Изобретение относится к металлу гии, конкретнее к непрерывному литью полых заготовок на установках горизонтального типа. Известен способ охлаждения внут ренней поверхности непрерывно-литой полой заготовки, при котором тепло отвод от формирующейся корочки осу ществляется за счет охладителя, подаваемого через полый стержень Cl Недостатком данного способа являются температурные перепады по сечению стержня, что ведет к его разрушению. Известен способ охлаждения внут ренней поверхности непрерывно-лито полой заготовки, при котором тепло отвод осуществляется за счет охлад теля, подаваемого в металлическую оправку, находящуюся внутри пустотелого графитового дорна С2. Недостатками способа являются температурные перепады по сечению графитового дорна, что ведет к его разрушению, сложность изготовления и Сборки применяемого устрой ства. Известен способ охлаждения внут ренней поверхности непрерывно-литой полой заготовки, при котором теплоотвод осуществляется за счет подачи охладителя через полый дорн при этом охладитель подается непосредственно, на внутреннюю поверхност отличаемой заготовки СЗЗ, Недостатком этого способа являют ся температурные перепады по сечению дорна г что может вести к его : разрушению. Наиболее близким к изобретению по технической сущности и достигаемому результату является способ непрерывного горизонтального литья полых слитков, включающий подачу расплавленного металла в кольцевую полость между охлаждаемом дорно и кристаллизатором 43. Недостатком известного способа является возможность разрушения дор на в процессе разливки вследствие температурных перепадов по его сечению. Кроме того, недостатком является сложность устройства для осуществления этого способа. Цель изобретения - увеличение срока эксплуатации дорна. Поставленная цель достигается тем, что согласно способу непрерывного горизонтального лить полых слитков, включающему подачу расплав метсшла в кольцевую полость между охлаждаемым дорном и кристаллизатором, охлаждение дорна производят воздухом, эжектируемым через полую отливку в направлении, противоположном ее вытягиванию. На чертеже изображен узел кристаллизации для осуществления способа, продольный разрез. Узел кристаллизации для непрерывного литья полых заготовок содержит металлоприемник 1, к которому крепится воздухоохлаждаемая рубашка 2, во внутреннюю коническую поверхность которой вставляется наружная графитовая втулка 3. В наружной втулке 3 крепится на резьбе дорн 4. В этой же втулке 3 соосно ей крепится хвостовик 5, проходящий через весь металлоприемник 1. В дорне 4 и хвостовике 5 имеется полость, соединяющая полость отливки 6 с пространством за металлоприемником 1. В хвостовике 5 крепятся отводящая охладитель труба 7 с дополнительным патрубком 8 для подвода сжатого воздуха от магистрали, которые образуют эжектор 9. Устройство работает следующим образом. Из металлоприемника 1 жидкий металл поступает в кольцевое пространство, образованное наружной графитовой втулкой 3 и полым дорном 4, в котором происходит формирование полой отливки 6. В процессе разливки при выходе заготовки из кристаллизатора подают сжатый воздух через патрубок 8 в отводящую охладитель трубу 7 в сторону, противоположную направлению извлечения слитка. При этом происходит эжекц«я воздуха через полости отливки 6 и дорна 4, т.е. создается направленный поток воздуха, засасываемый из окружающей среды в полую отливку 6, на сходящую с дорна внутреннюю поверхность отливки 6, полый дорн 4 и далее на сброс. При прохождении зас сываемого воздуха через полую заготовку, он нагревается до 300-500 С, при этом охлаждаются внутренние полости дорна 4и вытягиваемой отливки 6. При таком способе охлаждения исключаются резкие температурные перепады по сечению дорна 4 за счет пода-а.: чи к нему нагретого воздуха от вытягиваемой отливки б, что ведет к увеличению срока эксплуатации дорна 4. До того, как произойдет отделение затравки от отливки/ охладитель циркулирует по схеме окружающая среда - затравка (не показана), в которой для прохождения воздуха предусмотрены отверстия - полость заготовки - полый дорн и далее на сброс. Патрубок для подачи сжатого воздуха в сторону, противоположную движению отливки, располагается непосредственно за металлоприемником. При этом происходит эжекция воздуха по схеме окружающая среда - полая заготовка, где происходит его нагрев до 300-500°С - полый дорн и далее
на сброс. Учитывая, что турбулентно движение отличается большей интенсивностью теплообмена, чем ламинарное, то для отбора тепла воздухом от дорна (в рабочей зоне ) целесообразно использовать турбулентное .движение. Для хорошо развитого турблентного движения число Рейнольдса Re 10000.
U}-S
Re г.
