Изобретение относится к прокатному производству, конкретно к охлаждению рабочих валков, и может быть использовано при горячей прокатке листов и полос.
Известен способ охлаждения прокатных валков и проката, включающий предварительное смешивание охлаждающей жидкости с воздухом и подачу водовоздушной жидкости на охлаждаемую поверхность (авт.св. СССР 651862, МПК В 21 В 27/06, 1979).
Недостаток известного способа состоит в низкой эффективности охлаждения валков, что ухудшает стойкость валков и требует для избежания их перегрева снижения темпа прокатки.
Известен также способ охлаждения прокатных валков, включающий подачу охлаждающей воды со стороны выхода металла из очага деформации на поверхность рабочего валка в две зоны - выше и ниже его горизонтальной оси (авт. свид. СССР 833336, МПК В 21 В 27/10, 1981).
Данный способ охлаждения также характеризуется недостаточной эффективностью. В результате из-за перегрева валка ухудшается качество прокатываемых полос и листов.
Наиболее близким по своей технической сущности и достигаемым результатам к предлагаемому изобретению является способ охлаждения рабочих валков, включающий подачу охлаждающей воды и водовоздушной смеси на поверхность валков со стороны выхода из очага деформации с раздельной их подачей по зонам, согласно которому водовоздушную смесь подают на участок поверхности валка с углом обхвата 6-35o, причем водовоздушную смесь создают смешиванием воды и воздуха при соотношении их давлений 1:(1,3-1,7) (авт. свид. СССР 1553227, МПК В 21 В 27/10, 1990 - прототип).
Известному способу присущи следующие недостатки. При соотношении давлений воды и воздуха 1:(1,3-1,7) не обеспечивается оптимальный расход охладителя. В результате имеет место локальный перегрев рабочих валков, сопровождающийся ухудшением формы поперечного сечения и плоскостности прокатываемых полос. Для уменьшения перегрева необходимо снижать темп прокатки, увеличивая паузы между прокаткой полос. Это приводит к снижению производительности стана. Помимо этого, водовоздушная смесь не обеспечивает полного осаждения пылевидной окалины, которая увеличивает загрязненность воздуха в рабочей зоне прокатного стана.
Техническая задача, решаемая изобретением, состоит в повышении качества прокатываемых полос и ускорении темпа прокатки при одновременном уменьшении загрязнения воздуха пылевидной окалиной.
Поставленная техническая задача решается тем, что в известном способе охлаждения рабочего валка стана горячей прокатки, включающем подачу водовоздушной смеси на участок поверхности бочки в зоне выхода из очага деформации, согласно предложению водовоздушную смесь создают распылением струи воды сжатым воздухом под давлением 1-4 МПа, при этом удельный расход воды устанавливают равным 10-90 м3/(м2•ч).
Сущность изобретения состоит в следующем. Распыление струи воды сжатым воздухом под давлением 1-4 МПа при удельном расходе воды 10-90 м3/(м2•ч) обеспечивает получение оптимальной дисперсности капель воды в водовоздушной смеси 10-30 мкм, необходимую для равномерного охлаждения бочки валка во всем диапазоне скоростей прокатки. За счет этого исключается локальный перегрев бочки валка, что благоприятно сказывается на форме поперечного сечения и плоскостности прокатываемых полос. Отсутствие локального перегрева позволяет увеличить темп прокатки за счет сокращения паузы между прокаткой сложных полос. Помимо этого, подаваемая к валку водовоздушная смесь эффективно подавляет пылевидную окалину, которую валки отрывают от полосы и выбрасывают в атмосферу в зоне выхода из стана деформации. Осажденная водовоздушной смесью окалина падает на полосу и в дальнейшем смывается с нее струями охлаждающей воды.
Экспериментально установлено, что при давлении воздуха менее 1 МПа струя воды распыляется неравномерно. Это приводит к появлению локального перегрева валка, ухудшению качества прокатываемых полос, образованию на бочке валка трещин разгара.
