Изобретение относится к технике очистки полостей изделий, например труб, и может быть использовано в машиностроении, нефтяной, химической, пищевой промышленности для очистки внутренней поверхности труб. Преимущественно его использование для очистки гидравлических систем в аэрокосмической технике.
Известен способ очистки полых изделий, заключающийся в прокачке через изделие жидкости с заданным значением скорости потока и создании гидравлического удара путем торможения потока жидкости [1].
Способ обладает недостаточными эффективностью очистки и технологическими возможностями. Снижение эффективности выноса частиц происходит из-за увеличения вероятности вторичного их осаждения в период полной остановки потока.
Известно устройство для осуществления способа, включающее емкость для моющей жидкости, гидравлический распределитель, насос и подводящий и отводящий трубопроводы [1].
Устройство также обладает недостаточной эффективностью очистки. Недостатком такого способа является снижение эффективности выноса частиц из-за увеличения вероятности вторичного осаждения частиц в период полной остановки потока.
Цель изобретения - повышение эффективности и качества очистки, расширение технологических возможностей.
Достигается тем, что гидродинамическое воздействие осуществляют путем введения в изделие встречного потока жидкости, большего или равного первичному по расходу, и разгона его в полости изделия в противоположном направлении до первоначального значения скорости потока.
Возникающий в результате торможения скачок давления направляют в полость изделия в противоположном направлении одновременно с изменением направления потока на противоположное.
В устройстве для осуществления способа очистки корпус гидравлического распределителя снабжен полостью с цилиндрической поверхностью, отверстиями, расположенными в стенках цилиндрической поверхности полости, соединенными с входом в изделие, выходом из изделия, подводящим и отводящим трубопроводами магистрали подачи и возврата моющей жидкости, при этом клапан-прерыватель выполнен в виде подвижного сопла, постоянно соединенного своим входным отверстием с трубопроводом магистрали подачи, сопло выполнено таким образом, что при перемещении занимает одно из крайних положений, в которых полностью перекрывает своим выходным отверстием на срезе, выполненном плотно по цилиндрической поверхности, одно из отверстий в цилиндрической поверхности полости, соединенное с входом или выходом полости изделия.
Сопло выполнено изогнутым с возможностью поворота вокруг оси отверстия, соединенного с штуцером подводящей магистрали.
Сопло выполнено в виде канала, сужающегося к выходу, а отверстия штуцеров, соединенных с входом и выходом изделия, выполнены расширяющимися от места сопряжения с соплом.
Отверстия сопла штуцеров, соединенных с входом и выходом изделия в месте сопряжения, выполнены прямоугольного сечения с отношением сторон прямоугольника в направлении перемещения сопла к его перпендикуляру от 1:1 до 1:3.
За счет впрыска в выходное отверстие изделия потока жидкости возникает скачок давления (гидравлический удар) и одновременно происходит изменение направления перемещения потока в полости изделия. Это сопровождается повышением эффективности воздействия потока на частицы загрязнения, прилипшего к стенке изделия, за счет разрушения пограничного слоя, проникновения турбулентных пульсаций к частицам, а также за счет проявления эффекта "раскачки" частиц в пограничном слое и постепенного "выкатывания" частицы из масляного слоя на поверхности изделия. При этом значительно меньше вероятность вторичного осаждения частиц, так как поток жидкости находится в постоянном движении.
Выполнение отверстия сопла с сужением, способствует увеличению пика давления, возникающего при перекрытии встречного потока соплом. Жидкость в самом узком сечении сопла имеет наибольшую скорость и наименьшее давление. Разрежение снижает перетекание жидкости из сопла в полость распределителя в зазор между поверхностью среза сопла и цилиндрической полостью в месте сопряжения отверстий, что также способствует формированию более крутого импульса.
Выполнение отверстий прямоугольной формы также способствуют более быстрому нарастанию фронта ударной волны в пике давления и повышению эффективности отрыва частицы.
Выполнение сопла поворотным позволяет при сравнительно малой приводимой в движение массе подвижных частей и низких потерях на трение снизить потребные усилия на перемещение клапана-прерывателя, тем самым увеличить скорость его перемещения, что также улучшает крутизну импульса и гидродинамическое воздействие на загрязнение.
Сущность заявляемого способа и устройства поясняется чертежами.