ТГ
u) где
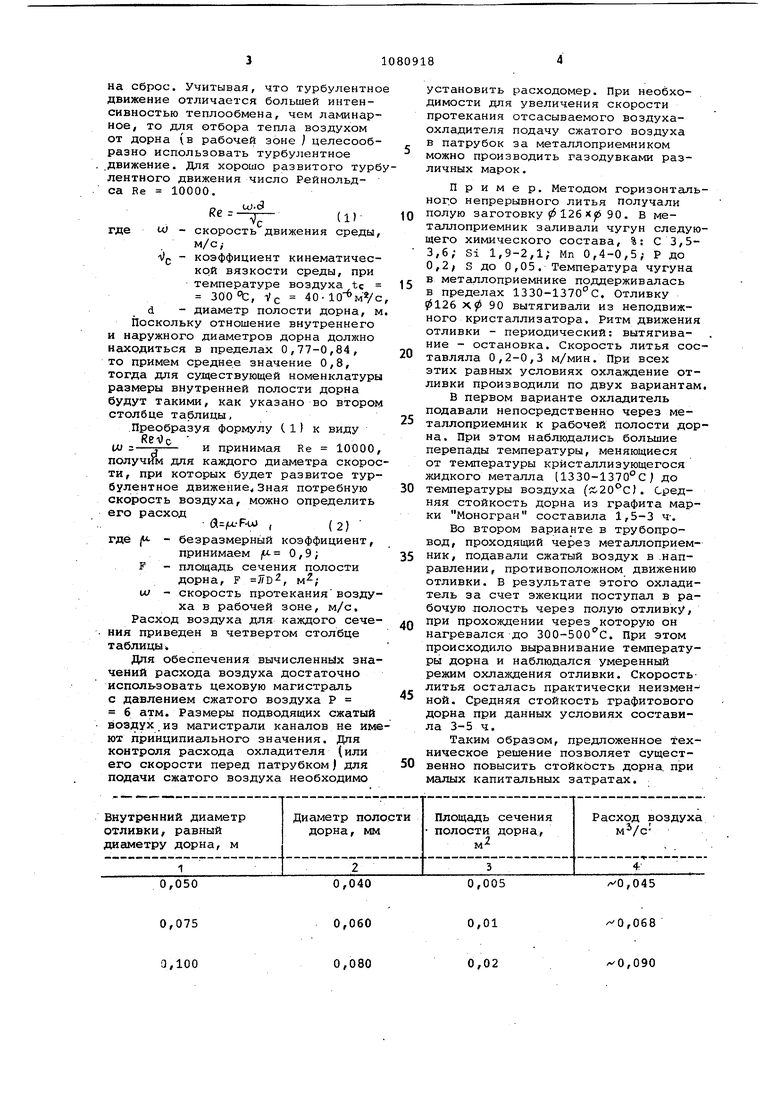
скорость движения среды, м/с,Vr коэффициент кинематической вязкости среды, при температуре воздуха tc 300 Чс, Vc 40-10 м /с d - диаметр полости дорна, м Поскольку отношение внутреннего и наружного диаметров дорна должно находиться в пределах 0,77-0,84, то примем среднее значение 0,8, тогда для существующей номенклатуры размеры внутренней полости дорна будут такими, как указано во втором столбце таблицы,
.Преобразуя формулу С 11 к виду
, и принимая Re 10000, получше для каждого диаметра скорости, при которых будет развитое турбулентное движение Зная потребную скорость воздуха, можно определить его расход
(.-F-u) , (2)
где (tt - безразмерный коэффициент, принимаем jU- 0,9;
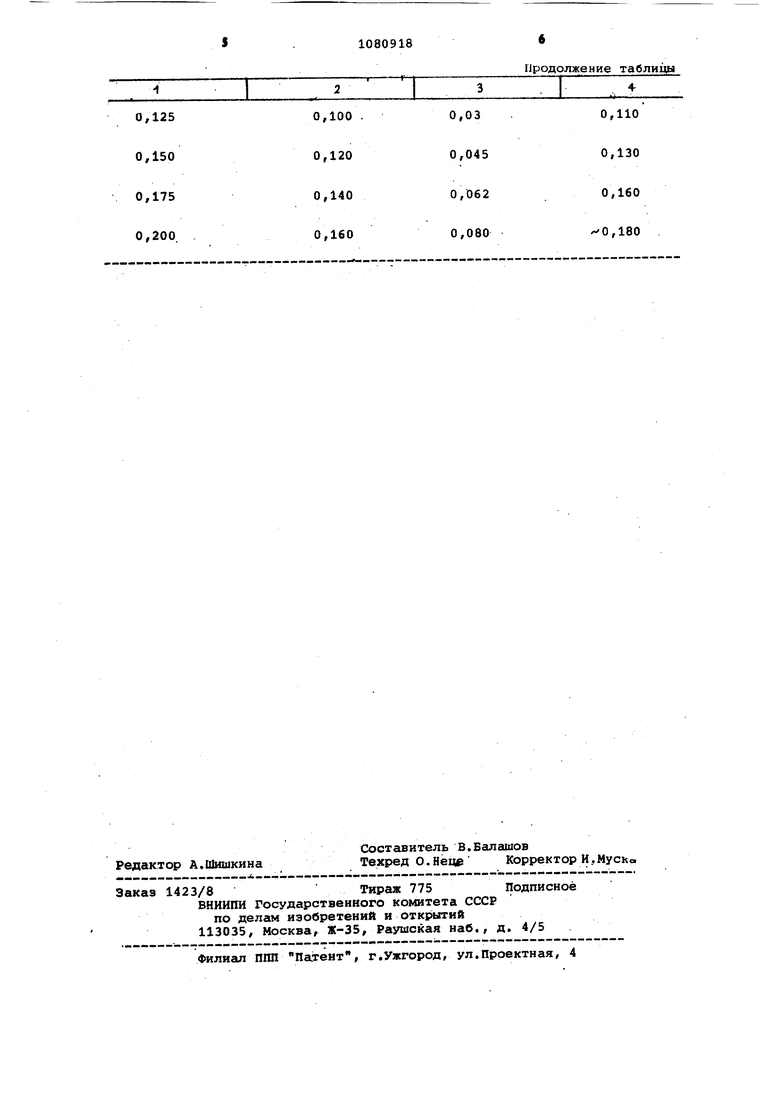
F площадь сечения полости дорна, F лв2, скорость протеканиявоздуи ха в рабочей зоне, м/с. Расход воздуха для каждого сечения приведен в четвертом столбце таблицы
Для обеспечения вычисленных значений расхода воздуха достаточно использовать цеховую магистраль с давлением сжатого воздуха Р б атм. Размеры подводящих сжатый воздух.из магистрали каналов не имеют принципиального значения. Для контроля расхода охладителя (или его скорости перед патрубком) для подачи сжатого воздуха необходимо
установить расходомер. При необходимости для увеличения скорости протекания отсасываемого воздухаохладителя подачу сжатого воздуха в патрубок за металлоприемником можно производить газодувками различных марок.