Увеличение давления воздуха более 4 МПа снижает эффективность охлаждения, приводит к перерасходу охладителя и ухудшению условий подавления пылевидной окалины.
Если удельный расход воды для образования водовоздушной смеси составляет менее 10 м3/(м2•ч), то такая обедненная водой смесь не обеспечивает эффективного отвода тепла от поверхности бочки валка. Во избежание локального перегрева валка темп прокатки приходится снижать, чтобы за время паузы между смежными полосами валок остыл. Кроме того, при недостатке воды в смеси возрастает загрязненность воздуха пылевидной окалиной, т.к. осаждение пыли капельками воды ухудшается. Увеличение предельного расхода воды сверх 90 м3/(м2•ч) приводит к термическим ударам из-за резкого переохлаждения бочки в зоне выхода из очага деформации, разрушению поверхности валка, снижению качества прокатываемых полос и стойкости валков.
Пример реализации способа
На выходной стороне последней 7-й клети чистовой группы непрерывного широкополосного стана 2000 горячей прокатки устанавливают форсунки для создания водовоздушной смеси. Рабочие валки клети имеют диаметр 800 мм при длине бочки 2000 мм. К форсункам подают воду и сжатый воздух под давлением Р= 2,5 МПа. Образующуюся на выходе форсунок водовоздушную смесь подают на участки поверхности бочек валков в зоне выхода из очага деформации. Удельный расход воды устанавливают равным 50 м3/(м2•ч). Остальные зоны рабочих валков охлаждают из спрееров сплошными струями воды.
Очередной раскат при температуре 1000oС задают в чистовую группу клетей и прокатывают в полосу толщиной 1,5 мм. Благодаря тому что рабочие валки 7-й клети стана охлаждают водовоздушной смесью с заданными параметрами в зоне выхода из очага деформации, исключается локальный перегрев рабочих валков. За счет этого поперечная разнотолщинность снижается до величины 0,3%, а неплоскостность до 2 мм/м. Улучшение теплового режима рабочих валков позволяет сократить паузу между двумя полосами с 30 до 10 с, что повысит производительность прокатного стана. Загрязненность воздуха пылевидной окалиной в зоне 7-й клети снизится до 8 мг/м3.
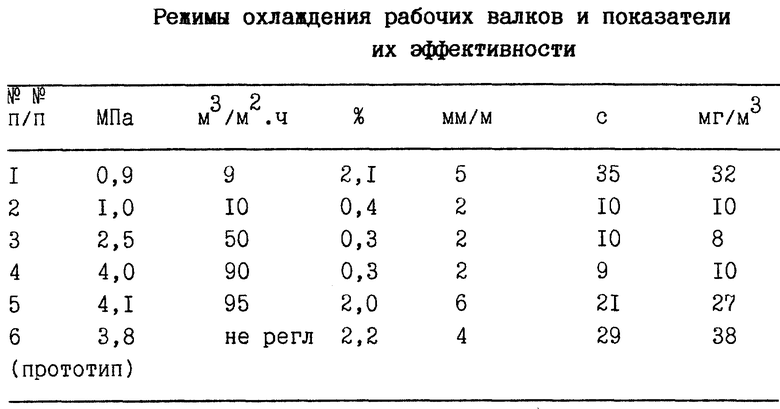
Варианты реализации предложенного способа приведены в таблице.
Из табл. следует, что при реализации предложенного способа (варианты 2-4) достигается повышение качества прокатываемых полос: поперечная разнотолщинность и неплоскостность минимальны. Пауза между прокатываемыми полосами сокращается до 9-10 с, за счет чего возрастает темп прокатки и производительность стана. Одновременно с этим загрязненность воздуха пылевидной окалиной снижается до 8-10 мг/м3.
При запредельных значениях заявленных параметров (варианты 1 и 5) или реализации способа - прототипа (вариант 6) качество прокатываемых полос ухудшается, снижается темп прокатки, увеличивается загрязненность воздуха пылевидной окалиной.
