Изобретение относится к качественному и количественному составу катализаторов низкотемпературного пиролиза углеводородсодержащих полимерных материалов, преимущественно отходов резины.
Уровень техники
Здесь и далее:
термином "углеводородсодержащие полимерные материалы" обозначены способные к набуханию в органических растворителях преимущественно композиционные материалы, которые содержат связующие, полученные полимеризацией или сополимеризацией алкенов, алкадиенов, алкатриенов, циклоалкенов, циклоалкадиенов и циклоалкатриенов и/или их производных как в чистом виде, так и с применением сшивающих агентов, и обычно трудноудаляемые наполнители, а предпочтительно обозначена резина на основе вулканизованного натурального и/или синтетического каучука;
термином "отходы резины" обозначены произвольные по конструкции, исходным размерам и назначению изношенные резинотехнические изделия.
Специалистам ясно, что отходы резины являются наиболее массовым видом углеводородсодержащих полимерных материалов. Поэтому все, что далее будет сказано применительно к отходам резины, может быть сказано и об иных способных к набуханию в органических растворителях углеводородсодержащих полимерных материалах. Специалистам также ясно, что отработанные шины пневматических колес произвольных транспортных средств и, в особенности, шины с металлическим кордом (далее сокращенно - металлокордом) ныне являются основным источником отходов резины. Поэтому все, что далее будет сказано применительно к резине, которую содержат отработанные шины, может быть сказано и об иных отходах резины.
Общеизвестно, что отходы резины могут быть источником ценных вторичных ресурсов. Однако их извлечению препятствуют высокая прочность химических связей в макромолекулах вулканизованных каучуков и трудность отделения резины от арматуры, обычно имеющейся в резинотехнических изделиях. Кроме того, большинство известных методов и средств деструкции резины опасны из-за заметного загрязнения окружающей среды соединениями серы, канцерогенной сажей и некоторыми другими токсичными веществами.
Также общеизвестно, что не подлежащие восстановлению шины и, в особенности, шины с металлокордом являются одним из наиболее серьезных загрязнителей природной среды даже в недоработанном виде. Так, только в США в последние 10 лет ежегодно изнашиваются около 250 миллионов шин, а их общее количество на свалках перевалило за 3 миллиарда. Поэтому проблема избавления от отработанных шин ощущается тем острее, чем более экономически развита какая-либо страна и чем меньше ее территория.
Применительно к шинам с текстильным кордом, механическое дробление и измельчение которых энергетически и экологически приемлемо, указанная проблема решалась и доныне нередко решается:
либо путем механической же сепарации измельченных шин с получением раздельно утилизируемых резиновой крошки и целлюлозосодержащих волокнистых материалов (см., например, US Patent 1607291,1926 г.),
либо деполимеризацией резины, например: в паровых автоклавах под давлением (US Patent 2447732), или в аппаратах пиролиза под вакуумом (US Patent 4740270) и др.
Применительно же к отработанным шинам с металлокордом чисто механическое дробление цельных шин и измельчение кусков при температуре окружающей среды энергетически невыгодны.
Еще недавно проблему избавления от таких шин в ряде стран частично решали экологически крайне опасным путем - сжиганием (см., например, статью "Tire Recycling Plant Tire Up" в журнале Modern Tire Dealer", 1987, 8, c.6). При этом металлокорд превращался в ржавчину неопределенного состава, практически не пригодную для переработки без существенных затрат на сбор, доставку и подготовку для введения в металлургический процесс.
Указанные недостатки исключены в процессах поэтапного механического измельчения шин с по меньшей мере однократным замораживанием.
Так, известны процессы, включающие обрезку бортов шин, предварительное дробление обрезанных шин на куски толщиной обычно около 3 см и;
либо размол кусков при температуре окружающей среды, магнитную сепарацию металла, фракционирование частиц резины на ситах с выделением товарной мелкой крошки и зерен с линейными размерами предпочтительно 2-7 (но не более 15) мм, которые замораживают в жидком азоте и дополнительно размалывают с получением резиновой крошки с линейными размерами частиц 0,2-2,0 мм ("Gummibereitung", 1987, Bd.63, 10, S. 102-104);
либо замораживание кусков перед размолом (см. там же S.97-100, или US Patent 5385307) с последующей сепарацией металла и фракционированием частиц резины по величине.
При этом экобезопасность и высокое качество целевых продуктов разрушения шин достигнуты ценой низкой производительности и высоких удельных энергозатрат. Поэтому применение таких процессов ограничено.
