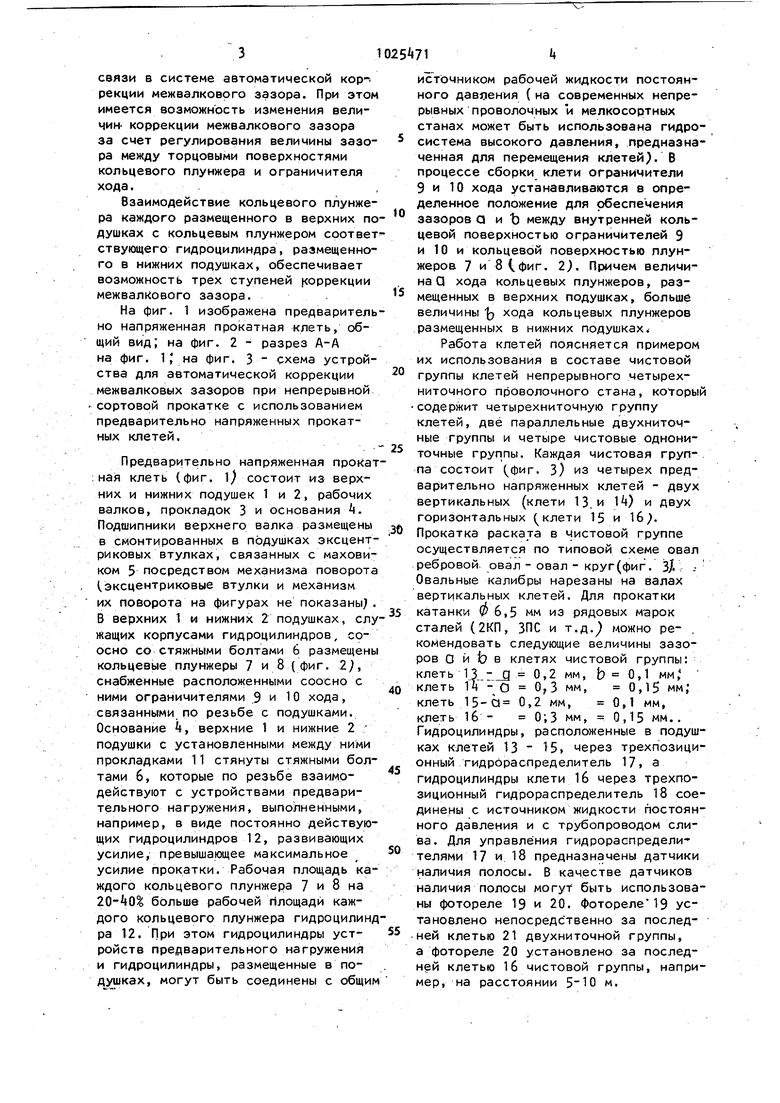
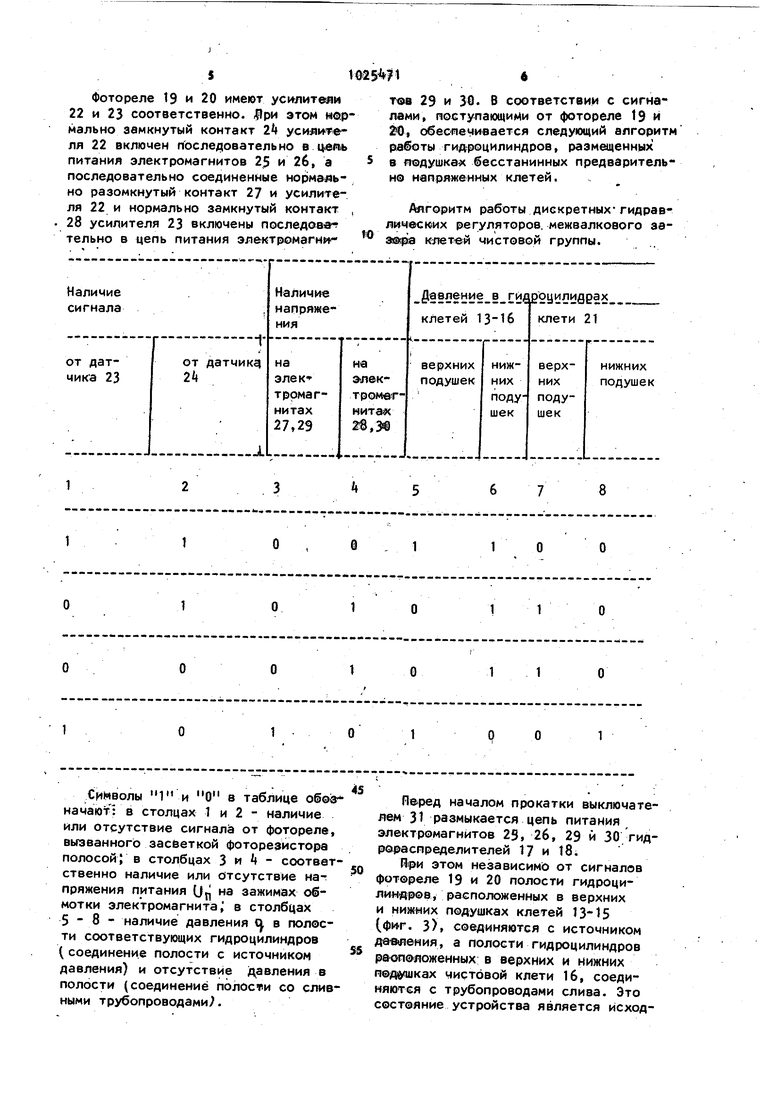
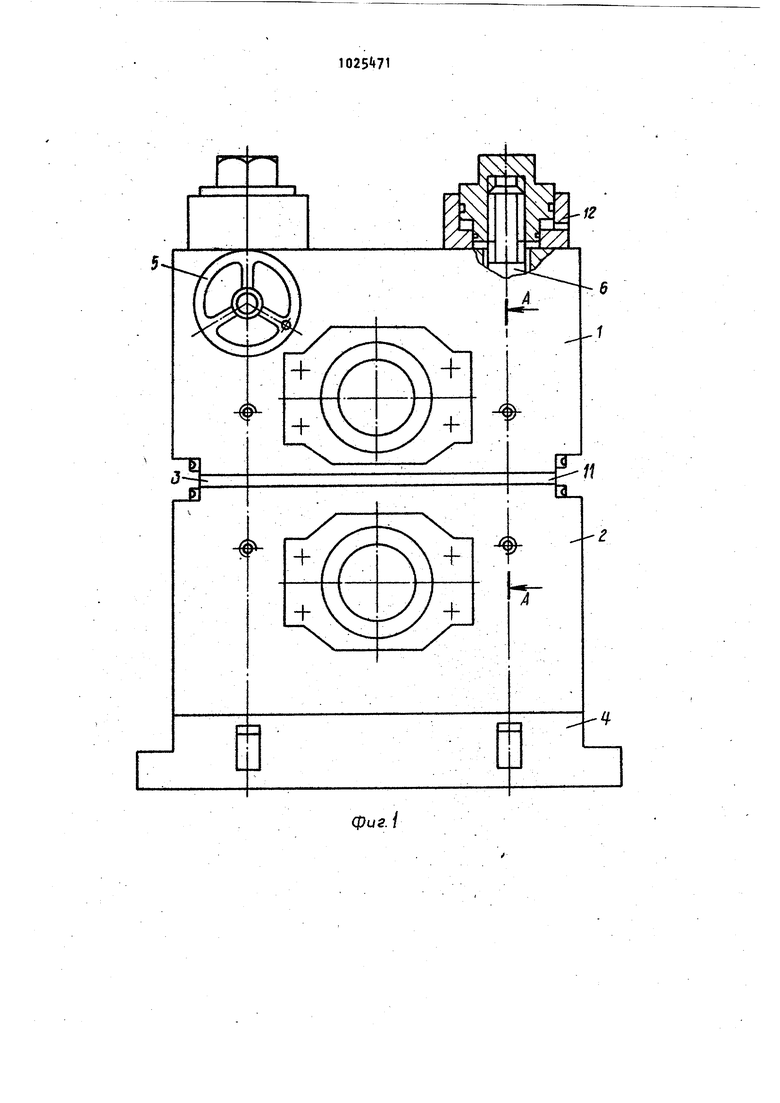
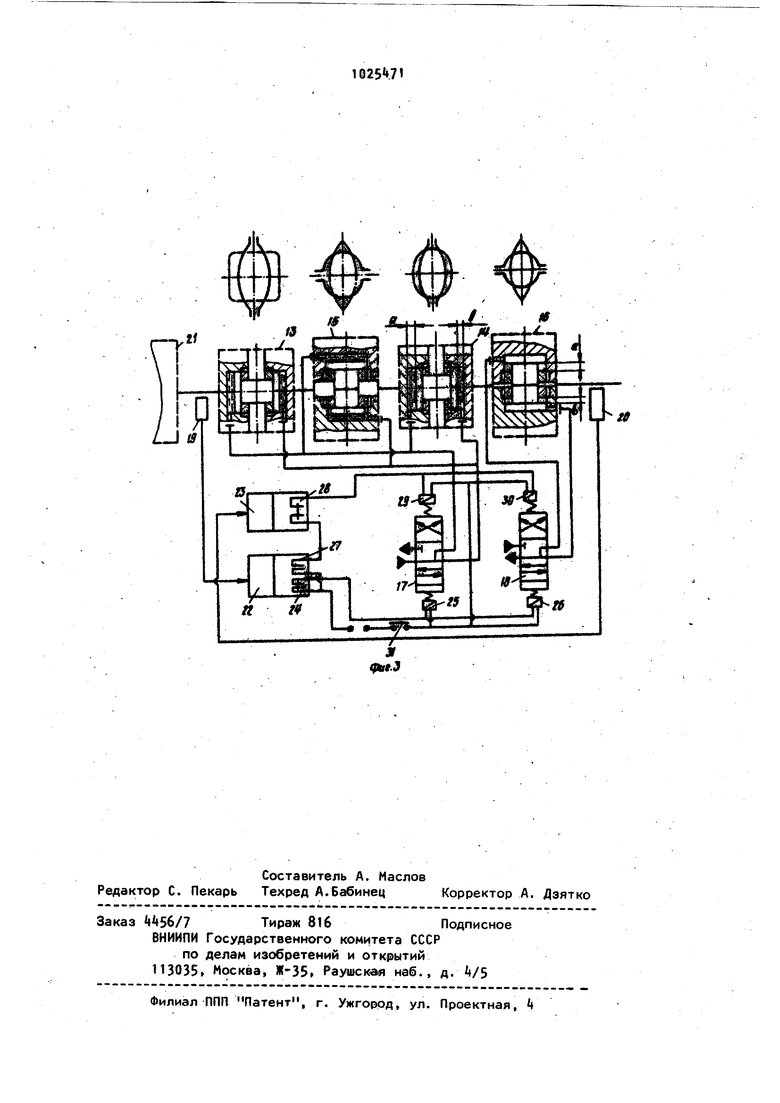
Изобретение относится к прокатно му производству и может исполь зовано преимущественно на непрерывных станах для прокатки катанки иi мелкого сорта, снабженных бесстанин ными клетями предварительного напря жения. Известны предварительно напряжен ные клети листопрокатных станов, в которых для автоматического регулир вания межвалкового зазора использов ны устройства гидрораспора tl . В такой клети коррекция межвалко вого, зазора осуществляется за счет изменения упругой деформации станин ,клети путем регулирования давления в цилиндрах гидрораспора. Это решение приемлемо для листовых станов, где величина необходимой коррекции межвалкового зазора измеряется сотыми долями миллиметра. При этом, как правило, станинные клети листовых станов оснащены цилиндрами гидр распора, за счет регулирования давления в которых возможно осуществить необходимое изменение упругих деформаций станины клети и соответствующую коррекцию межвалкового зазора. Известна также предварительно напряженная клеть, содержащая подуш ки верхнего и нижнего валков, соединенные стяжными болтами, пропущен ными через отверстия в подушках и снабженными гидравлическими устройствами предварительного нагружения, а также эксцентриковый механизм изменения межвалкового зазора 2j . Недостатком известной клети является отсутствие устройств, обеспечивающих возможность регулирования межвалкового зазора клети В про цессе прокатки. Высокая жесткость бесстанинных предварительно напряженных клетей исключает возможность коррекции меж валкового зазора на необходимою величину за счет изменения упругой деформации предварительно сжатых подушек клети с помощью эксцентрикового механизма установки валков. В связи с этим создание (.