Изобретение относится к переработке полимерных материалов и может быть использовано при изготовлении длинномерных изделий, например тонкостенных труб, из полимерного материала.
Цель изобретения - снижение потерь материала.
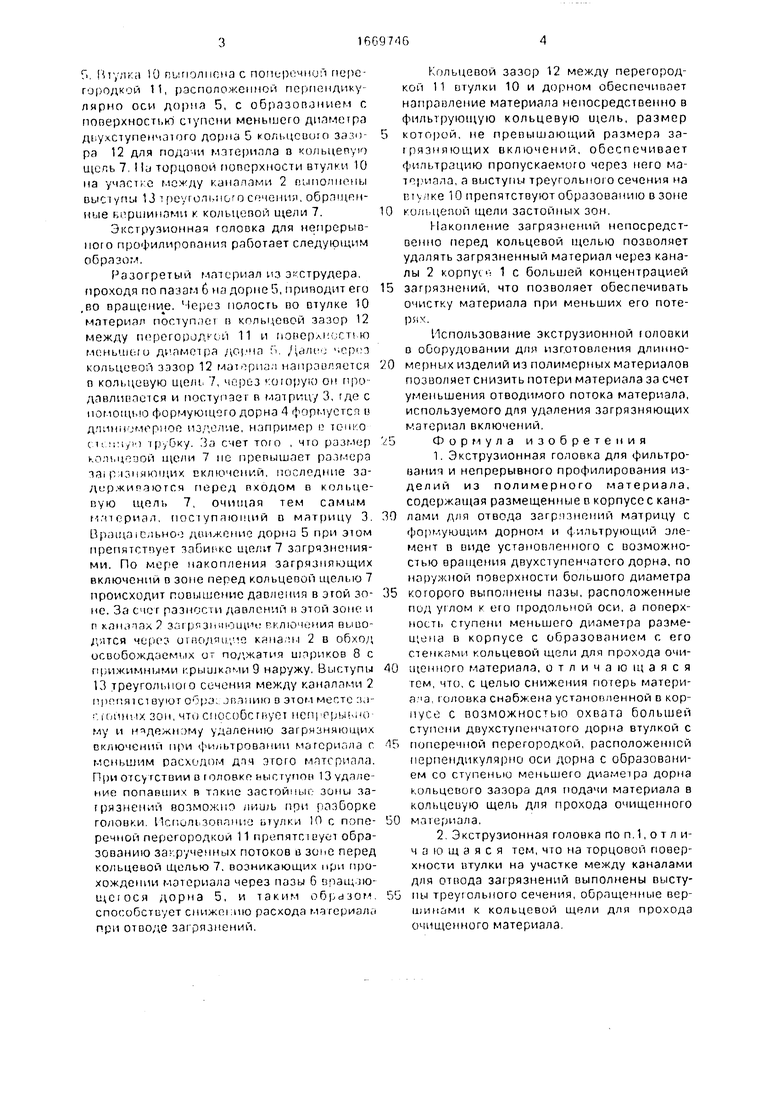
На фиг.1 показана головка, продольный разрез; на фиг.2 - разрез А-А на фиг.1.
Головка содержит корпус 1 с каналами 2 для отвода загрязнений. В корпусе 1 размещены матрица 3, формующий дорн 4 и фильтрующий элемент в виде установленного с возможностью вращения двухступенчатого дорна 5. По наружной поверхности
ступени большего диаметра дорна 5 выполнены пазы 6, расположенные под углом к его продольной оси, для создания вращения дорна 5 при прохождении по ним обрабатываемого полимерного материала. Поверхность дорна 5 меньшего диаметра образует со стенками корпуса 1 кольцевую щель 7 для прохода очищенного материала, размер которой не превышает размера загрязняющих включений. В корпусе 1 перед кольцевой щелью 7 по периферии.выполнены каналы 2, которые перекрываются шариками 8 с прижимными крышками 9. В корпусе 1 установлена и неподвижно закреплена втулка 10, охватывающая большую ступень дорна
о о ю VJ о
fi Нг,лка 10 пь полпома с попергчниг1 пере городкой 11, расположенной перпендику лярмо оси дорна 5, с образованием с поверхностью ступени меньшего дилметра дьукступенчлпго дорна 5 кольцевого за ш pa 12 для пода m мчтерипла о кольцевую щепь7 Id торцопои поверхности втулки 10 на участгС между каналами 2 ПЫПОЛИРНЫ выотупы 13 реуголi.iicro сучения, обраш,рн- ные ь.фшинзми к кольцевой щели 7.
