Настоящее изобретение относится к каталитическому способу получения алкиленгликолей, предпочтительно этиленгликоля, из алкиленоксида и воды.
Алкиленгликоли, такие как этиленгликоль и пропиленгликоль, широко используются в качестве сырья при получении сложных полиэфиров, простых полиэфиров, антифриза, растворных поверхностно-активных веществ, и в качестве растворителей и основных материалов при получении полиэтилентерефталатов (например, для волокон или бутылей). Коммерческие способы получения алкиленгликолей обычно включают жидкофазную гидратацию соответствующего эпоксида в присутствии большого молярного избытка воды (смотрите, например, Kirk-Othmer, Encyclopedia of Chemical Technology, Vol.11, Third Edition, page 929 (1980)). Основными побочными продуктами реакции гидролиза являются ди-, три - и высшие гликоли. Однако по сравнению с моноалкиленгликолями потребность в ди-, три-, тетра- и полиалкиленгликолях невелика. Предполагается, что образование ди- и полигликолей происходит главным образом в результате реакции эпоксида с алкиленгликолями. Так как эпоксиды в общем случае по отношению к гликолям более реакционноспособны, чем к воде, то для того чтобы стимулировать реакцию с водой и тем самым обеспечить коммерчески привлекательную селективность по продукту моногликолю, используется большой избыток воды. Однако даже с учетом большого избытка воды обычный в коммерческой практике способ получения этиленгликоля имеет молярную селективность по моноэтиленгликолю (МЭГ) от 80 до приблизительно 90 процентов (%), молярную селективность по диэтиленгликолю (ДЭГ) от 9 до приблизительно 15% и молярную селективность по триэтиленгликолю (ТЭГ) от 1 до 5%. Кроме того, увеличение отношения воды к эпоксидному сырью также увеличивает стоимость дистилляции воды из гликоля. Таким образом, существует большая заинтересованность в альтернативных способах, которые увеличивают селективность по моноалкиленгликолю без увеличения стоимости производства.
Одной такой альтернативой является гетерогенный каталитический способ, такой как использование увеличивающего селективность материала, содержащего металлатный анион. Смотрите, например, ЕР-А-156449. Типичные металлатные анионы состоят из анионов молибдата, вольфрамата, метаванадата, кислого пированадата и пированадата. Такой способ может характеризоваться приемлемыми степенями конверсии, хорошей селективностью и низким отношением вода/алкиленоксид. Более того, патенты США 4277632 и 4982021 описывают использование рН регулирующей добавки для увеличения характеристик материалов, содержащих металлат. Однако недостаток таких способов заключается в том, что содержащий алкиленгликоль поток продуктов также содержит значительное количество металлатных анионов, которые были вытеснены из электроположительных комплексообразующих центров твердого материала, содержащего металлатные анионы. Поэтому для удаления металлатных анионов из продукта требуется дополнительная стадия разделения.
Один вариант гетерогенного каталитического способа основывается на каталитической гидратации этиленоксидов в присутствии диоксида углерода и анионообменной смолы в галогенной форме. Смотрите, например, JP-A-57-139026. Такие анионообменные смолы галогенного типа включают галогениды хлора, брома и иода и, в частности, основные анионообменные смолы. В особенности подходящей согласно описанию является анионообменная смола в хлоридной форме, такая как DOWEXТМMSA-1, которая является анионообменной смолой, содержащей в качестве электроположительных центров группы бензилтриметиламмония. Недостатком этого способа является то, что поток продуктов содержит смесь как гликолей, так и карбонатов. Выделение гликолей из смеси затруднительно, потому что температуры кипения дигликолей и карбонатов близки. Кроме того, отделение этиленгликоля дополнительно усложнено вследствие близости относительных летучестей этиленгликоля и этиленкарбоната при низких концентрациях этиленкарбоната в этиленгликоле.
Еще один вариант использует подобный способ взаимодействия алкиленоксида и воды в присутствии диоксида углерода, но он использует бикарбонатную форму анионообменной смолы.
Смотрите, например, российские патенты 2002726 и 2001901. В цитированных российских публикациях специально описывается использование Anionites AV-17 и AV-17-T в качестве анионообменных смол. Они описаны как полистиролы, сшитые дивинил-бензолом и имеющие четвертичные аммониевые группы в бикарбонатной форме. Российские публикации, кроме этого, описывают использование диоксида углерода в количествах в диапазоне от по меньшей мере 0,01 весового процента (вес. %). В этом варианте способа пытаются устранить трудность выделения из карбоната продукта алкиленгликоля, но этому способу все еще свойственен недостаток, заключающийся в нежелательно низкой производительности или активности при температурах, которые не вызывают быстрой потери активности катализатора (<130oС). Активность может быть повышена при проведении процесса при более высоких температурах, но при высокой температуре катализатор быстро теряет активность, и таким образом катализатор необходимо часто заменять. В любом случае, требуются большие количества катализатора. Кроме этого, селективность относительно низка в сравнении с системами, которые работают без диоксида углерода.
