Предлагаемое изобретение относится к обработке металлов давлением и может быть использовано для удаления окалины с поверхности горячекатаной полосы при ее прокатке.
Наиболее близким к предлагаемому техническому решению по технической сущности и достигаемому результату, по мнению авторов, является способ удаления окалины по а.с. СССР 392999, кл. В 21 В 45/08, включающий подачу струи охладителя через сопла в поперечном направлении к движущейся полосе, локализацию струи по ширине последней и удаление охладителя.
Недостатком известного технического решения является низкая эффективность удаления окалины с поверхности горячекатаного проката. Это обусловлено тем, что охладитель, имея избыточное давление в зоне локализации, вытекает из нее как по ходу полосы (чему способствует и вынесение его полосой), так и против ее хода. Натекая на поверхность набегающей полосы, охладитель подстуживает окалину до ее подхода к зоне локализации упомянутого охладителя. В результате скорость ее охлаждения в зоне локализации охладителя снижается, что влечет за собой низкую эффективность отделения окалины от поверхности полосы.
Растекание охладителя по ходу полосы приводит к выносу окалины из зоны ее сбива, подстуживанию поверхности полосы и значительному перепаду температур по ее толщине.
Кроме того, в прототипе зона локализации струи охладителя расположена перпендикулярно относительно направления перемещения горячекатаной полосы. В этом случае удаление отработанного охладителя со взвешенной в нем сбитой окалиной происходит только за счет перепадов давления в зоне локализации и на выходе из нее.
При этом из-за перпендикулярности направлений потока отработанного охладителя и перемещения горячекатаной полосы велика вероятность затягивания загрязненного окалиной охладителя в зазор между коллектором и полосой.
Вышеперечисленные недостатки приводят к возможности получения горячекатаной полосы с дефектом "вкатанная окалина", прокатке в двухфазной зоне и в конечном итоге к снижению качества горячекатаной полосы и повышению себестоимости ее производства.
Задача, на решение которой направлено техническое решение - повышение эффективности удаления окалины с поверхности горячекатаного проката и снижение подстуживания полосы перед сбивом окалины и перед прокаткой. При этом достигается возможность получения такого технического результата, как повышение качества горячекатаного проката за счет снижения количества отбракованного металла, в том числе с дефектом "вкатаная окалина", повышение стабильности свойств по толщине полосы и снижение себестоимости производства горячекатаного проката.
Вышеуказанные недостатки исключаются тем, что в способе удаления окалины с горячекатаной полосы, включающем подачу струи охладителя через сопла в поперечном направлении к движущейся полосе, локализацию струи по ширине последней и удаление охладителя, охладитель, вышедший за пределы локализованной зоны, дополнительно удаляют на входе и выходе из нее, при этом струю охладителя локализуют по потокам, расходящимся друг относительно друга под углом, вершина которого направлена навстречу направлению прокатки.
Сопоставительный анализ предложенного технического решения по сравнению с прототипом показывает, что заявляемое решение отличается возможностью удаления охладителя, вышедшего за пределы локализованной зоны на входе и на выходе из нее, а также локализацией охладителя по потокам, расходящимся друг относительно друга под углом, вершина которого направлена навстречу направлению прокатки. Отсюда следует, что предложенное техническое решение соответствует критерию изобретения "Новизна".
Сравнительный анализ предложенного технического решения не только с прототипом, но и с другими техническими решениями не позволит выявить существенные признаки, присущие заявляемому решению. Отсюда следует, что заявленная совокупность существенных отличий обеспечивает получение вышеуказанного технического результата, что по мнению авторов соответствует критерию изобретения "Изобретательский уровень".
Предлагаемое техническое решение будет понятно из следующего описания и приложенных к нему чертежей:
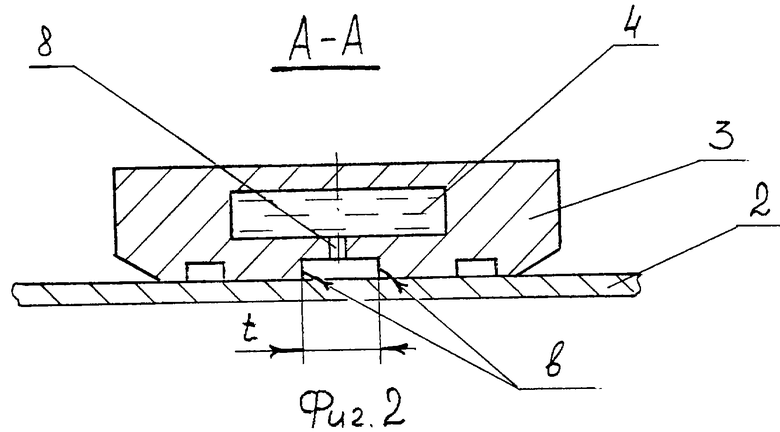
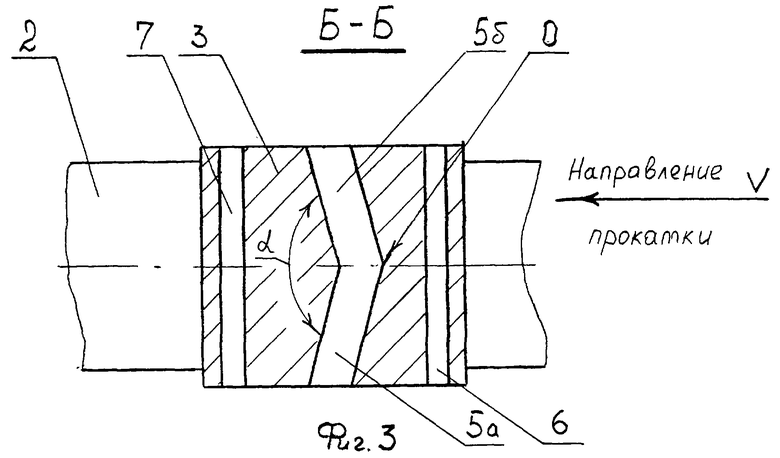
На фиг. 1 показана схема осуществления предлагаемого способа; на фиг.2 изображен разрез А-А фиг.1; на фиг.3 изображен разрез Б-Б фиг.1.