Экструзионная головка для непрерывного профилировании работает следующим образом,
Разогретый материал из Э струдера. проходя по пазам 6 на дорне 5, приводит его .во вращение. Через полость во втулке 10 материал поступает в кольцевой зазор 12 между перегородки 11 и померла ги ю меньшс-го диаметра дерна ii . i.ep i кольцевой зэзор 12 Mdvpiij. направляется п кольцевую идем 7, чориз ioropyio он про давливается и поступает в матриц/ 3, где с помощью формующего дорна 4 формустсп в дчиннjMppnoe изделие, например п тош О с u i lfio гр,бк/ За счет того , что размер юльц-гзой щели 7 не превышает размера за. р (зияющих включений, последние за- дирчшпдютсч перед входом в кольцевую щель 7, очищая тем самым м что риал, поступающий о матрицу 3 Враща.сльноо движение дорна 5 при этом препятствует чаОимсс щели 7 загрязнениями. По мере накопления загрязняющих включении в зоне перед кольцевой щелью 7 происходит повышение давления в этой зоне. За CMC г разноси давлений в этой зоне и р канатах рязнчющш FH лючеиия выво- длтся через оыодящче MI 2 в обход освобождаемых от поджатия иприков 8 с прижимными крышками 9 наружу. Выступы 13 треугольною сечения между каналами 2 препятствуют oopj лпнию в этом мег,те ча- |ымш/ зон, что способе г ну от неп| ) му и му удалению загрязняющи окьючении n(Hi фильтровании могсриала г меньшим расходом дтч огого материала. При отсу гствии в гОЛОВКР ьыс гупов 13 удаление попавших в такие застойиьи зоны загрязнений возможно лишь при разборке головки ИопиЛ1 зовлнпе ьтулки Ш с поперечной перегородкой 11 препятствует образованию за - рученных потоков о зоне перед кольцевой Щелью 7. возникающих при прохождении материала через пазы 6 ооащло- щегося 5, и таким образом способствует снижо: ию расхода материал при отводе загрязнений.
Кольцевой зазор 12 между перегородкой 11 итулки 10 и дорном обеспечивает направление материала непосредственно в фильтрующую кольцевую щель, размер
которой, не превышающий размера загрязняющих включений, обеспечивает фильтрацию пропускаемого через него ма- т риала, а выступы треугольно о сечения на 10 препятствуют образован и ю в зоне
0 кол це:юй щели застойных зон.
Накопление загрязнений непосредственно перед кольцевой щелью позволяет удалять загрязненный материал через каналы 2 корпус 1 с большей концентрацией
5 загрязнений, что позволяет обеспечивать очистку материала при меньших его поте- ps.v.
Использование экструзионной головки в оборудовании для изготовления длинноО мерных изделий из полимерных материалов позволяет снизить потери материала за счет уменьшения отводимого потока материала, используемого для удаления загрязняющих материал включений.
5Формула изобретения
1. Экструзионная головка для фильтрования и непрерывного профилирования изделий из полимерного материала, содержащая размещенные в корпусе с кана0 лами для отвода загрязнений матрицу с формующим дорном и 4 ильтрующий элемент в виде установленного с возможностью вращения двухступенчатого дорна, по наружной поверхности большого диаметра
5 которого выполнены пазы, распопоженные под углом к его продольной оси, а поверхность ступени меньшего диаметра размещена в корпусе с образованием с его стенками кольцевой щели длч прохода очи0 щепного материала, отличающаяся гсм, что, с целью снижения потерь матери- а а юловка снабх-ена устаногьгенной в корпусе с возможностью охвата большей ступени двухступенчатого дорна втулкой с
5 поперечной перегородкой, расположенной перпендикулярно оси дорна с образованием со ступенью меньшего диаметра дорна кольцевого зазора для подачи материала в кольцевую щель для прохода очищенного
0 материала.