На фиг.1 приведена принципиальная схема установки для осуществления способа; на фиг.2 и 3 - гидравлический распределитель (вид сверху и разрез по сечению А-А соответственно).
Установка содержит емкость для хранения моющей жидкости 1 (фиг.1), насос 2, клапаны с электромагнитным управлением 3 и 12, гидроаккумулятор 4, гидравлический распределитель 5 (см. также фиг. 2 и 3) с установленным в полости "а" поворотным соплом 6, подводящим трубопроводом 7, соединенным с входом в изделие 8. Выход изделия соединен трубопроводом 9 со вторым штуцером 10 гидравлического распределителя 5. Выходной штуцер 10 трубопроводом магистрали возврата 13 соединен с емкостью 1 и входом насоса 2 через индикатор контроля чистоты жидкости 14 и блок фильтрации 15.
На фиг. 2 и 3 изображены также привод 16 поворота сопла 6, штуцер 17, соединяемый с выходом изделия, штуцер 18, соединяемый с трубопроводом магистрали возврата 13, и штуцер 19 для подключения подводящего трубопровода 7. На фиг. 2 и 3 изображен вариант выполнения устройства, в котором отверстия сопла и штуцеров соединены с входом и выходом изделия с возможностью сопряжения по образующей цилиндрической поверхности.
Отверстия штуцеров, соединенных с входом и выходом изделия, выполнены под углом и соединяются между собой на поверхности полости клапана через острую кромку.
Способ осуществляют следующим образом.
Устанавливают сопло 6 в положение I (фиг.2), включают насос 2 и открывают клапан 12, прокачивают моющую жидкость через блок фильтрации 15 до обеспечения требуемых параметров очистки, которые определяют по показаниям индикатора контроля чистоты 14. По достижении требуемых параметров очистки моющей жидкости клапаном 3 подают моющую жидкость во входной штуцер 19 гидравлического распределителя 5 до достижения заданной скорости потока в изделии.
Затем переключают сопло 6 с помощью механизма переключения 16 в положение II. Взаимодействие встречных потоков примерно равной энергии - скорости и расхода - приводит к примерно равному интенсивному торможению и незамедлительному развороту потока. Волна давления, отраженная от местного сопротивления (клапана 3 и гидравлического аккумулятора 4), попадает в полость изделия уже в попутном направлении потока. При этом клапан 3 может быть отрегулирован на максимальную эффективность действия отраженной волны.
Процесс переключения чередуют с определенным интервалом времени в диапазоне 0,05-5 с. Этот интервал времени может быть увеличен технологически до 15-60 с. Количество импульсов, определяемое по показаниям индикатора чистоты, как правило, колеблется в интервале 10-60 импульсов.
Отрыв частиц загрязнения с очищаемых поверхностей происходит в результате повышения давления жидкости при мгновенном перекрывании выходного отверстия трубопровода соплом 6.
Время перекрытия трубопровода выбирают из условия, что перекрывание трубопровода заканчивают раньше, чем ударная волна, отраженная от насоса или гидроаккумулятора, вернется к гидравлическому распределителю для перекрывания трубопровода
tn>τуд = 2L/a, (1)
где tn - время перекрывания трубопровода;
τуд - фаза удара;
L - длина очищаемого трубопровода;
а - скорость распространения ударной волны.
Величина повышения давления в импульсе определяется из выражения
ΔPу = ρжV0a, (2)
где ρж и а - плотность жидкости и скорость распространения ударной волны; V0 - средняя скорость жидкости в трубопроводе до начала его перекрывания.
Величина повышения давления жидкости будет в этом случае наибольшей, поскольку гидравлический удар сопровождается полной потерей скорости жидкости.
Гидравлический удар сопровождается волновыми процессами в трубопроводе с образованием прямых и обратных волн давления. При этом колебания давления будут сохраняться до тех пор, пока начальная кинетическая энергия жидкости, преобразующаяся в потенциальную энергию давления, не будет полностью поглощена вследствие вязкости жидкости и упругости стенок трубопровода. С учетом выражения (1) величина повышения давления (зависимость 2) определится по формуле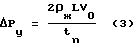
Гидравлический удар в трубопроводе длиной 10 м при использовании в качестве моющей жидкости воды обеспечивается при времени перекрывания трубопровода около 0,01 с.
Достижение хорошего качества промывки обеспечивается за счет того, что моющая жидкость циркулирует в очищаемой системе и поток постоянно остается турбулентным, даже для системы большой протяженности.