В WO 95/20559 A указывается, что упомянутые выше российские публикации (подобные публикациям о смолах галогенатного типа) не обходятся без добавления в исходную смесь диоксида углерода. Согласно WO 95/20559 A, диоксид углерода оказывает отрицательное воздействие на каталитическую активность бикарбонатных ионообменных смол типа четвертичного аммония, и описывается проведение процесса по существу в отсутствие диоксида углерода. Однако способ, описанный в WO 95/20559A страдает от недостатка, заключающегося в нежелательно коротком сроке службы катализатора и нежелательном набухании смолы при разумных температурах (например, >95oС).
Одной альтернативой для повышения желательности упомянутых выше типов анионообменных смол является повышение активности катализатора в результате увеличения температуры, при которой проводится процесс. Однако одним потенциальным недостатком упомянутых выше обычных типов анионообменных смол является их ограниченная стойкость к действию высоких температур. Поэтому одна публикация описывает каталитическую систему, в которой используется аммониевая соль полимерного органосилоксана (смотрите WO 97/19043), а другая публикация описывает каталитическую систему, в которой используется бикарбонатная форма ионообменной смолы, которая содержит в качестве электроположительных центров атомы азота, связанные с двумя или более атомами, отличными от углеродных атомов метильных групп (смотрите WO 97/33850). В обеих этих публикациях полагается, что их каталитические системы являются решениями потенциальной проблемы для более типичных анионообменных смол, для которых было обнаружено, что при жестких условиях проведения реакции (высокая температура и/или длительная эксплуатация) происходит неприемлемое ухудшение селективности по алкиленгликолю. Один недостаток таких каталитических систем заключается в том, что они обычно более дорогостоящие по сравнению с более типичными системами, такими как катализатор типа MSA-1.
Желательно иметь более продолжительные сроки службы катализатора и более высокую активность в процессе получения алкиленгликоля при использовании более типичных анионообменных смол.
Краткое изложение изобретения.
В одном аспекте настоящее изобретение представляет собой способ получения алкиленгликолей, включающий взаимодействие алкиленоксида с водой в присутствии анионообменной смолы и комбинации добавок, где комбинация добавок включает диоксид углерода и органическое или неорганическое основание в количестве, достаточном для поддержания рН реакционной смеси от приблизительно 5,0 до 9,0 при условии, что если основанием является бикарбонат или карбонат, то анионообменной смолой является аниообменная смола на основе триметил-бензиламмония.
Во втором аспекте настоящее изобретение представляет собой способ получения алкиленгликолей, включающий взаимодействие алкиленоксида с водой в присутствии анионообменной смолы и комбинации добавок, где комбинация добавок включает диоксид углерода и органическое или неорганическое основание в количестве, достаточном для поддержания скорости набухания смолы меньше чем 1,0% в день.
Удивительно, но в способе получения алкиленгликолей могут быть использованы более типичные анионообменные смолы за счет обеспечения комбинации добавок в ходе способа. В противоположность предшествующему уровню техники было обнаружено, что для синтеза алкиленгликолей желательно присутствие диоксида углерода и что также необходимо поддерживать рН реакционной смеси между приблизительно 5,0 и 9,0. Преимущество этого изобретения заключается в том, что оно обеспечивает желательный срок службы и активность катализатора и обеспечивает желательную селективность по алкиленгликолю, в то же время минимизируя набухание смолы. Более того, данное изобретение не требует того, чтобы диоксид углерода, обычно образующийся в ходе процессов получения алкиленоксидов, был бы полностью удален из алкиленоксида перед получением алкиленгликоля.
Подробное описание изобретения.
Настоящее изобретение представляет собой способ получения алкиленгликолей из алкиленоксида и воды. Предпочтительные алкиленоксиды включают этиленоксид, пропиленоксид и бутиленоксид, и предпочтительные алкиленгликоли включают их соответствующие моноалкиленгликоли; этиленгликоль (ЭГ), пропиленгликоль (ПГ) и бутиленгликоль (БГ). Наиболее предпочтительно изобретение представляет собой способ получения моноэтиленгликоля из этиленоксида и воды.
Для практики данного изобретения могут быть использованы все типа воды, такие как пресная вода, деионизированная вода, вода, перегнанная водяным паром, а также дистиллированная вода, полученная в процессе дегидратации при получении алкиленоксида и алкиленгликоля. Вода не должна содержать органические вещества, такие как гуминовую или фульвовую кислоту, которые отравляют анионообменную смолу, но вода может содержать гликоли, такие как остаточные гликоли со стадии разделения воды и продукта гликоля. Вода не должна содержать ионы металлов, в особенности железа. Вода обеспечивается в количестве, которое представляет собой стехиометрический избыток по сравнению с количеством, необходимым для образования требуемого гликоля в реакции с эпоксидом. Предпочтительно молярное отношение воды к эпоксиду в исходной смеси составляет по меньшей мере приблизительно 1,1, более предпочтительно по меньшей мере приблизительно 2,0 и даже более предпочтительно по меньшей мере приблизительно 5,0. Предпочтительно молярное отношение воды к эпоксиду в исходной смеси составляет не более чем приблизительно 30, более предпочтительно не более чем приблизительно 25 и даже более предпочтительно не более чем приблизительно 20. Специалистам в данной области будет понятно, что это отношение будет меняться в зависимости от используемых эпоксидных соединений, условий реакции и конкретного используемого катализатора.