при исполь зовании этих клетей) систем автоматической коррекции межвалкового заз ра в процессе прокатки является затруднительным. Такие системы необходимы, например, для утолщенных передних и задних частей раската, обусловленных изменением режима натяжения в клетях во время прокатки передних и задних концов раската. Длина этих концов составляет до 0,6 от общей длины раската и является технологическим отходом при прокатке на непрерывных проволочных и мелкосортных станах. Цель изобретения - обеспечение возможности дискретного регулирования раствора между валками в процессе прокатки. , Поставленная цель достигается тем, что в предварительно напряженной клети, содержащей подушки верхнего и нижнего валков, соединенные стяжными болтами, пропущенными через отверстия в подушках, и снабженные гидравлическими устройствами предварительного нагружения и устройством регулирования раствора между валками, в отверстиях для стяжных болтов подушек верхнего и нижнего валка выполнены расточки, соединенные с источником давления, в которых соосно стяжным болтам установлены оппозитно расположенные и взаимодействующие друг с другом кольцевые гидроплунжеры, рабочая площадь которых на больше .рабочей площади плунжеров упомянутых гидравлических устройств предварительного нагружения стяжных болтов, а с выходной стороны в расточках соосно гидроплунжерам установлены на резьбовом соединении кольцевые ограничители их хода. Выполнение в каждой подушке клети двух расположенных соосно со стяжными болтами исполнительных гидроцилиндров механизма дискретного регулирования