Изобретение относится к отделочно-упрочняющей обработке и может быть использовано в различных отраслях промышленности для пневмогидроструйной обработки в среде жидкости поверхностей деталей с вращением.
Известно струйно-абразивное устройство (авт. св. СССР 1495097 А1, кл. 4 В 24 С 5/04, опубл. 23.07.89, Бюл. 27), в корпусе которого размещены активные и расположенные соосно с ними смесительные сопла, сообщенные с системой подвода соответственно активного и рабочего агента. Активные сопла снабжены запорными элементами.
Известен струйно-абразивный аппарат (авт. св. СССР 1553362 А1, кл. 5 В 24 С 5/04, опубл. 30.07.90, Бюл. 12), содержащий корпус со штуцерами для подвода абразивной суспензии и газообразного носителя, а также щелевые активное и смесительное сопла. Активное сопло выполнено в виде ряда отверстий, соосно с которыми в смесительном сопле выполнены цилиндрические выборки.
Общий недостаток этих устройств - низкая интенсивность обработки в среде жидкости, где скорость плоской струи быстро затухает. В дополнение к излишне сложной конструкции короткая камера смешения исключает полное перемешивание газа с абразивной суспензией и не позволяет разогнать рабочую смесь до нужной скорости.
В качестве прототипа выбран струйно-абразивный эжекционный аппарат (авт. св. СССР 667392, кл. В 24 С 5/04, опубл. 15.06.79, Бюл. 22), содержащий воздушное цилиндрическое сопло, штуцер для подвода абразива, смесительную камеру и рабочее сопло с центральным отверстием на выходе для прохода струи сжатого воздуха. Базовое и предлагаемое устройства по своей конструкции представляют собой эжектор с цилиндрическим газовым соплом и круглой камерой смешения (в отличие от эжекторов с кольцевым газовым соплом и нецилиндрическими камерами смешения).
Недостаток устройства в том, что для его работы требуется высокое давление сжатого воздуха, оно имеет большое гидравлическое сопротивление всех элементов и малый угол раскрытия струи. Устройство имеет небольшой расход абразивной суспензии вследствие того, что струя газа сверхзвуковая. Сверхзвуковая струя рабочей смеси, получаемая на выходе из камеры смешения, не приемлема для обработки в среде жидкости. Круглая форма струи не позволяет эффективно обработать с вращением детали, ширина которых больше диаметра струи.
Технический результат, на решение которого направлено изобретение, заключается в повышении интенсивности и равномерности обработки деталей с вращением в среде жидкости и расширении технологических возможностей, заключается в том, что можно производить как отделочную обработку абразивом, так и упрочнение шариками.
Технический результат достигается тем, что эжектор для пневмогидроструйной обработки деталей содержит корпус, в нем расположены два газовых сопла с параллельными осями, имеющие общий подвод газа через коллектор, снабженный штуцером подвода газа, две камеры смешения, расположенные в корпусе соосно с газовыми соплами, внутреннюю полость, образованную корпусом, сообщающуюся с камерами смешения и снабженную штуцером подвода гидросмеси, каждая камера смешения снабжена диффузором, имеющим раскрытие, смещенное в сторону оси соседней камеры смешения.
Конструктивные параметры эжектора для пневмогидроструйной обработки деталей определяются по формулам:
LД=(3...3,5)dКС,
ZГ=0...dГ,
где dГ - диаметр выходного сечения газового сопла, dКС - диаметр камеры смешения, LД - длина диффузора, ZГ - расстояние между газовым соплом и входом в камеру смешения.
Угол раскрытия диффузора в сторону оси соседней камеры смешения составляет β = 4...10°.
Интенсивность обработки повышается за счет менее интенсивного торможения сдвоенной струи в среде жидкости благодаря уменьшению поверхности струи по отношению к площади ее сечения. Равномерность обработки возрастает вследствие увеличения ширины пятна контакта струи с деталью, что ведет к сохранению постоянного угла атаки α° по ширине детали (фиг.1) в каждый момент времени.
На фиг. 1 представлена схема эжектора для пневмогидроструйной обработки деталей, на фиг. 2 схема распространения струи и ее взаимодействия с обрабатываемой деталью, на фиг.3 вид А по фиг.1.
Эжектор для пневмогидроструйной обработки деталей содержит корпус 1, в нем расположены два газовых сопла 2 с параллельными осями, имеющие общий подвод газа через коллектор 3, снабженный штуцером подвода газа 4, две камеры смешения 5, расположенные в корпусе 1 соосно с газовыми соплами 2, внутреннюю полость 6, образованную корпусом 1, сообщающуюся с камерами смешения 5 и снабженную штуцером подвода гидросмеси 7, каждая камера смешения 5 снабжена диффузором 8, имеющим раскрытие, смещенное в сторону оси соседней камеры смешения.
Конструктивные параметры эжектора для пневмогидроструйной обработки деталей определяются по формулам:
LД=(3...3,5)dКС,
ZГ=0...dГ,
где dГ - диаметр выходного сечения газового сопла, dКС - диаметр камеры смешения, LД - длина диффузора, ZГ - расстояние между газовым соплом и входом в камеру смешения.