В свете представленного описания выбор подходящей анионообменной смолы зависит от специалиста в данной области техники. Как правило, такие анионообменные смолы включают упомянутые выше анионообменные смолы галогенатного и/или бикарбонатного типа и обменные смолы карбонатного и гидроксидного типа или комбинацию любых смол из вышеназванных, но они не включают обменные смолы металлатного типа с любыми возможными электроположительными центрами. Иллюстративным примером обменных смол галогенатного типа является вариант, описанный в JP-A-57-139026 (включен в описание в качестве ссылки). Иллюстративными примерами обменных смол бикарбонатного типа являются варианты, описанные в WO 95/20559, WO 97/33850, российские патенты 3 2002726 и 2001901 (каждый из которых включен в описание в качестве ссылки). Особенно предпочтительно, когда анионнообменная смола содержит группы четвертичного аммония. Примеры подходящих, коммерчески доступных, анионообменных смол включают AmberliteТМIRA серий 400 и 900 (на основе полистиролов, сшитых дивинилбензолом) (Rohm and Haas); LewatitТМM 500 WS (Bayer); DuolliteТМ A 368, A-101D, ES-131 и A-161 (Rohm and Haas); и DOWEXТМMSA-1, MARATHON А и MARATHON MSA (The Dow Chemical Company). Сильноосновные анионообменные смолы с группами триметилбензиламмония (тип 1) особенно предпочтительны для настоящего изобретения, т. к. являются смолами на основе полистирола, сшитого дивинилбензолом.
Реакцию по изобретению проводят в присутствии комбинации добавок, содержащих диоксид углерода и органическое или неорганическое основание. Диоксид углерода может быть подан в реакцию любым удобным способом. Диоксид углерода может быть, например, введен отдельно и/или вместе с одним или несколькими сырьевыми потоками. Диоксид углерода может присутствовать в алкиленоксидном сырье в качестве побочного продукта процесса получения алкиленоксида. Например, ЭО обычно содержит 0,0001-0,01% (вес.) CO2. Таким образом, если количество, присутствующее в алкиленоксидном сырье, будет достаточно велико, дополнительного диоксида углерода не потребуется. Диоксид углерода может присутствовать в реакционной смеси в виде растворенного диоксида углерода, в газообразной форме, в виде угольной кислоты или в виде солей угольной кислоты. Предпочтительно диоксид углерода (или его эквивалент, такой как NаНСО3) присутствует в реакционной смеси в существенном количестве, которое определяется в описании как количество, равное или более чем 0,0001% (вес.), более предпочтительно 0,0005% (вес.), наиболее предпочтительно 0,001% (вес). Предпочтительно диоксид углерода присутствует в реакционной смеси в количестве, менее чем или равном 0,1% (вес.), предпочтительно 0,05% (вес.), более предпочтительно 0,01% (вес.). "Весовой процент диоксида углерода", как используется в описании, основывается на общем весе диоксида углерода или его эквивалента в реакционной смеси. "Реакционная смесь" предполагает включение каждого из компонентов, подаваемых в реакционную систему, которая включает по меньшей мере алкиленоксид, воду и комбинацию добавок.
Другой добавкой для реакции настоящего изобретения является органическое или неорганическое основание. Такая добавка обычно включает любые органические или неорганические основания, такие как алкиламины, пиридин, фосфаты щелочных металлов, сульфаты щелочных металлов, карбонаты щелочных металлов, бикарбонаты щелочных металлов, гидроксид щелочного металла и их комбинации. "Основания", как используется в настоящем изобретении, определяются как соединения, которые при добавлении к воде дают рН более чем 7,0. Предпочтительно органическое или неорганическое основание включает гидроксид натрия (NaOH), карбонат натрия (Nа2СО3), бикарбонат натрия (NаНСО3) или любую их комбинацию. Органическое или неорганическое основание обеспечивается в количестве, достаточном для поддержания рН реакционной смеси при нижнем пределе приблизительно 5,0, более предпочтительно приблизительно 5,5 и наиболее предпочтительно приблизительно 6,0. Для верхнего предела рН органическое или неорганическое основание обеспечивается в количестве, достаточном для поддержания рН реакционной смеси, менее чем или равным приблизительно 9,0, предпочтительно приблизительно 8,0 и более предпочтительно приблизительно 7,0. Термин "рН реакционной смеси" обозначает рН смеси, которая включает каждый из компонентов, подаваемых в реакционную систему, включая по меньшей мере алкиленоксид, воду и комбинацию добавок. При высоких температурах процесса (например, >95oС) предпочтительно, чтобы рН реакции поддерживался на нижнем пределе во избежание быстрого разложения ионообменной смолы.