межвалкового зазора, рабочая Площадь кольцевого плунжера каждого из которых на больше рабочей площади плунжера устройства предварительного нагружения, позволяет производить автоматическую коррекцию раствора валков при подаче рабочей жидкости в гидроцилиндры, размещенные в подушках, за счет вертикального перемещения верхних подушек. Снабжение кольцевого плунжера каждого гидроцилиндра расположенным соосно с ним ограничителем хода, связанным по резьбе с подушкой, обесечивает точную и надежную дискретную отработку заданных величин коррекции раствора валков, а также искг ючает необходимость наличия обратной связи в системе автоматической кор-. рекции межвалкового зазора. При этом имеется возможность изменения величин коррекции межвалкового зазора за смет регулирования величины зазора между торцовыми поверхностями кольцевого плунжера и ограничителя хода. Взаимодействие кольцевого плунжера каждого размещенного в верхних по душках с кольцевым плунжером соответ ствующего гидроцилиндра, размещенного в нижних подушках, обеспечивает возможность трех ступеней } оррекции межвал вого зазора. На фиг. 1 изображена предваритель но напряженная прокатная клеть, общий вид; на фиг. 2 - разрез А-А на фиг. 1J на фиг. 3 - схема устройства для автоматической коррекции межвалковых зазоров при непрерывной сортовой прокатке с использованием предварительно напряженных прокатных клетей. Предварительно напряженная прокат .ная клеть (фиг. l) состоит из верхних и нижних подушек 1 и 2, рабочих валков, прокладок 3 и основания. Подшипники верхнего валка размещены в смонтированных в подушках эксцентриковых втулках, связанных с маховиком 5 посредством механизма поворота i,эксцентриковые втулки и механизм их поворота на