Технико-экономические преимущества предложенного способа состоят в том, что охлаждение рабочего валка в зоне выхода из очага деформации водовоздушной смесью, образованной распылением струи воды сжатым воздухом под давлением 1-4 МПа при удельном расходе воды 10-90 м3/(м2•ч), обеспечивает формирование гомогенной аэрозоли с дисперсностью капель 10-30 мкм и оптимальной плотностью орошения бочки, улучшающей условия тепловой работы валка. За счет этого достигается повышение качества прокатываемых полос, появляется возможность ускорить темп прокатки без опасности локальных перегревов бочки. Одновременно возрастает обеспыливающая эффективность охлаждающей среды.
В качестве базового объекта принят способ - прототип. Реализация предложенного способа охлаждения позволит повысить рентабельность производства горячекатаных стальных полос на 10-12%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОХЛАЖДЕНИЯ РАБОЧИХ ВАЛКОВ СТАНОВ ГОРЯЧЕЙ ПРОКАТКИ | 2011 |
|
RU2457913C1 |
| СПОСОБ ОХЛАЖДЕНИЯ ВАЛКОВ НЕПРЕРЫВНОГО СТАНА КВАРТО | 2000 |
|
RU2177845C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ПРОКАТНОГО ВАЛКА | 1999 |
|
RU2147944C1 |
| СПОСОБ ОХЛАЖДЕНИЯ ВАЛКОВ КЛЕТИ КВАРТО | 1998 |
|
RU2131310C1 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛОС | 2001 |
|
RU2210446C2 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ ВАЛКОВ ЛИСТОПРОКАТНОЙ КЛЕТИ | 1998 |
|
RU2127161C1 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ ВАЛКОВ ЛИСТОПРОКАТНОЙ КЛЕТИ КВАРТО | 1999 |
|
RU2147945C1 |
| ВАЛКОВЫЙ УЗЕЛ | 1997 |
|
RU2121402C1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПОЛОС | 1999 |
|
RU2164451C2 |
| СПОСОБ ОХЛАЖДЕНИЯ ВАЛКОВ | 1996 |
|
RU2094142C1 |
Изобретение относится к прокатному производству, конкретно - к охлаждению рабочих валков, и может быть использовано при горячей прокатке листов и полос. Техническая задача, решаемая изобретением, состоит в повышении качества прокатываемых полос и ускорении темпа прокатки при одновременном уменьшении загрязнения воздуха пылевидной окалиной. Способ включает подачу водовоздушной смеси на участок поверхности бочки в зоне выхода из очага деформации. Водовоздушную смесь создают распылением струи воды сжатым воздухом под давлением 1-4 МПа, при этом удельный расход воды устанавливают равным 10-90 м3/(м2•ч). Изобретение обеспечивает формирование гомогенной аэрозоли с дисперсностью и плотностью орошения, улучшающими условия тепловой работы валка. 1 табл.
Способ охлаждения рабочего валка стана горячей прокатки, включающий подачу водовоздушной смеси на участок поверхности бочки в зоне выхода из очага деформации, отличающийся тем, что водовоздушную смесь создают распылением струи воды сжатым воздухом под давлением 1-4 МПа, при этом удельный расход воды устанавливают равным 10-90 м3/(м2•ч).
| Способ охлаждения рабочих валков | 1988 |
|
SU1553227A1 |
| СПОСОБ ПОДГОТОВКИ ПРОКАТНЫХ ВАЛКОВ К ЭКСПЛУАТАЦИИ | 1993 |
|
RU2021048C1 |
| СПОСОБ ОХЛАЖДЕНИЯ ВАЛКОВ ПРИ ПРОКАТКЕ ПОЛОС | 1987 |
|
SU1451949A1 |
| Способ охлаждения прокатных валков и проката | 1977 |
|
SU651862A1 |
| US 3659428, 18.03.1972 | |||
| Способ охлаждения прокатного инструмента | 1990 |
|
SU1754240A1 |