Электротермическое отделение металлокорда от резины согласно заявке ОЕ 2900655 требует предварительной обрезки бортов шин и эффективно лишь тогда, когда кордная проволока пронизывает резину насквозь от борта до борта. В иных случаях невозможны ни разогрев всей массы металлокорда до температуры термодеструкции резины, ни выжигание всех ее слоев, которые прилегают к кордной проволоке. Кроме того, указанный способ приводит к выбросу в атмосферу токсичных продуктов термодеструкции резины.
Индукционный нагрев металлокорда (см. , например: заявку DЕ 3911082; заявку на Европатент 0478774) исключает потребность в обрезке бортов, но увеличивает выход токсичных продуктов термодеструкции резины.
Электроимпульсное разрушение кордной проволоки (RU Patent 2050287) основано на разряде на металлокорд конденсаторной батареи или накопительной реактивной LC-цепи. Для этого процесса характерны кратковременное и с высокой плотностью тепловой мощности выделение тепла по границам кристаллических зерен металла и, следовательно, взрывной характер разрушения кордной проволоки. При этом значительная часть мелких частиц металла вылетает из резины, разрывая ее на разные по величине куски.
Будучи экологически безопасен, этот процесс при любом подводе энергии к металлокорду не обеспечивает эффективного разделения металла и резины, а его практическое применение затруднено:
во-первых, из-за неровной обрезки бортов и/или из-за уже отмеченного выше расположения заметной части кордных проволок в толще резины между конденсаторной батареей и металлокордом не всегда может быть установлен надежный контакт, а потому обычно не удается обеспечить полное разрушение кордной проволоки, не говоря уже о выбросе всех металлических частиц из массы резины;
во-вторых, электромагнитная (трансформаторная) передача энергии от реактивной LC-цепи на кордную проволоку тем менее эффективна, чем больше масса (и индуктивность) заключенного в разрушаемой шине металлокорда.
Эффективное с точки зрения чистоты получаемых продуктов и экологически безопасное отделение резины от металлокорда при разрушении цельных отработанных шин произвольных типоразмеров в принципе возможно светогидравлическим ударом при подаче мощного лазерного импульса в жидкость, окружающую механически растянутую шину (см. публикацию WO 97/44171 от 27.11.97 Международной заявки PCT/UA96/00011). В таких условиях резина оказывается хрупкой при комнатной температуре и полностью отваливается от металлокорда, который легко поддается металлургической утилизации.
Однако кпд такого процесса вряд ли превысит 1% из-за низкого (обычно не более 5%) кпд лазеров, что исключает его применение на практике.
Поэтому предпочтительны такие способы и средства переработки шин, особенно с металлокордом, которые исключали бы потребность в каком ты то ни было предварительном отделении резины от арматуры изношенных резинотехнических изделий и позволяли получать из отходов резины набор коммерчески ценных вторичных продуктов, а выделенную попутно арматуру утилизировать практически без дополнительной обработки.
Большинство таких процессов основано на низкотемпературном (не более 500oС, а обычно в интервале 200-400oС) каталитическом пиролизе отходов резины, для осуществления которых даже крупные шины с металлокордом могут быть обычно разрезаны всего на несколько крупных кусков.
Режимы, в частности температура и давление, и результаты каталитического пиролиза отходов резины существенно зависят от используемых катализаторов. Важнейшим показателем их качества служит активность, которая может быть оценена по их удельному расходу в расчете на единицу массы пиролизуемых отходов, по минимально допустимым температуре и давлению пиролиза, по степени конверсии полимерной органической составляющей в низкомолекулярные продукты, по качественному составу таких продуктов, по их соотношению в смеси и пригодности для последующего использования (по возможности, с минимальной дополнительной обработкой перед продажей, или вообще без таковой).
Например, из US Patent 3996022 известен катализатор пиролиза в виде сплава галогенидов типа хлорида цинка и хлорида олова, который при температуре более 300oС и избыточном давлении позволяет преобразовывать отходы резины в смесь газообразных углеводородов, моторное топливо с низким содержанием серы и твердый углеродистый остаток.
Удельный расход этого катализатора весьма велик, процесс с его применением протекает в довольно жестких условиях, а получаемый в больших количествах твердый остаток, пригодный только как заменитель топливного угля, лишь с трудом можно извлечь из аппарата для пиролиза.
Сходные результаты удается получить применением порошкообразного катализатора на основе соединения (обычно оксида) железа с добавкой соединения металла VI группы Периодической системы (Сr, Мо, W, Se, Те) для пиролиза смеси углеводородного топлива и измельченных отходов резины в присутствии водорода при давлении 10-30 МПа и температуре 350-500oС (US Patent 4251500; JP Patent 52-125088).