фигурах не показаны. В верхних 1 и нижних 2 подушках, слу жащих корпусами гидроцилиндров, соосно со стяжными болтами 6 размещены кольцевые плунжеры 7 и 8 (фиг. 2), снабженные расположенными соосно с ними ограничителями 9 и 10 хода, связанными по резьбе с подушками. Основание t, верхние 1 и нижние 2 ; подушки с установленными между ними прокладками 11 стянуты стяжными болтами 6, которые по резьбе взаимодействуют с устройствами предварительного нагружения, выполненными, например, в виде постоянно действующих гидроцилиндров 12, развивающих усилие, превышающее максимальное усилие прокатки. Рабочая площадь каждого кольцевого плунжера 7 и 8 на больше рабочей площади каждого кольцевого плунжера гидроцилинд ра 12. При этом гидроцилиндры устройств предварительного нагружения и гидроцилиндры, размещенные в подушках, могут быть соединены с общим ИСТОЧНИКОМ рабочей жидкости постоянного давления ( на современных непрерывных проволочных и мелкосортных станах может быть использована гидросистема высокого давления, предназначенная для перемещения клетей). В процессе сборки клети ограничители 9 и 10 хода устанавливаются в определенное положение для обеспечения зазоров а и Ь между внутренней кольцевой поверхностью ограничителей 9 и 10 и кольцевой поверхностью плунжеров 7 и 8 (.фиг. 2). Причем величина Q хода кольцевых плунжеров, размещенных в верхних подушках, больше величины хода кольцевых плунжеров размещенных в нижних подушках Работа клетей поясняется примером их использования в составе чистовой группы клетей непрерывного четырехниточного проволочного стана, который содержит четырехниточную группу клетей, две параллельные двухниточные группы и четыре чистовые однониточные группы. Каждая чистовая