Изобретение относится к литейному производству, в частности к непрерывной разливке металлов и предназначено для формирования полой заготовки на машинах горизонтального литья.
Известна вертикальная установка для непрерывной отливки металлических труб, содержащая кольцеобразный промежуточный ковш, кристаллизатор, охлаждающее устройство, привод для непрерывного извлечения отливок и формовочную машину, установленную над ковшом, для непрерывной формовки пустотелого стержня, вводимого в центральную часть отливки 1.
Недостатком данной установки является сложность заливки жидкого металла в узкую щель кристаллизатора, определяемую толщиной стенки отливки.
Кроме того, использование этого устройства при горизонтальном литье ведет к появлению брака по газовым раковинам, появляющимся вследствие отсутствия вывода газов из зоны формирования непрерывнолитой полой заготовки.
Наиболее близким к изобретению по технической сущности и достигаемому результату является устройство для непрерывного горизонтального литья полых слитков, содержащее металлоприемник, графитовый водоохлаждаемый кристаллизатор, дорн и мундштук, снабженный изолирующей втулкой 2.
Недостаток известного устройства заключается в том, что при его использовании невозможно достичь высокой скорости литья так как для получения качественных заготовок необходимо полное затвердевание стенки полой заготовки на сходе с дорна. В случае выхода лунки жидкого металла за пределы неохлаждаемого полого дорна, что имеет место при горизонтальном непрерывном литье чугунных заготовок с оптимальными скоростями вытягивания, происходит непосредственный контакт между жидким металлом и порошком, что отрицательно сказывается на качестве получаемых слитков.
Цель изобретения - увеличение скорости литья и улучшение качества полых заготовок.
Поставленная цель достигается тем, что установка непрерывного горизонтального литья полых заготовок, содержащая металлоприемник, графитовый водоохлаждаемый кристаллизатор, дорн и мундштук, внутри которого расположен плунжер, снабжена герметичным кожухом и полой иглой, коаксиально расположенной внутри плунжера и мундштука, при этом на участках мундщтука и иглы, расположенных напротив кожуха, выполнены радиальные отверстия.
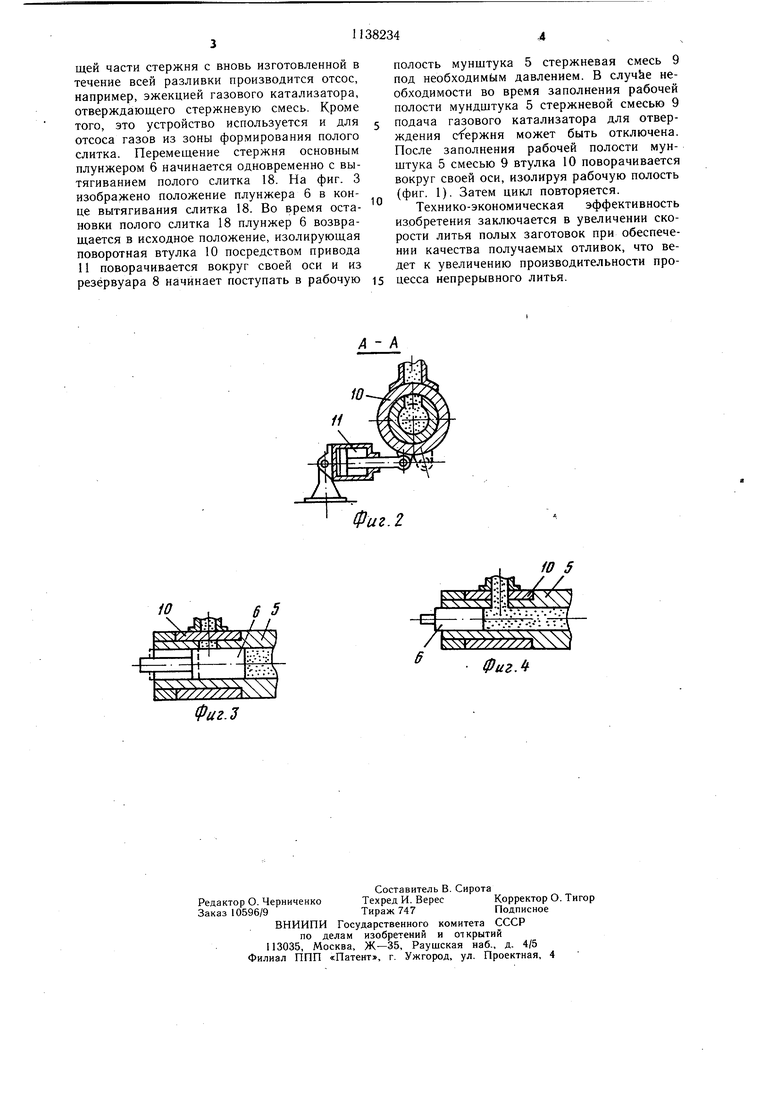
На фиг. 1 показана установка непрерывного горизонтального литья полых заготовок (в конце остановки перед началом вытягивания отливки и подачей стержня), продольный разрез; на фиг. 2 - сечение А-А на фиг. 1 (в конце остановки); на фиг. 3 - мундщтук (положение рабочего плунжера в конце вытягивания), продольный разрез; на фиг. 4 - то же (плунжер в исходном положении перед подачей стержневой смеси в рабочую полость мундштука).