Достигаемое при этом некоторое снижение выхода твердого остатка и повышение выхода моторного топлива связаны с необходимостью принятия особых мер предосторожности для защиты от пожара и взрыва.
Известный из US Patent 5286374 катализатор пиролиза отходов резины изготовлен на основе слюды типа мусковита, серицита или биотита. С его использованием удается вести процесс пиролиза отработанных шин с металлокордом при избыточном давлении 1,0-2,5 ати и температуре 230-400oС.
Такой катализатор позволяет и без водорода, то есть в существенно более безопасных условиях, получать газоообразные углеводороды, широкую гамму жидких топлив, сажу и незначительное количество твердого углеродистого остатка преимущественно на кордной проволоке, пригодной для утилизации как металлургическое сырье.
Однако его расход составляет от 2 до 3% от массы исходной резины, а суммарный выход твердых продуктов пиролиза достигает 43%. При этом сажа, составляющая лишь часть таких продуктов, заметно загрязнена примесью катализатора, что затрудняет ее утилизацию.
Из числа известных к предлагаемому по технической сущности наиболее близок катализатор по патенту Украины 10442. Он получен как продукт разложения газообразного оксида углерода над железной окалиной и по существу представляет собой гомогенный железоуглеродный композиционный материал в виде ультрадисперсных частиц железа и микроскопических частиц углерода. Этот катализатор, именуемый далее "железоуглеродный компонент", вносили в углеводородные растворители типа отработанного машинного масла в количестве не менее 0,2%, а предпочтительно 0,5-1,0% от его массы, в этой смеси выдерживали отходы резины до ее набухания не менее чем в 1,1 раза, сливали избыток растворителя с примесью катализатора для повторного использования и лишь затем при температуре 150-450oC, а предпочтительно около 200oС в токе азота проводили пиролиз набухших отходов резины.
Соответственно, расход катализатора обычно был около 0,002-0,005% от массы резины. Поэтому практически свободные от примесей твердые продукты пиролиза в виде сажи с удельной поверхностью 80-100 м2/г были пригодны для введения в резиновые смеси для изготовления новых резинотехнических изделий по меньшей мере в смеси 50/50 со свежей сажей.
Однако весь конденсат жидких продуктов пиролиза, полученных при использовании описанного катализатора, представляет собой по существу мазут с температурой начала кипения >150oС, температурой конца кипения около 400oС и температурой вспышки >100oС, который содержит более 90% парафиноподобных углеводородов с длиной цепи выше С5. Далее, при использовании известного катализатора содержание связанной серы в продуктах пиролиза нередко оказывалось <1,0%. Эти нежелательные результаты обусловлены все еще недостаточно высокой активностью порошкового катализатора в реакциях разрушения макромолекул, содержащих водород и углерод.
Краткое изложение сущности изобретения.
Поэтому в основу изобретения положена задача путем усовершенствования состава создать такой более активный катализатор, который в процессах пиролиза углеводородсодержащих полимеров способствовал бы повышению выхода в конденсат легких фракций углеводородов и практически полному связыванию серы в продуктах пиролиза.
Поставленная задача решена тем, что катализатор низкотемпературного пиролиза углеводородсодержащих полимерных материалов, содержащий железоуглеродный компонент в виде микроскопических частиц углерода и ультрадисперсных частиц железа, согласно изобретению дополнительно содержит металлоуглеродный компонент, полученный как продукт упаривания и пиролиза дисперсии, содержащей по меньшей мере одну разлагающуюся при нагреве с образованием оксида соль металла VIII группы Периодической системы, который выбран из группы, состоящей из железа, никеля и кобальта, углевод и легколетучий сольвент.
Указанный комплексный катализатор в сравнении с катализатором в виде одного лишь железоуглеродного компонента обладает существенно более высокой активностью в процессах низкотемпературного пиролиза углеводородсодержащих полимерных материалов и, в частности, отходов резины в виде шин с металлокордом, что подтверждается:
резким - до 70oС - снижением температуры начала кипения получаемого при пиролизе конденсата;
получением в интервале температур кипения 70-300oС достаточно летучих преимущественно линейных С3-С9 и ароматических углеводородов, смесь которых нередко составляет свыше 50% от общей массы конденсата;
выходом мазутоподобной фракции от 40 до 45% от массы конденсата;
преобразованием в конденсат до 95-96% исходной массы полимера,
практически полным химическим связыванием в продуктах пиролиза серы, которая присутствовала в резине, и
возможностью получения сажи с удельной поверхностью до 120 м2/г.