Добавление к воде СО2 снижает рН воды. Чистая вода имеет рН 7,0. Вода, насыщенная чистым СО2 при атмосферном давлении и 25oС, содержит приблизительно 0,15% (вес. ) СО2 и имеет рН приблизительно 3,8. Вода, насыщенная воздухом (который содержит 0,033% (об.) СO2), при атмосферном давлении и 25oС содержит приблизительно 0/00005% (вес.) СО2 и имеет рН приблизительно 5,6. Добавление к воде, которая содержит СО2, основания увеличивает рН воды, не приводя к удалению СО2 из воды. Присутствие алкиленоксида и/или алкиленгликолей оказывает незначительное влияние на рН.
Добавление к воде бикарбоната щелочного металла (например, NаНСО3) увеличивает рН воды с 7,0 до 8,4, что находится в пределах предпочтительного диапазона рН. Поэтому, если диоксид углерода в исходной реакционной смеси присутствует в виде бикарбоната щелочного металла, дополнительного основания не потребуется. Более того, добавление бикарбоната щелочного металла эквивалентно добавлению эквимолярных количеств СO2 и гидроксида щелочного металла; таким образом, для целей данного изобретения бикарбонат щелочного металла может рассматриваться как комбинация добавок.
Добавление к воде карбоната щелочного металла (например, Na2CO3) увеличивает рН воды от 7,0 до более чем 10,0, что выходит за рамки предпочтительного диапазона рН. Поэтому карбонат щелочного металла не является предпочтительным в качестве единственного источника добавки диоксида углерода, хотя он может быть предпочтительным в качестве добавки неорганического основания.
Один вариант реализации данного изобретения заключается в проведении способа в системе адиабатического реактора, такой как одиночный реактор или несколько последовательных реакторов, с промежуточным охлаждением между стадиями и постадийным добавлением исходной реакционной смеси или без них. Другой вариант реализации изобретения заключается в проведении реакции в виде реакционноспособного дистилляционного процесса, подобного описанному в международной патентной заявке РСТ PCT/US97/17936 (включенной в описание в качестве ссылки).
Результатом использования комбинации добавок по настоящему изобретению является относительно долгий срок службы катализатора. Более длительный срок службы катализатора важен при промышленном проведении процесса, поскольку он уменьшает частоту необходимых замен катализатора.
Проблема, существующая в особенности при гидролизе ЭО, заключается в набухании смолы. Другими словами, анионообменная смола с течением времени увеличивается в объеме, что затрудняет управление и контроль эксплуатационными характеристиками катализатора в промышленном процессе. Было обнаружено, что такое набухание смолы является функцией температуры реакции и концентрации ЭО. Добавление комбинации добавок, как описано в настоящем изобретении, сводит к минимуму проблему набухания смолы в сравнении с ситуацией, когда добавки отсутствуют или используется только одна добавка.
Удивительно, но по сравнению с другими типами реакторов было обнаружено, что использование комбинации добавок уменьшает скорость непрерывного набухания каталитической анионообменной смолы, которое происходит в условиях реакции гидролиза эпоксида. Известно, что ионообменные процессы и растворители приводят к набуханию анионообменных смол. Этот тип набухания обратим, а степень набухания ограничена. Однако в условиях гидролиза алкиленоксида, в особенности гидролиза ЭО, каталитическая анионообменная смола, что неожиданно, набухает непрерывно и необратимо в неограниченных масштабах. Такое непрерывное неограниченное набухание может в промышленной ситуации создавать проблемы, такие как закупорка реактора и отрицательное влияние на селективность.
Предпочтительно, при использовании комбинации добавок по настоящему изобретению скорость непрерывного неограниченного набухания уменьшается по меньшей мере на 10% в сравнении с использованием одной добавки или с отсутствием добавок, более предпочтительно по меньшей мере приблизительно на 20% и даже более предпочтительно по меньшей мере приблизительно на 30%. Таким образом, например, если скорость непрерывного набухания катализатора при отсутствии добавок составляет 1,5% в день, скорость непрерывного набухания при использовании комбинации добавок по настоящему изобретению наиболее предпочтительно уменьшается до приблизительно 1,0% или менее в день.
Разумеется, скорость набухания катализатора будет зависеть от конкретного катализатора. Более того, для катализатора, имеющего более высокую активность, может быть допущена более значительная степень набухания. Предпочтительно, скорость набухания катализатора уменьшается до менее чем 1% в день, более предпочтительно до менее чем 0,9% в день и даже более предпочтительно до менее чем 0,8% в день.
Добавление комбинации добавок также обеспечивает хорошие конверсию алкиленоксида и селективность по моноалкиленгликолю. Процент конверсии определяется как количество алкиленоксида, которое вступает в реакцию с образованием других продуктов, поделенное на количество поданного алкиленоксида. Процент селективности рассчитывается в результате деления числа молей алкиленоксида, израсходованного на образование заданного продукта, на полное число молей алкиленоксида, превратившееся во все конечные продукты. В реакциях гидролиза настоящего изобретения селективность для конечного продукта моноалкиленгликоля в оптимальном случае выше селективности для высших гликолей.
