Изобретение относится к области прокатного производства, а точнее к конструкциям бесстанинных предварительно напряженных прокатных клетей, и наиболее эффективно может быть использовано в станах продольной прокатки.
Известна бесстанинная предварительно напряженная прокатная клеть (см. авт. св. SU 1025471, кл. В 21 В 13/02, заявл. 08.08.80, опубл. 30.06.83).
Известная клеть содержит раму, размещенные на ней узлы валков с подушками, связанными через промежуточные элементы между собой посредством стяжных болтов с фиксаторами и устройствами предварительного нагружения, выполненными в виде гидроцилиндров, развивающих усилие, превышающее усилие прокатки, а также механизм установки межвалкового расстояния и механизмы осевой регулировки валков, размещенные в подушках.
Промежуточные элементы, на которых замыкаются усилия предварительного нагружения, в этой клети выполнены в виде плоских прокладок, установленных между подушками.
Недостаток известной конструкции бесстанинной предварительно напряженной клети заключается в том, что подушки лишены возможности самоустановки по изогнутой вследствие нагружения усилием прокатки оси валка, что приводит к неравномерному нагружению подшипников по их длине и, как следствие, к сокращению срока их службы.
Из известных бесстанинных предварительно напряженных прокатных клетей наиболее близкой по технической сущности является клеть, описанная в авт. св. SU 1031544, кл. В 21 В 31/04, заявл. 11.11.8, опубл. 30.07.83.
Эта бесстанинная предварительно напряженная прокатная клеть содержит раму, размещенные на ней подушки с установленными в них на подшипниках валками, связанные через промежуточные элементы между собой посредством стяжных болтов с фиксаторами и гидравлических устройств предварительного нагружения, механизмы установки межвалкового расстояния и механизмы осевой регулировки валков. Промежуточные элементы, на которых замыкаются усилия предварительного нагружения, выполнены в виде сопряженных по сферической поверхности шайб, установленных между верхними подушками и фиксаторами стяжных болтов, плоских прокладок, установленных между нижними подушками и рамой клети, а также установленных в полурасточках нижних подушек опор, снабженных двумя параллельными и эксцентрично расположенными опорными поверхностями и соединенных со специальным приводом, и сухарей, установленных в полурасточках верхних подушек и закрепленных на них.
Недостаток известной конструкции бесстанинной предварительно напряженной прокатной клети заключается в том, что центры поверхностей, по которым происходит скольжение при самоустановке верхних подушек, смещены относительно центральных осей их поворота, что увеличивает сопротивление самоустановке и неравномерность распределения усилий по длине подшипника, то есть снижает срок его службы.
Нижние же подушки, установленные на плоских прокладках и притянутые к ним усилием, превышающим усилие прокатки, вообще лишены возможности самоустановки.
Другим недостатком известной конструкции клети является то, что установка поворотных опор параллельно стяжным болтам значительно увеличивает габарит клети в направлении прокатки и расстояние между стяжными болтами, что вызывает необходимость увеличения "живого" сечения подушек для сохранения жесткости клети и увеличивает габариты клети по высоте.
Кроме того, увеличение габаритов клети в направлении прокатки затрудняет установку, настройку и контроль за работой проводковой арматуры.
Задача настоящего изобретения состоит в создании бесстанинной предварительно напряженной прокатной клети, позволяющей обеспечить равномерное распределение усилия прокатки по длине подшипников и повышение их долговечности без увеличения габаритов клети путем обеспечения самоустановки подушек по изогнутой вследствие нагружения усилием прокатки оси валка при минимально возможном сопротивлении повороту подушек.
Поставленная задача достигается тем, что в бесстанинной предварительно напряженной прокатной клети, содержащей раму, размещенные на ней подушки с установленными в них на подшипниках валками, связанные через промежуточные элементе между собой посредством стяжных болтов с фиксаторами и гидравлических устройств предварительного нагружения, механизма установки межвалкового расстояния и механизмы осевой регулировки валков, согласно изобретению подушки снабжены расположенными в горизонтальных плоскостях осей валков перпендикулярно им цапфами, установленными в предусмотренных расточках промежуточных элементов, выполненных в виде примыкающих к боковым поверхностям подушек стоек, снабженных закрепленными на раме клети опорными выступами, и распорных втулок, причем в цапфах и стойках выполнены расположенные в вертикальных плоскостях, параллельных общей плоскости осев валков, соосные отверстия для размещения стяжных болтов, а распорные втулки имеют плоские торцы, сопряженные с фиксаторами стяжных болтов и гидравлическими устройствами предварительного нагружения, и торцы с цилиндрическими поверхностями, сопряженными с цапфами подушек.