Первое дополнительное отличие состоит в том, что железоуглеродный компонент и указанный металлоуглеродный компонент взяты в соотношении, мас.%:
Железоуглеродный компонент - 70...98
Металлоуглеродный компонент - 2...30
Это позволяет оптимизировать такой существенно влияющий на активность показатель качества катализатора, как удельная поверхность, которая составляет не менее 80 м2/г, а преимущественно находится в интервале 110-120 м2/г.
Второе дополнительное отличие состоит в том, что металлоуглеродный компонент получен как продукт упаривания и пиролиза дисперсии, которая, наряду с указанными по меньшей мере одной разлагающейся при нагреве с образованием оксида солью металла VIII группы Периодической системы, выбранного из группы, состоящей из железа, никеля и кобальта, углеводом и легколетучим сольвентом, содержит предварительно полученный железоуглеродный компонент. Полученный таким образом комплексный катализатор характеризуется наибольшей равномерностью распределения железо- и металлоуглеродного компонентов в смеси и потому обеспечивает повышение выхода конденсата в расчете на органическую часть резины при температуре пиролиза не более 250oС.
Третье дополнительное отличие состоит в том, что металлоуглеродный компонент является продуктом упаривания и пиролиза дисперсии, содержащей соль железа, углевод и легколетучий сольвент. Железо в сравнении с иными металлами VIII группы Периодической системы наиболее доступно. Поэтому катализатор согласно изобретению оказывается наиболее приемлемым по затратам на его изготовление для производителей и по цене для потребителей.
Четвертое дополнительное отличие состоит в том, что металлоуглеродный компонент является продуктом упаривания и пиролиза дисперсии, содержащей соль железа, углевод, выбранный из группы, состоящей из моно- и дисахаридов, и легколетучий сольвент. Моно- и дисахариды доступны и легко пиролизуются до ультрадисперсной сажи, что позволяет дешево и эффективно получать металлоуглеродный компонент предложенного катализатора.
Пятое дополнительное отличие состоит в том, что металлоуглеродный компонент является продуктом упаривания и пиролиза дисперсии, содержащей соль железа, водорастворимый высокомолекулярный углевод, выбранный из группы, состоящей из крахмала и водорастворимых эфиров целлюлозы, и воду как легколетучий сольвент. Водная дисперсия, содержащая такие водорастворимые полисахариды, наиболее удобна для получения дешевого металлоуглеродного компонента с высокой концентрацией металла.
Шестое дополнительное отличие состоит а том, что железо и углерод в железоуглеродном компоненте присутствуют в количестве, мол.%:
Железо - 1,35...46,15
Углерод - 53,85..98,65
Седьмое дополнительное отличие состоит в том, что железо и углерод в металлоуглеродном компоненте присутствуют в количестве, мол.%:
Железо - 0,22....2,33
Углерод - 97,67...99,78
Восьмое дополнительное отличие состоит в том, что железо присутствует в катализаторе в виде частиц размероми 
Указанные соотношения "железо/углерод" и диапазон допустимых размеров частиц железа способствуют тому, что его существенная часть присутствует в составе катализатора согласно изобретению в виде кластеров, обуславливающих упомянутое повышение активности,
Естественно, что формы реализации изобретательского замысла не ограничены указанными выше вариантами и приведенными ниже примерами и что на основе принципиального технического решения, сформулированного в начале характеристики сущности изобретения, могут быть созданы и иные конкретные катализаторы низкотемпературного пиролиза углеводородсодержащих полимеров.
Наилучшие варианты осуществления изобретения
Далее сущность изобретения поясняется перечнем необходимых исходных материалов и описанием способа изготовления предложенного катализатора, примерами его состава и применения для пиролиза отходов резины в виде отработанных шин с металлокордом и данными об эффективности такого применения.
Катализатор согласно изобретению имеет вид смеси железо- и металлоуглеродного компонентов, которую можно изготовить следующим образом.
Независимо от способа смешивания вначале получают железоуглеродный компонент. Для этого навеску тонкодисперсного оксида или разлагающейся при нагревании до оксида соли железа помещают в тигель и нагревают до температуры от 500 до 600oС. Нагретый оксид железа выдерживают при такой температуре в потоке СО-содержащего газа с примесью водорода или водородсодержащих компонентов, например, паров воды. При этом происходят:
а) восстановление и попутное диспергирование железа и
б) катализируемая ювенильной поверхностью частиц железа так называемая реакция Белла-Будуара 2СО= СО2+С, в ходе которой в виде микроскопических частиц выделяется углерод.