груп-. па состоит (фиг. 3) из четырех предварительно напряженных клетей - двух вертикальных (клети 13. и It) и двух горизонтальных (клети 15 и 16. Прокатка раската в чистовой группе осуществляется по типовой схеме овал ребровой, овал - овал - круг (фиг. 3/.; -Овальные калибры нарезаны на валах вертикальных клетей. Для прокатки катанки 06,5 мм из рядовых мэрок сталей (2КП, ЗПС и т.д. можно рекомендовать следующие величины зазоров О и b в клетях чистовой группы: 13 - М мм, b 0,1 мм , клеть 1, 0,3 мм, 0,15 мм; клеть клеть 15-а 0,2 мм, 0,1 мм, клеть 1б - 0;3 мм, 0,15 мм.. Гидроцилиндры, расположенные в подушках клетей 13 5 через трехпозиционный гидр6распределитель 17, а гидроцилиндры клети 16 через трехпозиционный гидрораспределитель 18 соединены с источником жидкости постоянного давления и с трубопроводом слива. Для управления гидрораспредели-телями 17 и. 18 предназначены датчики наличия полосы. В качестве датчиков наличия полосы могут быть использованы фотореле 19 и 20. Фотореле19 установлено непосредственно за последней клетью 21 двухниточной группы, а фотореле 20 установлено за последней клетью 16 чистовой группы, например, на расстоянии м.
Фотореле 19 и 20 имеют усияитеди 22 и 23 соответственно. При этом «врмально замкнутый контакт 2k усилителя 22 включен последовательно в питания электромагнитов 25 и 2б, а последовательно соединенные нормально разомкнутый контакт 27 и усилителя 22 и нормально замкнутый контакт , 28 усилителя 23 включены последова- тельно в цепь питания электромагнит
т®в 29 и 30. В соответствии с сигналами, поступающими от фотореле 19 и Ш, обеспечивается следующий алгоритм работы гийроцилиндров, размещенных в педушка-х бесстанинных предварительно напряженных клетей.