Такое конструктивное выполнение бесстаниннои предварительно напряженной прокатной клети обеспечит равномерное распределение усилия прокатки по длине подшипников и увеличит их долговечность без увеличения габаритов клети.
Это достигается обеспечением самоустановки подушек по изогнутой оси валка благодаря тому, что цапфы подушек, установленные в горизонтальных плоскостях осей валков, совмещены с осями поворота подушек, а оси цилиндрических поверхностей на примыкающих к цапфам торцах распорных втулок совмещены с осями цапф. При этом величина момента, необходимого для поворота подушек при их самоустановке, минимальна.
Для пояснения изобретения ниже приводится конкретный пример выполнения изобретения со ссылкой на прилагаемые чертежи, на которых:
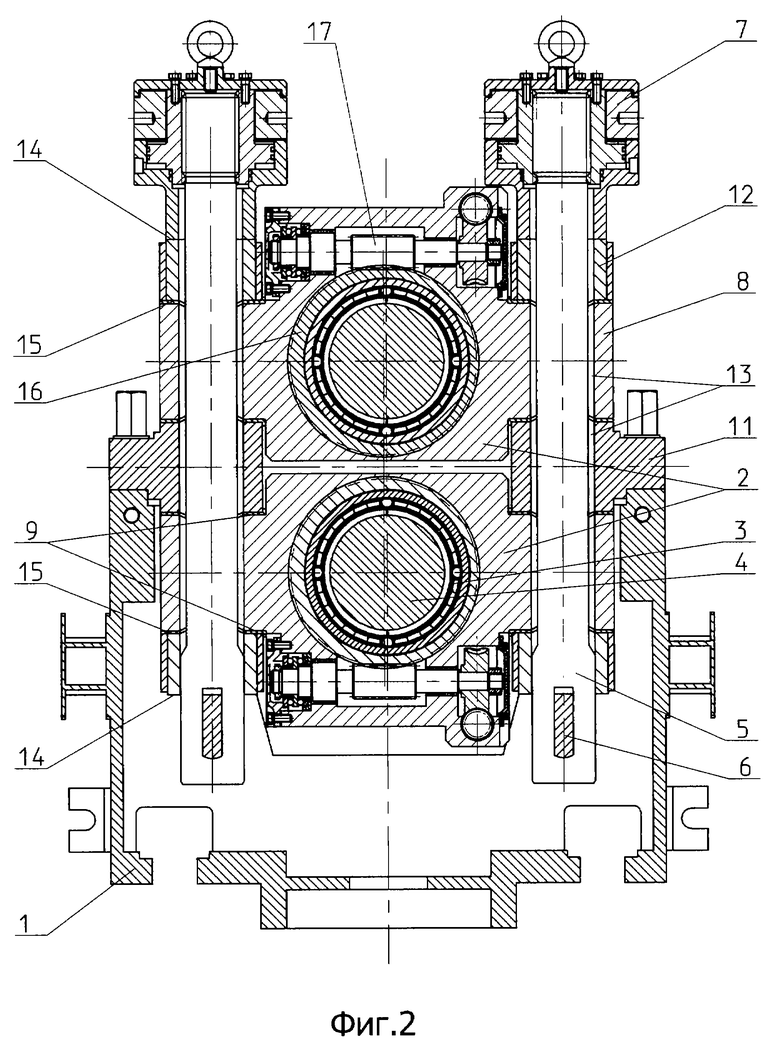
на фиг.1 - изображена бесстанинная предварительно напряженная прокатная клеть;
на фиг.2 - то же, поперечный разрез.
Бесстанинная предварительно напряженная прокатная клеть содержит раму 1, размещенные на ней подушки 2 с установленными в них на подшипниках 3 валками 4, связанные через промежуточные элементы между собой посредством стяжных болтов 5 с фиксаторами 6 и гидравлических устройств 7 предварительного нагружения, а также механизмы установки межвалкового расстояния и механизмы осевой регулировки валков.