2 Экструзионная головка по п отличающаяся тем,что на торцовой поверхности итулки на участке между каналами для отвода загрязнений выполнены выстуG пы треугольного сечения, обращенные вершинами к кольцевой щели для прохода очищенного материала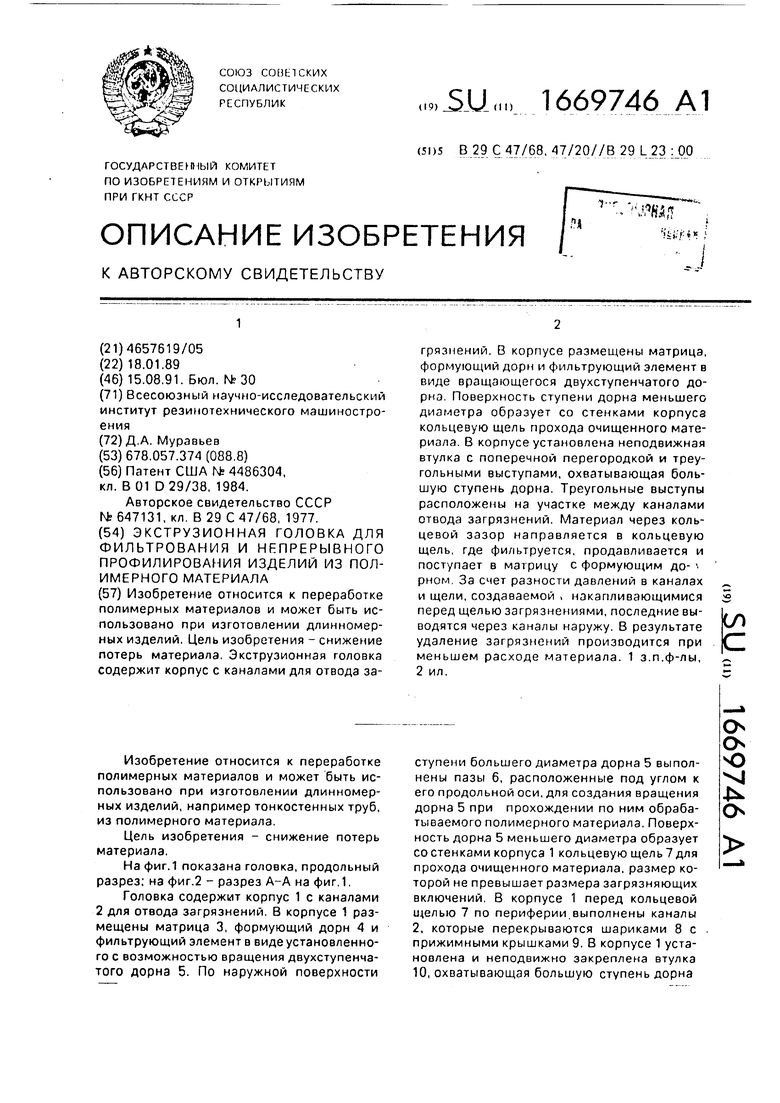
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ОБОЛОЧЕК ОБРАМЛЕНИЯ ТРУБ | 1998 |
|
RU2134640C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ ЭКСТРУЗИИ ФИЛЬТРУЮЩИХ ЭЛЕМЕНТОВ | 2000 |
|
RU2171744C1 |
| Головка к экструдеру для изготовления изделий из полимерных материалов | 1976 |
|
SU647131A1 |
| Экструзионная головка для нанесения покрытия на изделие | 1988 |
|
SU1599233A2 |
| Экструзионная головка для нанесения покрытия на изделие | 1980 |
|
SU910444A1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ РУКАВНОЙ ПОЛИМЕРНОЙ ПЛЕНКИ | 1992 |
|
RU2010716C1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА С ЦЕНТРИРУЮЩИМ УСТРОЙСТВОМ | 2003 |
|
RU2245248C1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ДВУХСЛОЙНЫХ ТРУБ С ПРИМЕНЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 2010 |
|
RU2433913C1 |
| УСТАНОВКА И СПОСОБ ДЛЯ ИЗГОТОВЛЕНИЯ СЕТЧАТОЙ ТРУБЫ | 2006 |
|
RU2306223C1 |
| Экструзионная кабельная головка | 1982 |
|
SU1101902A1 |
Изобретение относится к переработке полимерных материалов и может быть использовано при изготовлении длинномерных изделий. Цель изобретения - снижение потерь материала. Экструзионная головка содержит корпус с каналами для отвода загрязнений. В корпусе размещены матрица, формующий дорн и фильтрующий элемент в виде вращающегося двухступенчатого дорна. Поверхность ступени дорна меньшего диаметра образует со стенками корпуса кольцевую щель прохода очищенного материала. В корпусе установлена неподвижная втулка с поперечной перегородкой и треугольными выступами, охватывающая большую ступень дорна. Треугольные выступы расположены на участке между каналами отвода загрязнений. Материал через кольцевой зазор направляется в кольцевую щель, где фильтруется, продавливается и поступает в матрицу с формующим дорном. За счет разности давлений в каналах и щели, создаваемой накапливающимися перед щелью загрязнениями, последние выводятся через каналы наружу. В результате удаление загрязнений производится при меньшем расходе материала. 1 з.п.ф-лы, 2 ил.
фиг.1
А-А
| Патент США № 4486304, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Головка к экструдеру для изготовления изделий из полимерных материалов | 1976 |
|
SU647131A1 |
| Солесос | 1922 |
|
SU29A1 |