Установка непрерывного горизонтал141ого литья полых заготовок содержит металлоприемник 1, к которому крепится водоохлаждаемый кожух 2, во внутреннюю коническую поверхность которого вставляется наружная графитовая вставка 3. Во вставке 3 крепится направляющая 4, продолжением которой является мундштук 5, в котором плунжер 6 совершает возвратнопоступательное движение посредством гидравлического привода 7. Над мундштуком 5 располагается резервуар 8 со стержневой смесью 9. Между мундштуком 5 и резервуаром 8 расположена изолирующая поворотная втулка 10, которая посредством привода 11 изолирует рабочую полость мундштука 5. В процессе работы плунжер 6 скользит по полой игле 12, жестко закрепленной в стойке 13. Между металлоприемником 1 и резервуаром 8 расположен герметичный кожух 14, который охватывает наружную поверхность мундштука 5. На, участках поверхности мундштука 5 и иглы 12, находящихся напротив кожуха 14, выполнены радиально расположенные отверстия 15 и 16 соответственно для продувки стержня, например, из песчано-жидкостекольных смесей газообразным катализатором (СО -процесс). Выходящий за пределы стойки 13 конец полой иглы 12 снабжен патрубками 17 для подачи сжатого воздуха.
Установка работает следующим образом.
Из металлоприемника 1 жидкий металл поступает в кольцевое пространство, образованное наружной графитовой вставкой 3 и перемещающимся стержнем-дорном, где и .происходит формирование вытягиваемого полого слитка 18. При горизонтальном непрерывном литье наиболее целесообразным является режим пульсирующего вытягивания, т. е. режим вытягивание - остановка. На фиг. 1 изображена установка непрерывного горизонтального литья полых заготовок в конце остановки. В отверстия 15 мундщтука 5 и отверстия 16 иглы 12 подается газообразный катализатор для отверждения стержня, при этом полость мундштука 5 изолирована от резервуара 8 посредством поворотной втулки 10. Для увеличения живучести стержневой смеси на стыке предыдущей части стержня с вновь изготовленной в течение всей разливки производится отсос, например, эжекцией газового катализатора, отверждающего стержневую смесь. Кроме того, это устройство используется и для отсоса газов из зоны формирования полого слитка. Перемещение стержня основным плунжером 6 начинается одновременно с вытягиванием полого слитка 18. На фиг. 3 изображено положение плунжера 6 в конце вытягивания слитка 18. Во время остановки полого слитка 18 плунжер 6 возвращается в исходное положение, изолирующая поворотная втулка 10 посредством привода 11 поворачивается вокруг своей оси и из резервуара 8 начинает поступать в рабочую полость мунштука 5 стержневая