Соотношение "железо/углерод" в пределах (в моль-процентах) 1,35...46,15 для железа и 53,85...98,65 для углерода регулируют длительностью выдержки. Чем она больше, тем меньше мольная доля железа и выше мольная доля углерода в получаемом как полупродукт или промежуточный продукт железоуглеродном компоненте. При чрезмерной выдержке разложение СО самопроизвольно прекращается вследствие диспергирования железа до ультрадисперсных частиц, поверхность которых полностью блокирована микроскопическими частицами углерода, и падения каталитической активности железа в реакции Белла-Будуара практически до нуля.
В полученном железоуглеродном компоненте частицы железа имеют размеры от сотых до десятых долей микрометра, а частицы углерода - от десятых долей микрометра до нескольких десятков микрометров. В качестве следовых примесей железоуглеродный компонент может содержать карбиды железа и кислород, который обычно присутствует в виде вторичных или не прореагировавших оксидов железа и, отчасти, в сорбированном состоянии.
Металлоуглеродный компонент в простейшем случае может быть изготовлен независимо от железоуглеродного компонента. Для этого вначале известным образом, то есть дозированием и смешиванием, которое - при необходимости - может происходить как одновременное или последовательное перетирание доз твердых выбранных ингредиентов в жидкой дисперсионной среде, приготовляют дисперсию, то есть раствор или устойчивую суспензию, которая содержит:
в качестве дисперсной фазы:
- по меньшей мере одну разлагающуюся при нагреве с образованием оксида соль металла VIII группы Периодической системы, выбранного из группы, состоящей из железа, никеля и кобальта, и
- подходящий углевод-восстановитель, а
в качестве дисперсионной среды - легколетучий свободный от возможных каталитических ядов сольвент.
Примерами солей указанного типа могут служить предпочтительно формиаты или ацетаты, а также пропионаты и цитраты железа, кобальта и никеля, хотя специалистам понятно, что не исключено использование иных солей моно-, ди- и трикарбоновых кислот, нитратов и нитритов этих металлов.
Примерами углеводов-восстановителей могут служить:
такие моносахариды, как глюкоза, фруктоза и иные альдозы и кетозы;
такие дисахариды, как L- или D-сахароза, мальтоза, лактоза, различные гликозидогликозы, гликозидо-альдозы и гликозидо-кетозы;
предпочтительно такие водорастворимые полисахариды или их производные, как растительный крахмал и водорастворимые эфиры целлюлозы типа метил- или карбоксиметилцеллюлозы.
Примерами легколетучих сольвентов могут служить низшие алифатические спирты, с применением которых обычно приготовляют суспензии (золи), а предпочтительно - дистиллированная вода, с применением которой обычно приготовляют истинные растворы или гели реагентов, выбранных для изготовления металлоуглеродного компонента катализатора согласно изобретению.
Готовую дисперсию в инертной атмосфере упаривают досуха (возможно под вакуумом и/или при повышенной температуре) и также в инертной атмосфере пиролизуют при ступенчатом нагреве с выдержкой на каждой ступени, а именно:
нагревают сухой остаток до температуры карамелизации в пределах 190-200oС и выдерживают при ней примерно 2 часа для разложения выбранной соли и ее частичного преобразования в соответствующий оксид (или смесь оксидов) выбранного металла;
нагревают карамелизованную массу до температуры около 400oС и выдерживают при ней около 1 часа для окончательного преобразования выбранной соли в соответствующий оксид (или смесь оксидов) выбранного металла, пиролиза выбранного углевода до образования микроскопических частиц углерода и начала восстановления оксида (или смеси оксидов) до образования ультрадисперсных частиц металла;
нагревают остаток до температуры в интервале 550-650oС и выдерживают при ней около 1 часа с получением металлоуглеродного компонента, в котором металл (никель, кобальт, а предпочтительно, как и в железоуглеродном компоненте, железо, или смесь всех или некоторых из них) и углерод присутствуют в количестве, мол.%:
Металл - 0,22...2,33
Углерод - 97,67...99,78
Соотношение "металл/углерод" в металлоуглеродном компоненте регулируют, изменяя количество источника металла, то есть выбранной соли (или солей), и количество источника углерода, то есть выбранного углевода (а при использовании опиртов в качестве дисперсионной среды - в некоторой степени и выбранного спирта) в приготовляемой дисперсии.
После охлаждения металлоуглеродный компонент смешивают с полученным ранее железоуглеродным компонентом в требуемом соотношении.