В свете представленного описания специалисты в данной области смогут оптимизировать условия проведения процесса, такие как температуру, давление и отношение воды к алкиленоксиду, в зависимости от используемой системы реактора. Как правило, тем не менее температура реакции обычно находится в интервале от приблизительно 30oС до приблизительно 150oС, предпочтительно от приблизительно 50oС до приблизительно 130oС. Давление реакции, как правило, находится в интервале от приблизительно 100 кПа до приблизительно 10000 кПа, предпочтительно от 500 кПа до приблизительно 5000 кПа.
Изобретение дополнительно будет разъяснено рассмотрением следующих примеров, целью которых является только иллюстрация использования изобретения.
Примеры
Получение катализатора
Катализатором, использованным в примерах, был DOWEXТМMSA-1, в хлоридной анионной форме, с ионообменной способностью 1,3 миллиэквивалента на миллилитр влажной смолы. Хлоридная форма смолы была преобразована в бикарбонатную форму для использования в примерах.
Описание реактора
Реактором была трубка из нержавеющей стали 316 с внутренним диаметром 1,1 см и длиной 23 см, снабженная рубашкой. Для поддержания постоянной однородной температуры реакции через рубашку циркулировал жидкий теплоноситель при 95oС. Для измерения температуры реакции концентрично внутри трубки была установлена термопара с наружным диаметром 3,2 мм с шестью равномерно распределенными спаями. В трубку было загружено 20 мл каталитической смолы. Исходные потоки воды и этиленоксида прокачивали при постоянных расходах, смешивали и подавали в реактор. Реактор эксплуатировали при 12 бар во избежание образования пара.
Пример 1. Проведение процесса без каких-либо добавок (сравнительный пример).
Раствор исходной реакционной смеси