Возникший в результате торможения потока скачок давления направляют в полость изделия вместе с дополнительным импульсом давления, создаваемым, например, отраженной волной одновременно с изменением направления потока на противоположное.
Дополнительное повышение эффективности очистки достигается нагнетанием давления в аккумулятор 4 при повышении давления в период переключения сопла с последующей разрядкой аккумулятора во время, следующее сразу за переключением сопла 6 в положение II.
Изобретение позволяет чистить трубопроводы с полостями различной конфигурации и повысить эффективность и качество очистки в 3-5 раз. В результате повышается качество и надежность функционирования изделия.
Литература
1. Белянин П.Н., Данилов В.М. Промышленная чистота машин. - М.: Машиностроение, 1982, с. 155 и 156.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОМЫВКИ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ПОЛЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2132244C1 |
| Способ очистки трубопроводов и стенд для его осуществления | 1989 |
|
SU1710153A1 |
| Горелка для дуговой сварки в защитных газах | 1990 |
|
SU1727963A1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ПОТОКОВ ПАРОГАЗОВЫХ СМЕСЕЙ, ОБРАЗУЮЩИХСЯ ПРИ СБРОСЕ ИЗБЫТОЧНОГО ДАВЛЕНИЯ ИЗ-ПОД ЗАЩИТНЫХ ОБОЛОЧЕК АТОМНЫХ ЭЛЕКТРОСТАНЦИЙ | 2001 |
|
RU2197762C2 |
| Установка для очистки изделий | 1988 |
|
SU1618470A1 |
| Способ промывки гидроцилиндров | 1990 |
|
SU1754231A1 |
| СПОСОБ ПРОМЫВКИ ПОЛЫХ ИЗДЕЛИЙ | 1991 |
|
RU2041749C1 |
| Способ очистки внутренней поверхности трубопровода и устройство для его осуществления | 1991 |
|
SU1829969A3 |
| Устройство для формирования пульсирующих струй | 1982 |
|
SU1047523A1 |
| МАШИНА СТРУЙНОЙ ОЧИСТКИ | 1991 |
|
RU2018384C1 |


Изобретение относится к области очистки полых изделий и может быть использовано в машиностроении, нефтяной, химической, пищевой промышленности, преимущественно для очистки гидравлических систем в аэрокосмической технике. Способ состоит в том, что через полость изделия прокачивают жидкость с заданным расходом и созданием гидродинамического воздействия путем резкого торможения потока. Гидродинамическое воздействие создают введением в изделие встречного потока жидкости, большего или равного первичному по расходу, и разгона его в полости изделия в противоположном направлении до первоначального значения скорости потока. Устройство для осуществления способа содержит емкость для моющей жидкости, гидравлический распределитель, состоящий из корпуса с подвижным клапаном-прерывателем потока с входными и выходными штуцерами, насос и подводящий и отводящий трубопроводы магистралей подачи и возврата моющей жидкости. Корпус гидравлического распределителя снабжен полостью с цилиндрической поверхностью, отверстиями, расположенными в стенках цилиндрической поверхности полости, соединенными с входом в изделие, выходом из изделий, подводящим и отводящим трубопроводами магистрали подачи и возврата моющей жидкости. Клапан-прерыватель выполнен в виде подвижного сопла, постоянно соединенного своим входным отверстием с трубопроводом магистрали подачи, сопло выполнено таким образом, что при перемещении занимает одно из крайних положений, в которых полностью перекрывает своим выходным отверстием на срезе, выполненном плотно по цилиндрической поверхности, одно из отверстий в цилиндрической поверхности полости, соединенное с входом или выходом полости изделия. Изобретение обеспечивает чистку полых изделий с полостями различной конфигурации и повышение эффективности и качества очистки в 3-5 раз. 2 с. и 4 з.п. ф-лы, 3 ил.
| БЕЛЯНИН П.Н | |||
| и др | |||
| Промышленная чистка машин | |||
| - М.: Машиностроение, 1982, с.155 и 156 | |||
| СПОСОБ УСТРАНЕНИЯ КОЛОБОМЫ НИЖНЕГО ВЕКА | 1994 |
|
RU2124338C1 |
| RU 94027331 А1, 10.12.1996 | |||
| US 3451091 А, 24.06.1969. | |||