Наряду с описанным возможен и иной более предпочтительный способ получения нового катализатора, который предусматривает приготовление форсмеси введением предварительно полученного железоуглеродного компонента в дисперсию для приготовления метталлоуглеродного компонента и обработку, то есть упаривание и пиролиз, такой форсмеси, как указано выше. Этот способ позволяет существенно упростить гомогенизацию смеси и стабилизировать значения удельной поверхности в разных партиях катализатора с одинаковыми соотношениями железо- и металлоуглеродного компонентов. Соответственно, более стабильно протекают процессы пиролиза и стабилизируются состав и качество целевых продуктов переработки отходов резины.
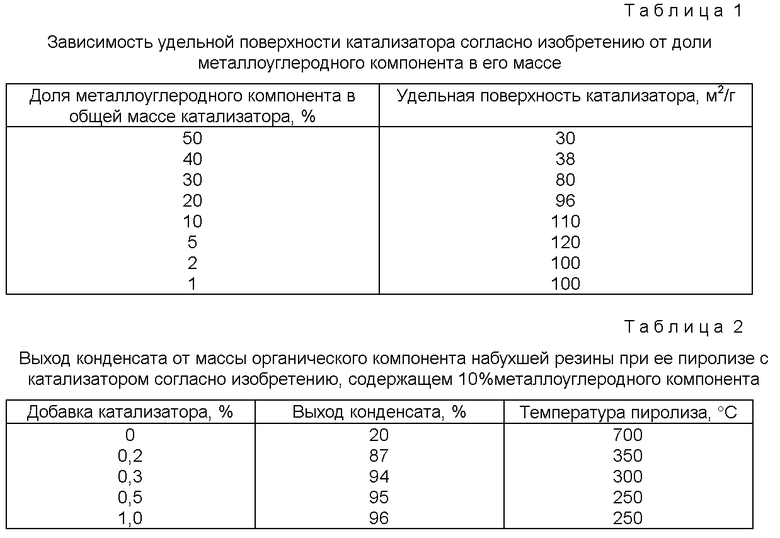
Для определения оптимального соотношения указанных компонентов в новом катализаторе были приготовлены их смеси с разными долями металлоуглеродного компонента в общей массе катализатора и для каждой из них известным специалистам методом была определена удельная поверхность (см. таблицу 1).
Как видно из таблицы 1, удельная поверхность нового катализатора по мере понижения доли металлоуглеродного компонента в массе смеси вначале скачкообразно возрастает при переходе от соотношения железо- и металлоуглеродного компонентов 60/40 к соотношению 70/30, проходит через максимум при их соотношении 95/5 и далее при соотношении 98/2 понижается и стабилизируется.
Поэтому несмотря на общий рост активности катализатора согласно изобретению, который обусловлен использованием металлоуглеродного компонента, желательно, чтобы железо- и металлоуглеродный компоненты присутствовали в смеси в количестве, мас.%:
Железоуглеродный компонент - 70...98
Металлоуглеродный компонент - 2...30
Как показали исследования с помощью электронного микроскопа, железо в готовом катализаторе согласно изобретению присутствует в виде частиц размером  преимущественно
преимущественно 
Для проверки эффективности нового катализатора были проведены:
а) модельные эксперименты по оценке его активности в низкотемпературной пара-орто-конверсии водорода по схеме
п-Н2-->о-Н2;
б) полупромышленные эксперименты по низкотемпературному пиролизу отходов резины, которые описаны ниже в примерах.
Эксперименты типа (а) показали, что максимальный (75%) выход о-водорода при использовании катализатора согласно изобретению достигается уже при температуре 45-46oС, тогда как для наиболее активного классического катализатора пара-орто-конверсии Н2, известного специалистам как "Никель Ренея", аналогичный максимум достигается только около 140oС.
Новый катализатор проявляет активность даже при отрицательных температурах, а в исследованиях продуктов пара-орто-конверсии H2 с добавками дейтерия были выявлены молекулы НD, что свидетельствует о разрыве связей в молекулах Н2 с последующим разворотом второго атома в ортоположение. Такая активность нового катализатора связана с особенностями его структуры, в которой роль активных центров играют "комплексы" металл-углерод.
Эксперименты типа (б) проводили, используя как отходы резины автомобильные шины с металлокордом. Их нарезали поперек на куски шириной около 10 см. Такие куски для набухания резины предварительно замачивали в жидкой смеси углеводородов и катализатора согласно изобретению. Объем этой смеси примерно в три раза превосходил объем кусков шин. После набухания кусков шин не менее чем в 1,1 раза, их извлекали из смеси углеводородов и катализатора, выдерживали на воздухе до стекания капель указанной смеси, переносили в контейнер и в ним подвергали пиролизу в муфельной печи в токе сухого азота, из которого в водоохлаждаемом холодильнике отбирали конденсат для последующего анализа. Слитый с кусков шин остаток смеси углеводородов и катализатора использовали в последующих экспериментах.