Чистота исходного этиленоксида составляла 99,9% с неизвестным содержанием СO2 и скорость подачи была 8,3 г/ч. Водный поток представлял собой 64 г/ч деионизированной воды, не содержащей СO2 (сопротивление 18 МОм, рН 7,0).
Результаты
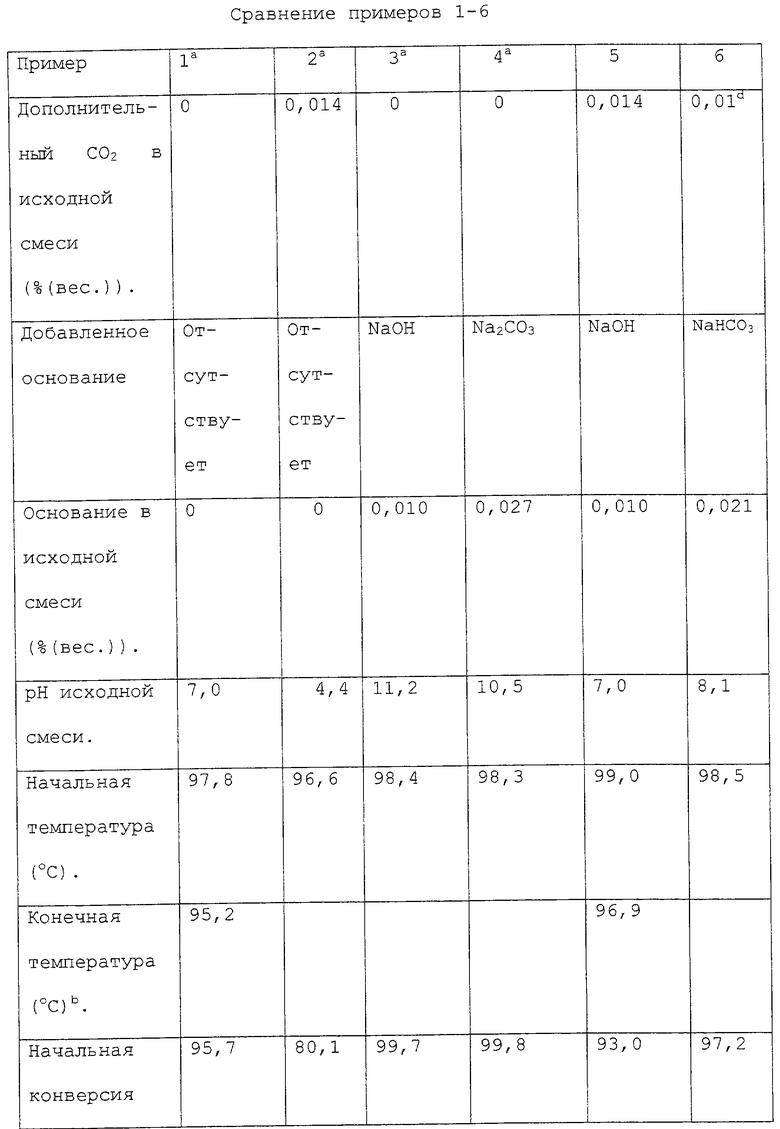
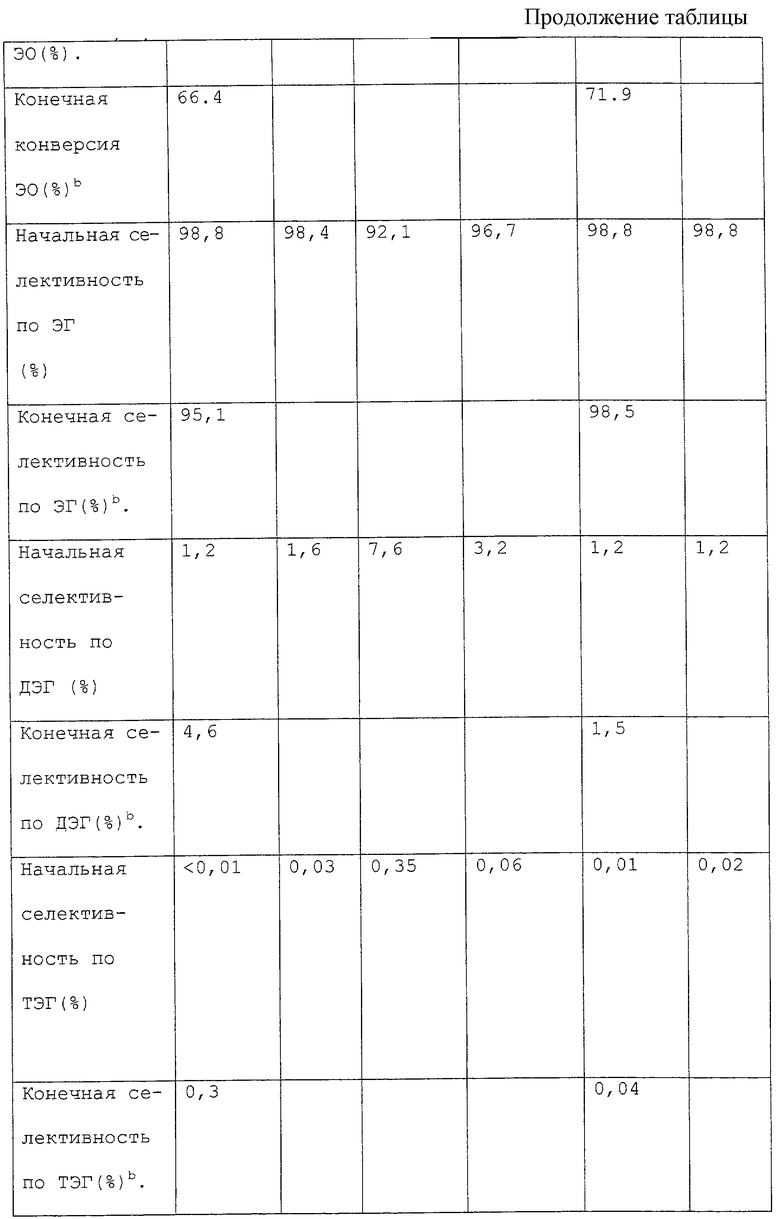
Конечные продукты анализировали методом газовой хроматографии на наличие этиленоксида (ЭО), моноэтиленгликоля (МЭГ), диэтиленгликоля (ДЭГ) и триэтиленгликоля (ТЭГ). В начале эксперимента средняя температура реактора составляла 97,8oС, конверсия ЭО составляла 95,7%, селективность по ЭГ составляла 98,8%, селективность по ДЭГ составляла 1,2%, а селективность по ТЭГ составляла менее чем 0,01%. Молярную селективность рассчитывали делением числа молей ЭО, израсходованных на образование заданного продукта, на полное число молей ЭО, превратившееся во все конечные продукты. Эксперимент продолжали в течение 180 дней с измерением конверсии, селективности, дезактивации катализатора и увеличения объема смолы. Спустя 42 дня объем смолы увеличился до 35 мл; 15 мл были удалены, а 20 мл были повторно загружены в реактор. Спустя 143 дня объем повторно загруженной смолы увеличился до 40 мл; 20 мл были удалены, а 20 мл были загружены обратно в реактор. Спустя 153 дня скорости подачи воды и ЭО были снижены на 50% для компенсации удаления и дезактивации катализатора. В конце эксперимента (180 дней) средняя температура реактора составляли 95,2oС, конверсия ЭО составляла 66,4%, селективность по ЭГ составляла 95,1%, селективность по ДЭГ составляла 4,6% и селективность по ТЭГ составляла 0,3%. Период полудезактивации катализатора (то есть время, необходимое для потери катализатором 50% его активности) был определен равным 357±7 дней. При определении периода полудезактивации катализатора учитывали удаление катализатора, изменение средней температуры реактора и уменьшение скоростей подачи. Увеличение объема смолы происходило со скоростью 1,5±0,1%/день.