Способ осуществляется следующим образом.
При движении по роликам транспортного средства 1 горячекатаного проката 2 и входе его в рабочую зону коллектор 3 прижимается к обрабатываемой поверхности и одновременно в его камеру 4 подается охладитель под низким давлением.
В коллекторе 3 выполнен паз 5, состоящий из 2-х участков 5а и 5б, расходящихся друг относительно друга под углом α, вершина - О - которого направлена навстречу направлению - V - прокатки. Перед пазом 5, по ходу движения полосы и после него, выполнены поперечные пазы 6 и 7.
Через сопла 8 охладитель поступает в поперечном направлении к движущейся обрабатываемой поверхности проката 2. При этом охладитель локализуется по ширине проката 2 стенками - b - паза 5 коллектора 3 и перемещается по закрытому каналу, образованному упомянутым пазом 5 и поверхностью горячекатаного проката 2. При перемещении последнего его обрабатываемая поверхность последовательно проходит рабочую зону под коллектором 3 и взаимодействует с охладителем. В локализованной зоне, ограниченной пазом 5, происходит интенсивное, с высокой скоростью, охлаждение окалины. Под действием нормальных и касательных температурных напряжений окалина отделяется от поверхности горячего проката и по закрытому каналу потоком охладителя выносится за край проката.
В локализованной зоне охладитель, контактирующий с полосой 2, перемещается вместе с ней, приобретая ее скорость и направление.
Так как участки 5а и 5б паза 5 расположены под углом α/2 к направлению - V - перемещения проката 2 и сориентированы, как указано выше, то частицы охладителя, находящиеся в локализованной зоне, получают дополнительную составляющую перемещения кроме той, которая вызвана перепадом давлений, имеющую направление от центра проката к его краю. Это способствует более эффективному удалению отработанного охладителя со взвешенной в нем окалиной из рабочей зоны и снижает вероятность затягивания охладителя с окалиной в зазор между коллектором и прокатом.
Как указано выше, охладитель из зоны локализации растекается как по ходу полосы, так и против ее хода, перемещается в зазоре между коллектором 3 и прокатом 2 до поперечных пазов и, где скорость его перемещения снижается, он заполняет пазы и по ним отводится к краям полосы, где затем сливается под рольганг стана. Таким образом, поперечные пазы и выполняют роль лабиринтного уплотнения, не позволяя охладителю растекаться вдоль полосы.
Это в конечном итоге способствует уменьшению подстуживания полосы перед сбивом окалины и прокаткой и, как следствие, к повышению эффективности удаления окалины с поверхности полосы, уменьшению перепадов температур по толщине полосы, повышению качества горячекатаного проката.
Пример.
На ОАО "Новолипецкий металлургический комбинат" в листопрокатном цехе 3 полоса из стали марки 08Ю толщиной 38 мм, шириной 1800 мм с температурой 980oС перед прокаткой в числовой группе клетей широкополосного стана 2000 подвергается обработке по удалению окалины при скорости ее движения 0,7 м/сек. Усилие прижатия коллектора составляет 0,5 кгс/см2, а давление охладителя в коллекторе 0,12 кгс/см2. Охладитель подают через сопла в поперечном направлении к движущейся полосе в зону его локализации (закрытый канал) шириной 20 мм, образованную рабочими поверхностями коллектора и полосы.
При этом струю охладителя локализуют по потокам, расходящихся друг относительно друга под углом, вершина которого направлена навстречу направлению прокатки.
При перемещении проката его обрабатываемая поверхность последовательно проходит рабочую зону под коллектором и взаимодействует с охладителем.
В локализованной зоне происходит интенсивное охлаждение окалины и ее отделение от поверхности горячего проката.
Отработанный охладитель со взвешенной в нем окалиной под действием перепада давлений и дополнительной составляющей перемещения по закрытому каналу удаляется из рабочей зоны.