Алгоритм работы дискретныхгидравлических регуляторов, межвалкового клетей чистовой группы.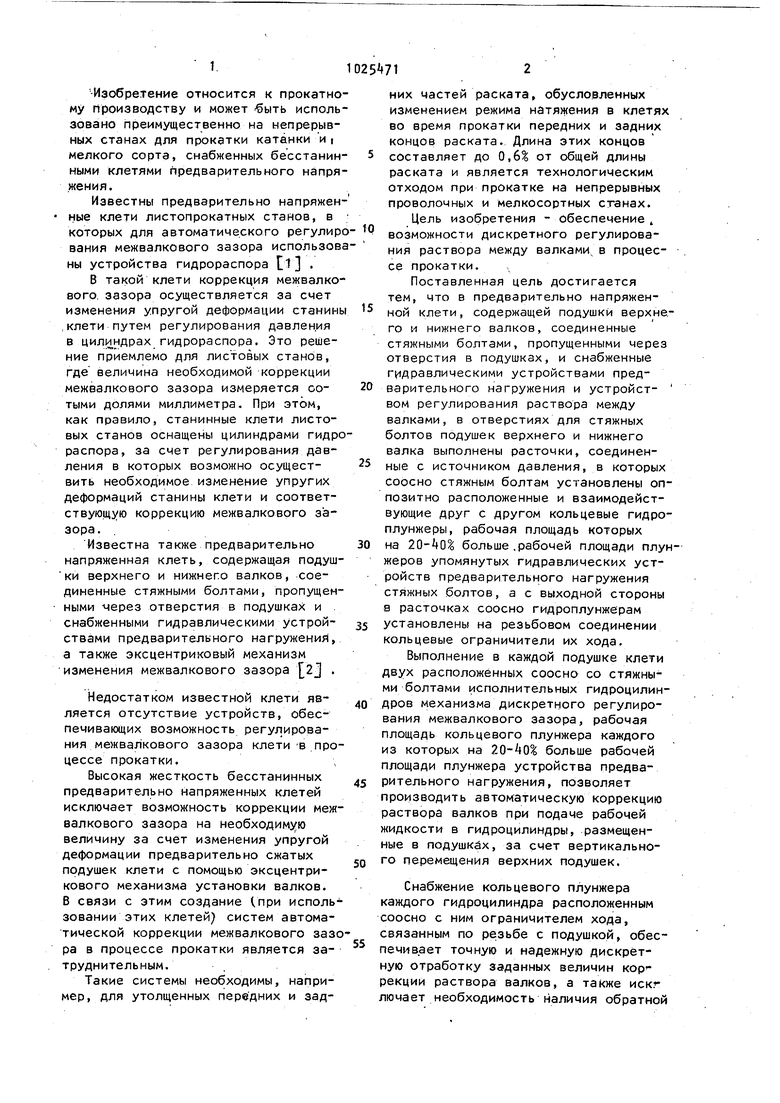
| название | год | авторы | номер документа |
|---|---|---|---|
| Предварительно напряженная прокатная клеть | 1979 |
|
SU882672A1 |
| Устройство для вертикальной регулировки валка прокатной клети | 1986 |
|
SU1386322A1 |
| Предварительно напряженная прокатная клеть | 1979 |
|
SU835543A1 |
| Бесстанинная предварительно напряженная прокатная клеть | 1983 |
|
SU1088823A1 |
| Гидромеханическое нажимное устройство прокатной клети | 1983 |
|
SU1122386A1 |
| Устройство для дискретного регулирования межвалкового зазора прокатной клети | 1988 |
|
SU1570813A1 |
| БЕССТАНИННАЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННАЯ ПРОКАТНАЯ КЛЕТЬ | 2001 |
|
RU2210448C1 |
| Предварительно напряженная прокатная клеть | 1981 |
|
SU1031544A1 |
| Устройство для автоматической коррекции межвалкового зазора прокатной клети | 1982 |
|
SU1049131A1 |
| Рабочая клеть прокатного стана | 1989 |
|
SU1673229A1 |

Символы 1 и О в таблице o§oi3 намают: в столцах 1 и 2 - наличие или отсутствие сигнала от фотореле, вызванного засветкой фоторезистора полосой; в столбцах 3 и - соответственно наличие или отсутствие наг пряжения питания (j на зажимах обмотки электромагнита; в столбцах 5 - 8 - наличие давления (J в полости соответствующих гидроцилиндров ( соединение полости с источником давления) и отсутствие давления в полости (соединение полости со сливными трубопроводами.