С целью обеспечения минимальных гидравлических потерь при отклонении струи в диффузоре в сторону оси соседней камеры смешения его угол раскрытия составляет β = 4...10°.
Работает устройство следующим образом. Газ под давлением подводится к штуцеру 4, далее поступает к газовым соплам 2 через коллектор 3. Газ, истекающий из сопла 2 в камеру смешения 5, вызывает в полости 6 корпуса 1 разрежение, которое вызывает подсос через штуцер 7 в полость корпуса 6 гидросмеси, состоящей из жидкости и твердых частиц. Твердыми частицами может быть как абразив, так и шарики.
Гидросмесь из полости корпуса 1 увлекается струей газа в камеру смешения 5, где происходит их перемешивание, сопровождающееся ускорением жидкости и твердых частиц. Из камеры смешения рабочая смесь, состоящая из газа, жидкости и твердых частиц, поступает в диффузор 8. Струи, истекающие из диффузора в окружающую среду за счет его асимметричной формы, на некотором расстоянии L сливаются. Угол раскрытия и расстояние между осями диффузоров выбирается таким образом, чтобы скорость в центре сдвоенной струи незначительно отличалась от скорости в центре ядра каждой из струй.
При обработке в среде жидкости две сливающиеся струи рабочей смеси вытесняют между собой невозмущенную жидкость и тем самым уменьшают общую поверхность контакта с окружающей жидкостью, что ведет к увеличению скорости струй при контакте с обрабатываемой деталью. В результате пятно контакта такой сдвоенной струи с деталью имеет форму восьмерки.
Указанная форма сечения сдвоенной струи в зоне обработке позволяет одновременно повысить интенсивность обработки за счет увеличения скорости в ядре струй и увеличить площадь охвата детали в ширину, что и позволяет обрабатывать с вращением детали, имеющие ширину b, до трех диаметров струи. Оптимальное соотношение площади сечения сдвоенной струи и площади ее поверхности обеспечивается следующими экспериментальными соотношениями (фиг.1):
LД=(3...3,5)dКС,
ZГ=0...dГ,
где dГ - диаметр выходного сечения газового сопла, dКС - диаметр камеры смешения, LД - длина диффузора, ZГ - расстояние между газовым соплом и входом в камеру смешения.


Изобретение относится к отделочно-упрочняющей обработке и может быть использовано в различных отраслях промышленности. В корпусе эжектора расположены два газовых сопла с параллельными осями, имеющие общий подвод газа через коллектор. Кроме того, в корпусе соосно с газовыми соплами расположены две камеры смешения. Образованная корпусом внутренняя полость сообщается с камерами смешения и соединена со штуцером подвода гидросмеси. Каждая камера смешения снабжена диффузором, имеющим раскрытие, смещенное в сторону оси соседней камеры смешения. Изобретение позволяет повысить интенсивность и равномерность обработки детали, а также расширить технологические возможности эжектора. 2 з.п. ф-лы, 3 ил.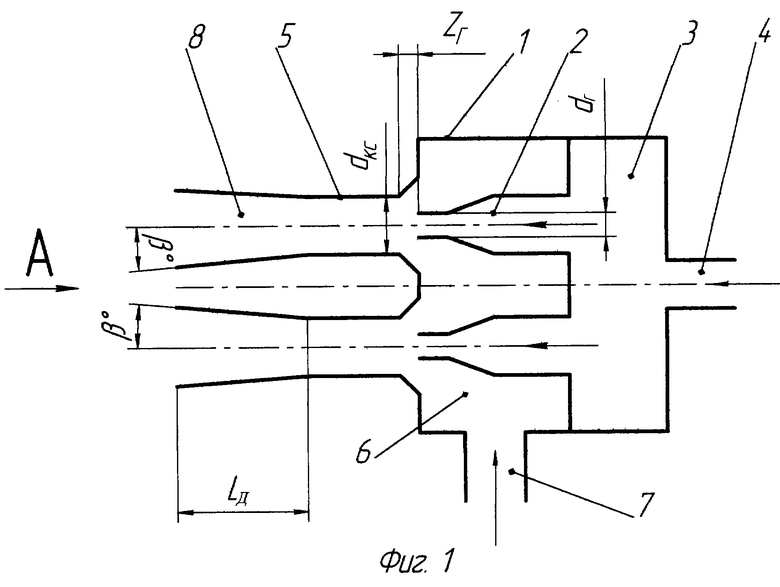
LД= (3÷3,5)•dКС,
ZГ= 0÷dГ,
где dГ - диаметр выходного сечения газового сопла;
dКС - диаметр камеры смешения.
| Струйно-абразивный эжекционный аппарат | 1976 |
|
SU667392A1 |
| ДРОБЕСТРУЙНОЕ СОПЛО | 0 |
|
SU278463A1 |
| US 3690069, 12.09.1972 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2013 |
|
RU2524156C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ ИЗ ФОТОРЕЗИСТА | 1998 |
|
RU2136077C1 |