Пример. Методом горизонтального непрерывного литья получали полую заготовку 126х 90. В металлоприемник заливали чугун следующего химического состава, %: С 3,5 3,6; Si 1,9-2,1; Мп 0,4-0,5; Р до 0,2/ S до 0,05. Температура чугуна в метсшлоприемнике поддерживалась
5 в пределах 1330-1370 С, Отливку 9Я26 х 90 вытягивали из неподвижного кристаллизатора. Ритм движения отливки - периодический: вытягивание - остановка. Скорость литья сос0тавляла 0,2-0,3 м/мин. При всех этих равных условиях охлаждение отливки производили по двух вариантам.
В первом варианте охладитель подавали непосредственно через ме5таллоприемник к рабочей полости дорна. При этом наблюдались большие перепады температуры, меняющиеся от температуры кристаллизующегося жидкого металла 11330-1370С до температуры воздуха (й.). Сред0няя стойкость дорна из графита марки Моногран составила 1,5-3 ч-.
Во втором варианте в трубопровод, проходящий через металлоприемник, подавали сжатый воздух в .нап5равлении , противоположном движению отливки. В результате этого охладитель за счет эжекции поступал в рабочую полость через полую отливку, при прохождении через которую он
0 нагревался до 300-500 0. При этом происходило выравнивание температуры дорна и наблюдался умеренный режим охлаиодения отливки. Скоростьлитья осталась практически неизмен5ной. Средняя стойкость графитового дорна при данных условиях составила 3-5 ч.