Охладитель, растекшийся из зоны локализации по ходу полосы и против ее хода, собирается в поперечных пазах 6 и 7, расположенных в непосредственной близости от локализованной зоны, и отводится за пределы полосы, не подстуживая ее поверхности.
При этом эффективность удаления окалины с поверхности горячекатаного проката по сравнению и известным решением увеличилась на 21%, снизилось количество дефекта "вкатаная окалина" на 8%, повысилась равномерность свойств по толщине полосы, разброс балльности зерен снизился на 15%, уменьшилось количество отбракованного металла на 1,2%.
Отсюда следует, что задача, на решение которой направлено техническое решение, выполняется, при этом достигается вышеупомянутый технический результат.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УДАЛЕНИЯ ОКАЛИНЫ С ГОРЯЧЕКАТАНОЙ ПОЛОСЫ | 2001 |
|
RU2197350C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС | 2004 |
|
RU2279937C1 |
| СПОСОБ ОХЛАЖДЕНИЯ РАБОЧЕГО ВАЛКА СТАНА ГОРЯЧЕЙ ПРОКАТКИ | 2000 |
|
RU2183143C2 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ПРОКАТНЫХ ВАЛКОВ И ПРОКАТА | 2001 |
|
RU2193935C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ АНИЗОТРОПНОЙ СТАЛИ | 1998 |
|
RU2125102C1 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛОСОВОГО ПРОКАТА | 2001 |
|
RU2208484C2 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ПРОКАТНЫХ ВАЛКОВ | 2001 |
|
RU2193936C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС | 2004 |
|
RU2254181C1 |
| СПОСОБ ПРОИЗВОДСТВА РУЛОНОВ ГОРЯЧЕКАТАНОЙ ТРУБНОЙ СТАЛИ | 2004 |
|
RU2270064C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ШИРОКИХ ПОЛОС | 2005 |
|
RU2300431C1 |
Изобретение относится к обработке металлов давлением и может быть использовано для удаления окалины с поверхности горячекатаной полосы при ее прокатке. Задача изобретения - повышение эффективности удаления окалины с поверхности горячекатаного проката и снижение подстуживания полосы перед сбивом окалины и перед прокаткой. Способ удаления окалины с горячекатаной полосы включает подачу струи охладителя через сопла в поперечном направлении к движущейся полосе, локализацию струи по ширине последней и удаление охладителя. Новым в способе является то, что охладитель, вышедший за пределы локализованной зоны, дополнительно удаляют на входе и выходе из нее, при этом струю охладителя локализуют по потокам, расходящимся друг относительно друга под углом, вершина которого направлена навстречу направлению прокатки. Изобретение обеспечивает интенсификацию удаления окалины при снижении подстуживания полосы. 3 ил.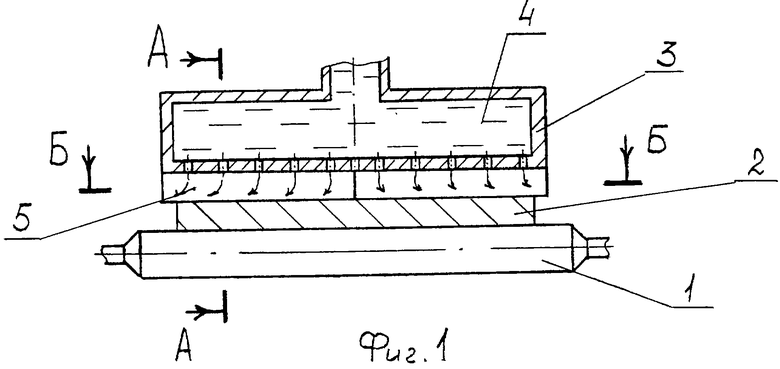
Способ удаления окалины с горячекатаной полосы, включающий подачу струи охладителя через сопла в поперечном направлении к движущейся полосе, локализацию струи по ширине последней и удаление охладителя, отличающийся тем, что охладитель, вышедший за пределы локализованной зоны, дополнительно удаляют на входе и выходе из нее, при этом струю охладителя локализуют по потокам, расходящимся друг относительно друга под углом, вершина которого направлена навстречу направлению прокатки.
| УСТРОЙСТВО для ГИДРОСБИВА ОКАЛИНЫ | 0 |
|
SU392999A1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ПРОВОЛОКИ | 1998 |
|
RU2120830C1 |
| Способ регулирования температуры полосы в очаге деформации | 1982 |
|
SU1026351A1 |
| Способ гидравлического удаления окалины с наружной поверхности горячедеформированных труб | 1989 |
|
SU1657246A1 |
| Устройство для сбива окалины с прокатываемой заготовки | 1954 |
|
SU101509A1 |
| SU 1086607 A, 20.05.1999 | |||
| Устройство для гидросбива окалины с горячего проката | 1987 |
|
SU1477495A1 |
| ПЕПЕЛЬНИЦА | 1996 |
|
RU2105511C1 |