Пример 2. Проведение процесса в присутствии только CO2, но без органического или неорганического основания (сравнительный пример).
Расход исходной реакционной смеси
Чистота исходного этиленоксида составляла 99,9% с неизвестным содержанием CO2, а скорость подачи составляла 8,2 г/ч. Водный поток представлял собой 64 г/ч воды, насыщенной 10% СО2 в гелии при 23oС и 1 атм. (рН 4,4). Объединенный подаваемый поток воды и ЭО содержал 0,014% (вес.) СO2.
Результаты
В начале эксперимента средняя температура реактора составляла 96, 6oС, конверсия ЭО была 80,1%, селективность по ЭГ составляла 98,4%, селективность по ДЭГ составляла 1,6%, а селективность по ТЭГ - 0,03%. Эксперимент не продолжали при тех же условиях, потому что активность катализатора была слишком низка, чтобы представлять коммерческий интерес, поэтому в условиях, использованных в этом примере, период полудезактивации катализатора и скорость набухания не измеряли.
Пример 3. Проведение процесса в присутствии только NaOH, но без СО2 (сравнительный пример).
Раствор исходной реакционной смеси
Чистота исходного этиленоксида составляла 99,9% с неизвестным содержанием CO2, а скорость подачи была 8,2 г/ч. Водный поток представлял собой 64 г/ч воды с 0,011% (вес.) NaOH (pH 11,2). Объединенный подаваемый поток воды и ЭО содержал 0,01% (вес.) NaOH.
Результаты
После двух дней подачи раствора NaOH средняя температура реактора составляла 98,4oС, максимальная конверсия ЭО составляла 99,7%, селективность по ЭГ составляла 92,1%, селективность по ДЭГ составляла 7,6%, а селективность по ТЭГ - 0,35%. Спустя еще два дня температуру реактора не изменяли, конверсия ЭО составляла 99,2%, селективность по ЭГ - 91/8%, селективность по ДЭГ составляла 7,8%, а селективность по ТЭГ составляла 0,42%. В этот момент эксперимент прекращали, потому что катализатор увеличился в объеме и полностью заполнил реактор, таким образом препятствуя прохождению потока через слой катализатора. Конечный объем катализатора составил 28 мл; скорость увеличения объема была 7,7%/день. Период полудезактивации катализатора составил 6,9±0,4 дней.
Пример 4. Проведение процесса в присутствии только Na2CO3 (сравнительный пример).
Расход исходной реакционной смеси
Чистота исходного этиленоксида составляла 99,9% с неизвестным содержанием СO2, а скорость подачи составляла 8,2 г/ч. Водный поток представлял собой 64 г/ч воды с 0,03% (вес.) Na2CO3 (pH 10,5). Объединенный подаваемый поток воды и ЭО содержал 0,027% (вес.) Nа2СО3.
Результаты
После двух дней подачи раствора Nа2СО3 средняя температура реактора составляла 98,3oС, максимальная конверсия ЭО составляла 99,8%, селективность по ЭГ была 96,7%, селективность по ДЭГ составляла 3,2%, а селективность по ТЭГ - 0,06%. Спустя еще восемь дней средняя температура реактора составляла 98,7oС, конверсия ЭО равнялась 98,4%, селективность по ЭГ была 96,6%, селективность по ДЭГ составляла 3,3%, а селективность по ТЭГ была равна 0,07%. В этот момент эксперимент прекращали, потому что катализатор увеличился в объеме и полностью заполнил реактор, таким образом препятствуя прохождению потока через слой катализатора. Конечный объем катализатора составил 28 мл; скорость увеличения объема была 3,9%/день. Период полудезактивации катализатора составил 12,5±0,3 дней.
Пример 5. Проведение процесса в присутствии комбинации добавок СO2 и NaOH.
Раствор исходной реакционной смеси
Чистота исходного этиленоксида составляла 99,9% с неизвестным содержанием СО2, а скорость подачи была 8,2 г/ч. Водный поток представлял собой 32 г/ч воды, насыщенной 20% СO2 в N2 при 23oС и 1 атм., и 32 г/ч воды с 0,023% (вес.) NaOH. Объединенный подаваемый водный поток имел pH 7,0 и общий объединенный поток содержал 0,014% (вес.) СО2 и 0,01% (вес.) NaOH.
Результаты
После восьми дней стабильного протекания процесса средняя температура реактора составляла 99,0oС, конверсия ЭО равнялась 93,0%, селективность по ЭГ была 98,8%, селективность по ДЭГ составляла 1,2%, а селективность по ТЭГ была равна 0,01%. Эксперимент продолжали в течение 180 дней с измерением конверсии, селективности, дезактивации катализатора и увеличения объема смолы. Спустя 95 дней объем смолы увеличился до 31 мл; 11 мл были удалены, а 20 мл были повторно загружены в реактор. Спустя 157 дней скорости подачи воды и ЭО были уменьшены на 25% для компенсации удаления и дезактивации катализатора. В конце эксперимента (180 дней) средняя температура реактора составляла 96,9oС, конверсия ЭО была равна 71,9%, селективность по ЭГ была 98,5%, селективность по ДЭГ равнялась 1,5%, а селективность по ТЭГ составляла 0,04%. Период полудезактивации катализатора был определен равным 394±7 дней. При определении периода полудезактивации катализатора учитывали удаление катализатора и уменьшение скоростей подачи. Увеличение объема смолы происходило со скоростью 0,7±0,04%/день.