Таким образом, предложенное техническое решение позволяет сущест0венно повысить стойкость дорна. при малых капитальных затратах.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка непрерывного горизонтального литья полых заготовок | 1983 |
|
SU1138234A1 |
| Способ непрерывного горизонтального литья полых слитков и устройство для его осуществления | 1982 |
|
SU1049172A1 |
| Установка непрерывного горизонтального литья полых заготовок | 1984 |
|
SU1174154A1 |
| СПОСОБ ОХЛАЖДЕНИЯ И УПРОЧНЕНИЯ ГРАФИТОВОГО ДОРНА ПРИ НЕПРЕРЫВНОМ ЛИТЬЕ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ЗАГОТОВОК ЧЕРЕЗ ГОРИЗОНТАЛЬНЫЙ КРИСТАЛЛИЗАТОР | 2005 |
|
RU2300440C2 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ СЛИТКОВ | 1993 |
|
RU2089337C1 |
| СПОСОБ НЕПРЕРЫВНОГО МНОГОРУЧЬЕВОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ ПЛОСКИХ СЛИТКОВ, УСТАНОВКА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА, МНОГОРУЧЬЕВОЙ КРИСТАЛЛИЗАТОР И ТЯНУЩЕЕ УСТРОЙСТВО ДЛЯ ЭТОЙ УСТАНОВКИ | 1999 |
|
RU2161546C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ТРУБ ИЗ МЕДИ И ЕЕ СПЛАВОВ | 2003 |
|
RU2230625C1 |
| МЕХАНИЗМ ДЛЯ ВЫТЯГИВАНИЯ СЛИТКОВ КРУГЛОГО СЕЧЕНИЯ С ОДНОВРЕМЕННЫМ ВРАЩЕНИЕМ ИХ ВОКРУГ ПРОДОЛЬНОЙ ОСИ В МАШИНАХ НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛОВ И СПЛАВОВ | 2006 |
|
RU2323800C2 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ВЕРТИКАЛЬНОГО ЛИТЬЯ ТРУБНЫХ ЗАГОТОВОК | 2002 |
|
RU2211745C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ТРУБ ИЗ МЕДИ И ЕЕ СПЛАВОВ | 2003 |
|
RU2230623C1 |
СПОСОБ НЕПРЕРЫВНОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ ПОЛЫХ СЛИТКОВ, включающий подачу расплавленного металла в кольцевую полость между охлаждаемым дорном и кристаллизатором, отличающийся тем, что, с целью увеличения срока эксплуатации дорна, охлаждение дорна производят воздухом, эжектируемым через полую отливку в направлении, противоположном ее вытягиванию. (Л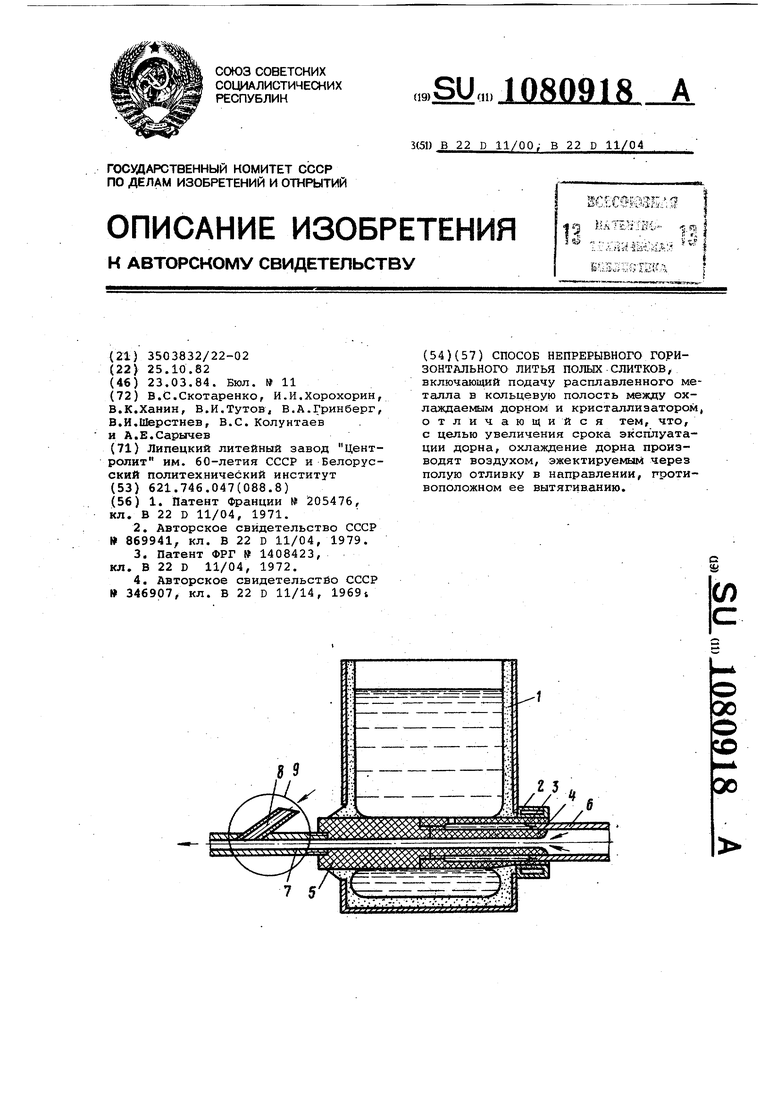
0,040
0,050
0,060
0,075 0,080 0,100
0,005
0,068
0,01
,090 0,02
Продолжение таблиц ы
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ВАРИАТОР СКОРОСТИ | 0 |
|
SU205476A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
