исключить операцию обжига готовых изделий и сократить время сушки до 7-9 ч, что снижает затраты на энергоемкость процесса и сокращает время технологического цикла по сравнению со способом-прототипом. На сокращение времени технологического цикла влияет также совмещение операций распушивания и перемешивания. Кроме того, предложенный способ позволяет расширить номенклатуру изготавливаемых изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ВОЛОКНИСТЫХ ФОРМОВАННЫХ ИЗДЕЛИЙ | 1989 |
|
SU1624851A1 |
| СПОСОБ ПОЛУЧЕНИЯ КАПИЛЛЯРНО-ПОРИСТОГО ВЛАГОВПИТЫВАЮЩЕГО МАТЕРИАЛА НА ОСНОВЕ МИНЕРАЛЬНОГО ВОЛОКНА, КАПИЛЛЯРНО-ПОРИСТЫЙ ВЛАГОВПИТЫВАЮЩИЙ ВКЛАДЫШ, ПОЛУЧЕННЫЙ ИЗ МАТЕРИАЛА ПО ЭТОМУ СПОСОБУ, И ПЛАЗМЕННАЯ ГОРЕЛКА С ЭТИМ КАПИЛЛЯРНО-ПОРИСТЫМ ВКЛАДЫШЕМ | 2008 |
|
RU2375513C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛОКНИСТОГО ОГНЕСТОЙКОГО ТЕПЛОЗВУКОИЗОЛЯЦИОННОГО МАТЕРИАЛА | 1994 |
|
RU2036267C1 |
| УСТРОЙСТВО ДЛЯ УКРЫТИЯ ОБОРУДОВАНИЯ, СОДЕРЖАЩЕГО ЩЕЛОЧНОЙ МЕТАЛЛ, МАТЕРИАЛ ДЛЯ УКРЫТИЯ ОБОРУДОВАНИЯ, СОДЕРЖАЩЕГО ЩЕЛОЧНОЙ МЕТАЛЛ, ТЕПЛОИЗОЛЯЦИОННЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 1998 |
|
RU2133060C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВОЛОКНИСТЫХ ТЕПЛОИЗОЛЯЦИОННЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 2005 |
|
RU2272797C1 |
| СПОСОБ ЗАПОЛНЕНИЯ ТЕПЛОИЗОЛИРУЮЩИМ МАТЕРИАЛОМ ПОЛОСТИ В ИЗДЕЛИИ И КОМПОЗИЦИОННЫЙ МАТЕРИАЛ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2304507C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛИТ УТЕПЛИТЕЛЯ И ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛИТ УТЕПЛИТЕЛЯ | 1992 |
|
RU2035407C1 |
| ОГНЕУПОРНАЯ ТОРКРЕТ-МАССА | 2010 |
|
RU2424213C1 |
| СПОСОБ ФОРМОВАНИЯ ПЛИТ ИЗ ВОЛОКОН МИНЕРАЛЬНОГО СЫРЬЯ | 1993 |
|
RU2080257C1 |
| Способ изготовления теплоизоляционных изделий | 1978 |
|
SU722883A1 |
Изобретение относится к получению теплоизоляционных формованных изделий и может найти применение в металлургии, авиа- и ракетостроении, энергетике, в том числе атомной, металлообрабатывающей и других областях промышленности. Технический результат: сокращение длительности изготовления волокнистых формованных изделий различной формы и толщины, улучшение их механических свойств при сохранении теплофизических характеристик. Указанный технический результат достигается тем, что в способе изготовления волокнистых формованных изделий, включающем распушивание минерального волокна в воде, перемешивание его со связующим в виде сульфата алюминия и водного раствора аммиака, отливку полученной гидромассы в форму вакуум-пресса, формование и сушку, согласно изобретению распушивание волокна и перемешивание его со связующим осуществляют одновременно со скоростью 1350-1450 об/мин, сушку проводят при 230-270oС в течение 7-9 ч со скоростью нагрева изделия не более 1 град/мин, а охлаждение до 50-60oС ведут со скоростью не более 5 град/мин, а также тем, что в качестве минерального волокна используют базальтовое волокно, а гидромассу готовят в соотношении 115-155 мас.ч. базальтового волокна, 9-12 мас. ч. 20-25%-ного водного раствора аммиака и 7-21 мас.ч. сульфата алюминия на 10000 мас.ч. воды, а также тем, что в качестве минерального волокна используют каолиновое волокно, а гидромассу готовят в соотношении 310-370 мас.ч. каолинового волокна, 45-57 мас. ч. 20-25%-ного водного раствора аммиака и 28-43 мас.ч. сульфата алюминия на 10000 мас.ч. воды, а также тем, что в гидромассу с каолиновым волокном дополнительно вводят 45-60 мас.ч. огнеупорной глины. 3 з.п. ф-лы, 4 табл.
| СПОСОБ ПОЛУЧЕНИЯ ВОЛОКНИСТЫХ ФОРМОВАННЫХ ИЗДЕЛИЙ | 1989 |
|
SU1624851A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОИЗОЛЯЦИОННЫХ ВОЛОКНИСТЫХ ИЗДЕЛИЙ | 1991 |
|
RU2020057C1 |
| СПОСОБ ФОРМОВАНИЯ ПЛИТ ИЗ ВОЛОКОН МИНЕРАЛЬНОГО СЫРЬЯ | 1993 |
|
RU2080257C1 |
| Способ обработки ломкого хризотилового асбеста | 1959 |
|
SU132523A1 |
| Способ распушки асбеста | 1951 |
|
SU94574A1 |
| Способ подготовки волокнистой массы | 1980 |
|
SU966083A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АСБЕСТОИЗВЕСТКОВО-ДИАТОМИ- ТОВЫХ ТЕПЛОИЗОЛЯЦИОННЫХ ИЗДЕЛИЙ | 0 |
|
SU233513A1 |