Пример 6. Проведение процесса в присутствии NaHCO3, эквивалента эквимолярному добавлению CO2 и NaOH.
Раствор исходной реакционной смеси
Чистота исходного этиленоксида составляла 99,9% с неизвестным содержанием СO2, а скорость подачи была 8,2 г/ч. Водный поток представлял собой 64 г/ч воды с 0,024% (вес.) NaHCO3 (рН 8,1; эквивалент раствору с 0,013% (вес.) CO2 и 0,011% (вес.) NаОН). Объединенный подаваемый поток воды и ЭО содержал 0,021% (вес.) NаНСО3 (эквивалент раствору с 0,011% (вес.) СO2 и 0,01% (вес.) NaOH).
Результаты
После двух дней подачи раствора NаНСО3 средняя температура реактора составляла 98,5oС, максимальная конверсия ЭО равнялась 97,2%, селективность по ЭГ была 98,8%, селективность по ДЭГ составляла 1,2%, а селективность по ТЭГ была равна 0,02%. Спустя еще четыре дня температуру реактора не изменяли, конверсия ЭО и селективности по гликолям не изменялись. В этот момент эксперимент был прекращен, потому что слой катализатора перегрелся вследствие потери подачи воды. Конечный объем катализатора составил 21,5 мл, скорость увеличения объема была равна 1,1%/день. В ходе эксперимента дезактивации катализатора не происходит, поэтому время полудезактивации определить было нельзя.
Таблица (см. в конце описания) представляет собой краткое изложение примеров. Селективности для 180 дней могут быть сопоставлены непосредственно, потому что конверсия ЭО была приблизительно одинаковой в каждом примере.
По сравнению с системой без добавок в исходную реакционную смесь (пример 1) система с добавлением только СО2 (пример 2) характеризуется намного меньшей активностью катализатора и меньшей селективности по ЭГ, а системы с добавлением только основания (примеры 3 и 4) характеризуются намного меньшими селективностью по ЭГ и сроком службы катализатора и намного большей скоростью набухания. Следовательно, ни система с добавлением только СО2, ни системы с добавлением только основания не имеют преимуществ по сравнению с системой без добавок. Однако комбинация добавок СО2 и основания или ее эквивалент, такой как бикарбонат (примеры 5 и 6), обеспечивают некоторые неожиданные преимущества по сравнению с системой без этих добавок или только с одной из этих добавок. По сравнению с системой без добавок система с объединенной добавкой СО2/основание поддерживает высокую селективность по ЭГ в течение нескольких месяцев, увеличивает срок службы катализатора и уменьшает скорость набухания катализатора без значительного уменьшения активности катализатора. Система с объединенной добавкой СО2/основание характеризуется намного большей активностью катализатора и более высокой селективностью по ЭГ по сравнению с системой с добавлением только СО2. Система с объединенной добавкой СО2/основание характеризуется намного более высокими селективностью по ЭГ и сроком службы катализатора и намного меньшим набуханием катализатора по сравнению с системой с добавлением только основания.
Другие варианты реализации изобретения будут очевидны для специалистов в данной области из рассмотрения описания данного изобретения или практики изобретения, раскрытой в данном описании. Предполагается, что описание изобретения и пример следует рассматривать только в качестве иллюстрации, а подлинный объем и сущность изобретения приведены в следующей далее формуле изобретения.

Изобретение относится к способу получения алкиленгликолей, которые используются в качестве сырья при получении сложных полиэфиров, простых полиэфиров, антифриза, растворенных поверхностно-активных веществ и в качестве растворителей и основных материалов при получении полиэтилентерефталатов. Способ включает взаимодействие алкиленоксида с водой в присутствии анионообменной смолы в качестве катализатора и комбинации добавок, которая включает диоксид углерода и органическое или неорганическое основание, такое как гидроксид натрия, карбонат натрия, бикарбонат натрия или любая их комбинация, в количестве, достаточном для поддержания скорости набухания смолы менее чем 1,0% в день. Процесс можно проводить в системе адиабатического реактора, системе изотермического реактора или в их комбинации. Способ позволяет повысить срок службы и активность катализатора. 11 з.п. ф-лы, 1 табл.
| Бесколесный шариковый ход для железнодорожных вагонов | 1917 |
|
SU97A1 |
| RU 2001901 C1, 30.10.1993 | |||
| RU 2002726 C1, 15.11.1993 | |||
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
| Прибор для очистки паром от сажи дымогарных трубок в паровозных котлах | 1913 |
|
SU95A1 |
| US 4349417 А, 14.09.1982. | |||