Пример 1. Для набухания резины использовали топливный мазут, содержащий 0,5% по массе катализатора, в котором соотношение железо- и металлоуглеродного компонентов было 85/15. Пиролиз проводили при температуре около 400вC в течение 12 часов. Конденсат содержал, мас.%:
Легкие углеводороды С3-С9 - 5,2
Летучие ароматические соединения (бензол, толуол) - 3,8
Маслоподобная смесь углеводородов - 91,0
При этом в конденсат было переведено 92,0% от массы органических соединений резины, а сера практически полностью перешла в маслоподобную смесь углеводородов.
Пример 2. Для набухания резины использовали отработанное масло, слитое из картеров автомобильных двигателей, содержащее 0,3% по массе катализатора, в котором соотношение железо- и металлоуглеродного компонентов было 90/10. Пиролиз проводили при температуре около 300oС в течение 12,5 часов. Конденсат содержал, мас.%:
Легкие углеводороды С3-С9 - 7,4
Летучие ароматические соединения (бензол, толуол) - 11,3
Маслоподобная смесь углеводородов - 81,3
При этом в конденсат было переведено 94,0% от массы органических соединений резины, а сера, как и в предыдущем случае, практически полностью перешла в маслоподобную смесь углеводородов.
Пример 3. Для набухания резины использовали смесь, содержащую (в процентах по массе) 90% отработанного масла, слитого из картеров автомобильных двигателей, и 10% дизельного топлива с присадкой 0,5% по отношению к суммарной массе углеводородов катализатора, в котором соотношение железо- и металлоуглеродного компонента было 90/10. Пиролиз проводили при температуре около 250oС в течение 12 часов. Конденсат содержал, мас.%:
Легкие углеводороды С3-С9 - 19,6
Летучие ароматические соединения (бензол, толуол) - 25,8
Маслоподобная смесь углеводородов - 54,6
При этом в конденсат было переведено 95,0% от массы органических соединений резины, а сера также практически полностью перешла в маслоподобную смесь углеводородов.
Серия подобных экспериментов без применения и с применением нового катализатора, в котором соотношение железо- и металлоуглеродного компонентов было 90/10, при разных температурах пиролиза показала, что при некоторых условиях в конденсат может быть переведено 96% массы органического компонента набухшей резины (см. таблицу 2).
Пример 4. Для набухания резины использовали смесь, содержащую (в % по массе) 95% отработанного масла, слитого из картеров автомобильных двигателей, и 5% бензина марки А93 с присадкой 0,7% по отношению к суммарной массе углеводородов катализатора, в котором соотношение железо- и никельуглеродного компонентов было равно 30/70. Пиролиз проводили при температуре около 300oС в течение 9,5 часов. Конденсат содержал, мас.%:
Легкие углеводороды С3-С9 - 24,4
Летучие ароматические соединения (бензол, толуол) - 25,8
Маслоподобная смесь углеводородов - 48,4
При этом в конденсат было переведено 94,2% от массы органических соединений резины, а сера распределилась между маслоподобной смесью углеводородов и сажистым углеродным остатком в соотношении 70/30.
Промышленная применимость
При средних размерах углеродных частиц в десятые доли мкм, а металлических - в сотые доли мкм и удельной поверхности порошкового катализатора около 100 м2/г и более количество необходимой каталитической добавки составляет 0,2-0,5% от массы органической жидкости для набухания, в которой и происходит предварительная обработка отходов резины. Сочетание набухания с каталитическим действием высокоактивного порошкового катализатора позволяет проводить пиролиз при температурах 250-400oС при нормальном давлении.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЕРЕРАБОТКИ УГЛЕРОД- И/ИЛИ УГЛЕВОДОРОДСОДЕРЖАЩИХ ПРОДУКТОВ И РЕАКТОР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2385343C1 |