Перед началом прокатки выключателем 31 размыкается цепь питания электромагнитов 25, 2б, 29 и 30 гидр&распределителей 17 и 18.
При этом независимЬ от сигналов фотореле 19 и 20 полости гидроцилиидров, расположенных в верхних и нижних подушках клетей (фИГ. 3), соединяются с источником да-опения, а полости гидроцилиндров расположенных в верхних и нижних пед|ушках чистовой клети 16, соединяются с трубопроводами слива. Это состояние устройства является исходным. в этом состоянии производится иайстройка высоты чистового профиля на размер, меньший на 0,1-0,3 мм номинального. После настройки цепь питания электромагнитов 25, 26, 29 и 30 гидро,распределителей 17 и 18 замыкается выключателем 31 Дальней шая работа осуществляется в автомат ческом режиме. При выходе передней части, раската из клети 21 от фотореле 19 посту пает сигнал, вызывающий размыкание цепи питания электромагнитов 25 и, 26 и замыкание цепи питания электро магнитов 29 и 30 гидрораспределител 17 и 18. При этом полости гидроцилиндров, расположенных в нижних подушках этих клетей, соединяются с трубопроводом слива, что вызывает смещение межвалкового зазора в этих клетях на величину t) Полости гидро цилиндров , расположенных в нижних подушках клети 16, соединяются с источником давления, что вызывает увеличение межвалкового зазора в этой клети на величину Ъ При выходе передней части раската из чистовой клети 16 от фотореле 20 на вход усилителя 23 поступает сигнал, вызывающий размыкание цепи питания электромагнитов 29 и,30 гидрораспределителей 17 и 18. При этом в клетях чистовой группы восстанавливаются начальные межвалковые зазоры, т.е. устройство возвращ ется в исходное положение. При выходе задней части раската из клети 21 от фотореле 19 на вход усилителя 22 поступает сигнал, вызы вакяций замыкание цепи питания электро магнитов 25 и 2б гидрораспределителей 17 и 18. При этом полости гидро цилиндров, расположенных в верхних подушках клетей 13 .и 15 соединяются с т)эубопроводом слива, что вызывает уменьшение межвалкового зазора в этих клетях на величину а. Полости гид роцилиндров расположенных в верхних подушках чистовой клети 16, соединяются, с источником давления, что вызывает увеличение межвалкового зазора на величинуа . В том случае, если прокатка в чистовой группе клетей осуществляется по схеме овал - ребровой овал - овал круг, клеть, на валках которой нарезаны овальные калибры, подсоединяется к гидрораспределит ю 17.а чистовая клеть и- клеть, на валах которой нарезаны ребровые овальные калибры, подсоединяются к гидрораспределителю 18 (фиг. 3) Применение предлагаемых бесстанинных предварительно напряженных клетей приведет к экономии металла за счет устранения Катковых отходов. Кроме того, благодаря настройке основной части раската на высоту, меньшую номинальной, появляется возможность производить прокатку профиля в мину-, совом поле допусков, что в случае , сдачи товарной продукции теоретическим весом приведет к дополнительной экономии металла. При такой настройке на основной части раската снижается овальность профиля, что способствует повь(шению точности прокатки. При этом, например, на. одном проволочном стане 250-1 Западно-Сибирского металлургического завода только за счет устранения концевы х отходов может быть сэкономлено около четырех тысяч тонн металла, что дает годовой экономический эффект 240 тыс. руб.
фиг /
9и$.г
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Меерович И.М | |||
| и др | |||
| Создание и исследование гидравлического устройства поджима концов на непрерывном стане горячей прокатки.- Труды ВНИИМЕТМАШ, 1972, № 33, с | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Ананьевский М.Г | |||
| и др | |||
| Катодное реле | 1921 |
|
SU250A1 |
| Stii;B -owt,r,) | |||