Подушки 2 снабжены расположенными в горизонтальных плоскостях осей валков перпендикулярно им цапфами 8, установленными в предусмотренных расточках 9 промежуточных элементов, при этом оси цапф 8 совмещены с осями поворота подушек 2.
Промежуточные элементы выполнены в виде примыкающих к боковым поверхностям подушек 2 стоек 10, снабженных опорными выступами 11, и распорных втулок 12. Выступы 11 крепятся к раме 1 клети.
В цапфах 8 и стойках 10 выполнены расположенные в вертикальных плоскостях, параллельных общей плоскости осей валков, соосные отверстия 13 для размещения стяжных болтов 5.
Распорные втулки 12 имеют плоские торцы 14, сопряженные с фиксаторами 6 стяжных болтов 5 и гидравлическими устройствами 7 предварительного нагружения, и торцы 15 с цилиндрическими поверхностями, сопряженные с цапфами 8 подушек 2, при этом оси цилиндрических поверхностей торцев 15 распорных втулок 12 совмещены с осями цапф 8.
Механизм установки межвалкового расстояния выполнен в виде установленных в подушках 2 эксцентриковых втулок 16, охватывающих подшипники 3 и сопряженных с двухступенчатыми червячными редукторами 17, встроенными в подушки 2.
Механизм осевой регулировки валков 4 выполнен в виде сопряженных с торцевыми буртами 18 эксцентриковых втулок 16 рычагов 19, попарно связанных между собой тягами 20 с регулируемой длиной.
Гидравлическим устройством 7 предварительного нагружения обеспечивается величина усилия предварительного нагружения, превышающая максимально возможное давление на валки.
Возникающие при прокатке радиальные усилия на валках 4 через подшипники 3 и эксцентриковые втулки 16 передаются на подушки 2, цапфы 8 которых через распорные втулки 12 и стойки 10 стянуты между собой стяжными болтами 5 посредством фиксаторов 6 и устройства 7 предварительного нагружения, примыкающих к плоским торцам 14 распорных втулок 12.
Ось валка 4 под воздействием усилия прокатки изгибается, поворачивая через подшипники 3 и эксцентриковые втулки 16 подушки 2 на цапфах 8, оси которых совмещены с осями цилиндрических поверхностей 15 на торцах распорных втулок 12, примыкающим к цапфам 8.
Благодаря совмещению осей поворота и минимальным радиусам поверхностей, по которым происходит смещение подушек 2 относительно распорных втулок 12, момент поворота, определяющий степень неравномерности распределения усилий по длине подшипника 3, при этом минимален.
Предложенная бесстанинная предварительно напряженная прокатная клеть по сравнению с известными позволит обеспечить равномерное распределение усилия прокатки по длине подшипников и повысить их долговечность без увеличения габаритов клети.
| название | год | авторы | номер документа |
|---|---|---|---|
| Предварительно напряженная прокатная клеть | 1981 |
|
SU1031544A1 |
| ПРЕДВАРИТЕЛЬНО НАГРУЖЕННАЯ КЛЕТЬ | 2017 |
|
RU2693231C1 |
| ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННАЯ ПРОКАТНАЯ КЛЕТЬ | 2006 |
|
RU2319562C2 |
| Бесстанинная предварительно напряженная прокатная клеть | 1983 |
|
SU1088823A1 |
| Предварительно напряженная клеть | 1980 |
|
SU1025471A1 |
| Способ настройки предварительно напряженной прокатной клети | 1986 |
|
SU1337159A1 |
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 2005 |
|