| Смазочно-охлаждающая жидкость для механической обработки металлов | 1986 |
|
SU1351970A1 |
| СПОСОБ ПЕРЕРАБОТКИ РЕЗИНОСОДЕРЖАЩИХ И ДРУГИХ ПРОМЫШЛЕННЫХ И БЫТОВЫХ ОРГАНИЧЕСКИХ ОТХОДОВ В ХИМИЧЕСКОЕ СЫРЬЕ И КОМПОНЕНТЫ МОТОРНОГО ТОПЛИВА | 2005 |
|
RU2272826C1 |
| СПОСОБ ПЕРЕРАБОТКИ ПРОМЫШЛЕННЫХ И БЫТОВЫХ ОТХОДОВ | 2003 |
|
RU2276165C2 |
| СПОСОБ ПОЛУЧЕНИЯ ВОДОРОДА И ВОЛОКНИСТОГО УГЛЕРОДА | 2004 |
|
RU2284962C2 |
| СПОСОБ ПЕРЕРАБОТКИ ГОРЮЧИХ УГЛЕРОД- И/ИЛИ УГЛЕВОДОРОДСОДЕРЖАЩИХ ПРОДУКТОВ, РЕАКТОР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) И УСТАНОВКА ДЛЯ ПЕРЕРАБОТКИ ГОРЮЧИХ УГЛЕРОД- И/ИЛИ УГЛЕВОДОРОДСОДЕРЖАЩИХ ПРОДУКТОВ | 2012 |
|
RU2495076C1 |
| СПОСОБ ПЕРЕРАБОТКИ РЕЗИНОСОДЕРЖАЩИХ ОТХОДОВ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2005 |
|
RU2291168C1 |
| СПОСОБ И УСТРОЙСТВО УТИЛИЗАЦИИ ИЗНОШЕННЫХ ШИН В РЕАКТОРЕ БЫСТРОГО ПИРОЛИЗА В СРЕДЕ РАСПЛАВЛЕННОЙ ТЕРМОЖИДКОСТИ С РЕГУЛИРУЕМОЙ ТЕМПЕРАТУРОЙ | 2024 |
|
RU2833359C1 |
| СПОСОБ ПЕРЕРАБОТКИ РЕЗИНОСОДЕРЖАЩИХ И ДРУГИХ ПРОМЫШЛЕННЫХ И БЫТОВЫХ ОРГАНИЧЕСКИХ ОТХОДОВ В ХИМИЧЕСКОЕ СЫРЬЕ И КОМПОНЕНТЫ МОТОРНОГО ТОПЛИВА | 2005 |
|
RU2275396C1 |
| СПОСОБ ПЕРЕРАБОТКИ ПЛАСТМАССОВОГО УТИЛЬСЫРЬЯ И ПЛАСТМАССОВЫХ ОТХОДОВ | 1994 |
|
RU2127296C1 |
Использование: переработка резиновых отходов. Катализатор содержит железоуглеродный компонент, находящийся в виде микроскопических частиц углерода и ультрадисперсных частиц железа, и металлоуглеродный компонент, полученный как продукт упаривания и пиролиза дисперсии, содержащей по меньшей мере одну разлагающуюся при нагреве с образованием оксида соль металла VIII группы Периодической системы, который выбран из группы, состоящей из железа, никеля и кобальта, углевод и легколетучий сольвент. Катализатор может быть приготовлен путем введения предварительно полученного железоуглеродного компонента в дисперсию для приготовления металлоуглеродного компонента, содержащую по меньшей мере одну разлагающуюся при нагреве с образованием оксида соль металла VIII группы Периодической системы, который выбран из группы, состоящей из железа, никеля и кобальта, углевод и легколетучий сольвент и дальнейшего упаривания и пиролиза вышеуказанной смеси. Технический результат: увеличение активности катализатора. 2 с. и 7 з.п. ф-лы, 2 табл.
Железоуглеродный компонент - 70. . . 98
Металлоуглеродный компонент - 2. . . 30
3. Способ получения катализатора по пп. 1 и 2 путем введения предварительно полученного железоуглеродного компонента в дисперсию для приготовления металлоуглеродного компонента, содержащую по меньшей мере одну разлагающуюся при нагреве с образованием оксида соль металла VIII группы Периодической системы, который выбран из группы, состоящей из железа, никеля и кобальта, углевод и легколетучий сольвент и дальнейшего упаривания и пиролиза вышеуказанной смеси.
Железо - 1,35. . . 46,15
Углерод - 53,85. . . 98,65
8. Катализатор по п. 4, отличающийся тем, что железо и углерод в металлоуглеродном компоненте присутствуют в количестве, мол. %:
Железо - 0,22. . . 2,33
Углерод - 97,67. . . 99,78
9. Катализатор по п. 1, отличающийся тем, что железо присутствует в нем в виде частиц размером 50-8000 .
.
| Пружинная одно- или многовитковая шайба для болтовых соединений | 1926 |
|
SU10442A1 |
| Способ переработки отработанной шинной резины | 1988 |
|
SU1698258A1 |
| US 4251500 А, 17.02.1981 | |||
| US 5286374 А, 15.12.1994 | |||
| Шихта для изготовления огнеупороров | 1973 |
|
SU535253A1 |
| Переносный станок для обработки кромок | 1979 |
|
SU863197A1 |