смесь 9 под необходимьш давлением. В случае необходимости во время заполнения рабочей полости мундщтука 5 стержневой смесью 9 подача газового катализатора для отверждения стержня может быть отключена. После заполнения рабочей полости мунштука 5 смесью 9 втулка 10 поворачивается вокруг своей оси, изолируя рабочую полость (фиг. 1). Затем цикл повторяется. Технико-экономическая эффективность изобретения заключается в увеличении скорости литья полых заготовок при обеспечении качества получаемых отливок, что ведет к увеличению производительности процесса непрерывного литья.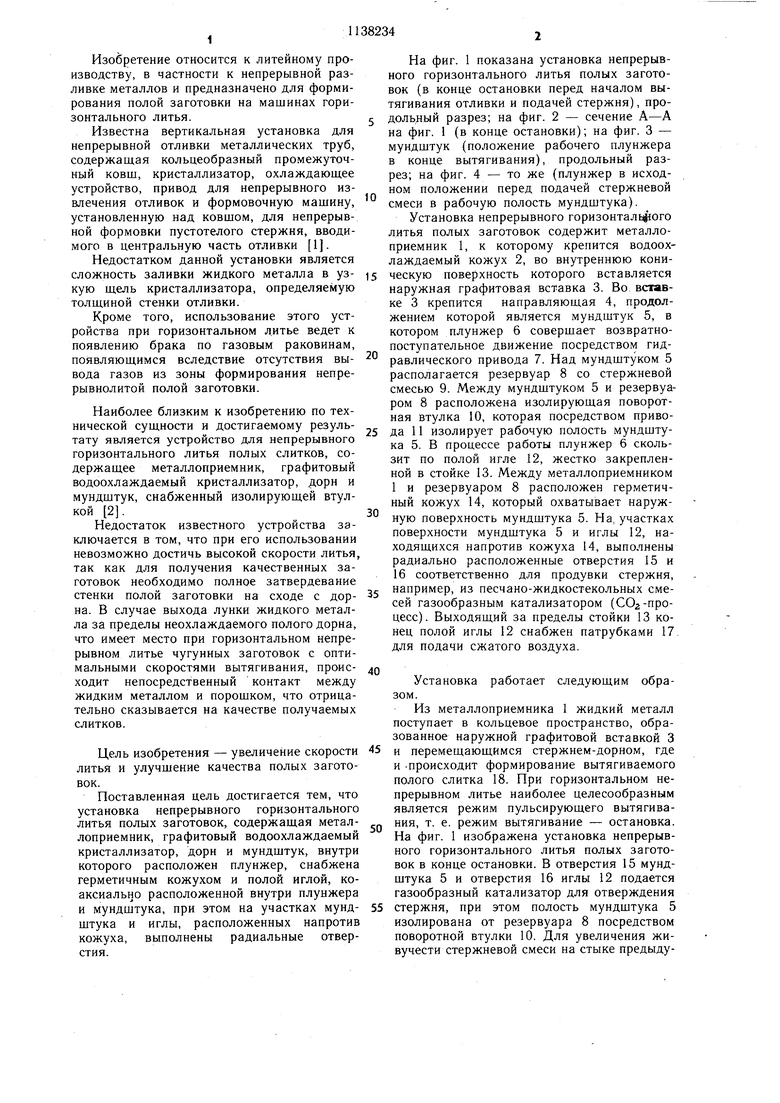
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ непрерывного горизонтального литья полых слитков и устройство для его осуществления | 1982 |
|
SU1049172A1 |
| Установка непрерывного горизонтального литья полых заготовок | 1984 |
|
SU1174154A1 |
| Способ непрерывного горизонтального литья полых слитков | 1982 |
|
SU1080918A1 |
| Способ непрерывного литья полых заготовок | 1989 |
|
SU1703244A1 |
| Кристаллизатор с охлаждаемым дорном | 1979 |
|
SU869941A1 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК | 1999 |
|
RU2173603C2 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ВЕРТИКАЛЬНОГО ЛИТЬЯ ТРУБНЫХ ЗАГОТОВОК | 2002 |
|
RU2211745C1 |
| Кристаллизатор для непрерывного литья полых заготовок | 1981 |
|
SU971563A1 |
| СПОСОБ ОХЛАЖДЕНИЯ И УПРОЧНЕНИЯ ГРАФИТОВОГО ДОРНА ПРИ НЕПРЕРЫВНОМ ЛИТЬЕ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ЗАГОТОВОК ЧЕРЕЗ ГОРИЗОНТАЛЬНЫЙ КРИСТАЛЛИЗАТОР | 2005 |
|
RU2300440C2 |
| КРИСТАЛЛИЗАТОР ДЛЯ ГОРИЗОНТАЛЬНОГО НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК (ВАРИАНТЫ) | 1997 |
|
RU2118227C1 |
УСТАНОВКА НЕПРЕРЫВНОГО ГОРИЗОНТАЛЬНОГО - ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК, содержащая металлоприемник, графитовый водоохлаждаемый кристаллизатор, дорн и мундштук, внутри которого расположен плунжер, отличающаяся тем, что, с целью увеличения скорости литья и улучшения качества полых заготовок, она снабжена герметичным кожухом и полой иглой, коаксиально расположенной внутри плунжера и мундштука, при этом на участках мундштука и иглы, расположенных напротив кожуха, выполнены радиальные отверстия. (Л
/tCkV XV Фиг Л
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Приспособление для автоматической односторонней разгрузки железнодорожных платформ | 1921 |
|
SU48A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Приспособление для склейки фанер в стыках | 1924 |
|
SU1973A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР по заявке № 3455954/22-02, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