RU2308328C2 |
| УСТРОЙСТВО ДЛЯ ОСЕВОЙ РЕГУЛИРОВКИ ВАЛКОВ ПРОКАТНОЙ КЛЕТИ | 2001 |
|
RU2230618C2 |
| Предварительно напряженная прокатная клеть | 1989 |
|
SU1660778A1 |
| Прокатная клеть | 1980 |
|
SU984519A1 |
Изобретение относится к области прокатного производства и может быть использовано в бесстанинных предварительно напряженных клетях прокатного стана. Сущность: бесстанинная предварительно напряженная прокатная клеть содержит раму, размещенные на ней подушки с установленными в них на подшипниках валками, связанные через промежуточные элементы между собой посредством стяжных болтов с фиксаторами и гидравлических устройств предварительного нагружения, а также механизмы установки межвалкового расстояния и механизмы осевой регулировки валков. Подушки снабжены цапфами, установленными в расточках промежуточных элементов, при этом оси цапф совмещены с осями поворота подушек. Промежуточные элементы выполнены в виде стоек, снабженных опорными выступами, и распорных втулок. Распорные втулки имеют плоские торцы, сопряженные с фиксаторами стяжных болтов и гидравлическими устройствами предварительного нагружения, и торцы с цилиндрическими поверхностями, сопряженные с цапфами подушек, при этом оси цилиндрических поверхностей торцев распорных втулок совмещены с осями цапф. Благодаря совмещению осей поворота и минимальным радиусам поверхностей, по которым происходит относительное смещение подушек и втулок, момент поворота, определяющий степень неравномерности распределения усилий по длине подшипника, при этом минимален. Изобретение обеспечивает повышение долговечности подшипников без увеличения габаритов клети. 2 ил.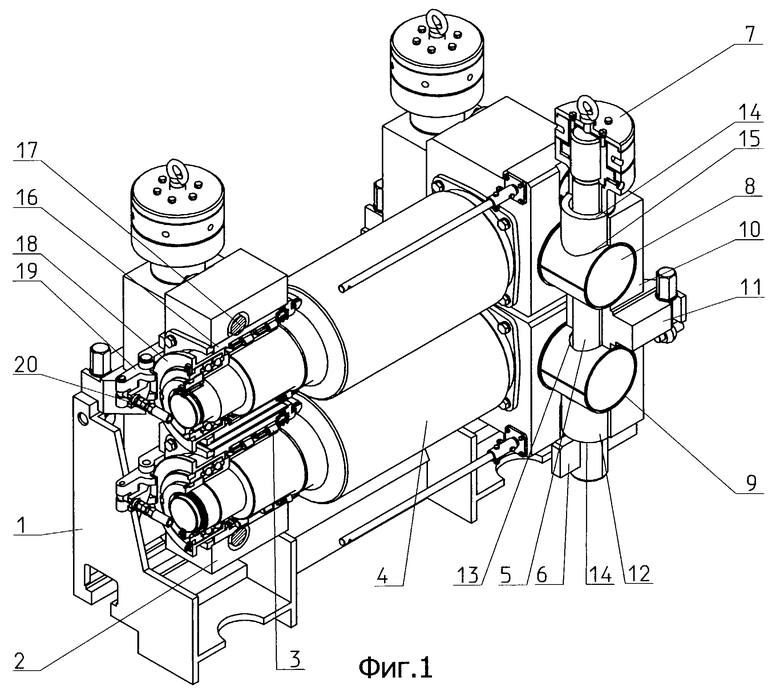
Бесстанинная предварительно напряженная прокатная клеть, содержащая раму, размещенные на ней подушки с установленными в них на подшипниках валками, связанные через промежуточные элементы между собой посредством стяжных болтов с фиксаторами и гидравлических устройств предварительного нагружения, механизмы установки межвалкового расстояния и механизмы осевой регулировки валков, отличающаяся тем, что подушки снабжены расположенными в горизонтальных плоскостях осей валков перпендикулярно им цапфами, установленными в предусмотренных расточках промежуточных элементов, выполненных в виде примыкающих к боковым поверхностям подушек стоек, снабженных закрепленными на раме клети опорными выступами, и распорных втулок, причем в цапфах и стойках выполнены расположенные в вертикальных плоскостях, параллельных общей плоскости осей валков, соосные отверстия для размещения стяжных болтов, а распорные втулки имеют плоские торцы, сопряженные с фиксаторами стяжных болтов и гидравлическими устройствами предварительного нагружения, и торцы с цилиндрическими поверхностями, сопряженными с цапфами подушек.
| Предварительно напряженная прокатная клеть | 1981 |
|
SU1031544A1 |
| ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННАЯ ПРОКАТНАЯ КЛЕТЬ | 1980 |
|
RU1058148C |
| Бесстанинная предварительно напряженная прокатная клеть | 1983 |
|
SU1088823A1 |
| US 3501931, 24.03.1970 | |||
| US 4395898, 02.08.1983 | |||
| Устройство для кантования листового матриала | 1977 |
|
SU659495A1 |
| EP 0704256 A1, 03.04.1996. | |||

