Изобретение относится к металлообработке и может быть использовано для отделочной (абразивом) и упрочняющей (шариками) обработки поверхностей фасонных изделий - лопаток осевых ГТД: компрессора и турбины, рабочих и направляющих, одно- и многосекционных, цельных и сборных.
Известен способ, реализованный в дробеструйной установке для поверхностного упрочнения изделий сложной геометрической формы (а.с. №810466, МКИ3 В24С 3/04, опуб. 07.03.81, бюл. №9), включающий подачу на обрабатываемую поверхность струй с рабочими частицами. Установка выполнена в виде камеры, в верхней части которой установлен приводной вал с размещенным на нем приспособлением для закрепления обрабатываемых лопаток, а в нижней установлены сопла для подачи рабочей среды. С целью создания требуемой степени упрочнения на различных поверхностях лопаток сопла установлены рядами, образуя зоны, каждая из которых имеет коллектор, соединенный с контрольно-измерительной аппаратурой. Приводной вал снабжен оправкой, на которой установлены со смещением в радиальном направлении относительно оси его вращения приспособления для закрепления обрабатываемых лопаток.
Вследствие установки лопаток хордой по радиусу вращения способ имеет низкую производительность, т.к. в оправку возможна установка не более 3-х лопаток, иначе они перекроют друг друга, и процесс упрочнения будет не возможен. При вращении лопаток их периферия располагается ближе к соплам, чем внутренняя часть, следовательно, интенсивность упрочнения по перу вдоль хорды будет разная, что снижает качество обработки.
Известен способ струйной отделочно-упрочняющей обработки поверхности лопаток газотурбинных двигателей (Шманев В.А., Шулепов А.П., Meщеряков А.В. Струйная гидроабразивная обработка деталей ГТД. М.: Машиностроение, 1995. - 144 с. / стр.112-115), наиболее близкий по технической сущности к заявляемому и принятый в качестве прототипа, включающий подачу на обрабатываемые поверхности лопаток струй с рабочими частицами, при этом обработку одной лопатки ведут одним или несколькими эжекторами. Способ обладает низкой производительностью для промышленного применения, а также не предусматривает обработку многосекционных лопаток.
Технический результат, на достижение которого направлено предлагаемое изобретение, заключается в повышении производительности и технологичности при сохранении качества отделочно-упрочняющей обработки лопаток газотурбинных двигателей.
Технический результат достигается тем, что в способе струйной отделочно-упрочняющей обработки лопаток газотурбинных двигателей, включающем подачу на обрабатываемые поверхности струй с рабочими частицами, новым является то, что лопатки устанавливают неподвижно по окружности и обеспечивают их вращение вокруг центральной оси последней, при этом подачу струй с рабочими частицами осуществляют при вращении лопаток вокруг упомянутой центральной оси, по винтовой линии и направляют на обрабатываемые поверхности лопаток снаружи и/или изнутри упомянутой окружности.
Струям с рабочими частицами придают поступательное движение вдоль центральной оси вращения лопаток.
Лопатки устанавливают неподвижно в приспособлении, вращение лопаток вокруг центральной оси окружности осуществляют путем винтового движения упомянутого приспособления, при этом струи с рабочими частицами подают из фиксированных точек.
На фиг.1 представлена схема расположения обрабатываемых лопаток относительно сопел (вид сбоку); на фиг.2 - установка сопел только снаружи приспособления (вид сверху); на фиг.3 - установка сопел как снаружи, так и внутри приспособления (вид сверху), где 1 - приспособление; 2 - сопла; 3 - вал привода приспособления; 4 - вал привода перемещения сопел; 5 - обрабатываемые лопатки.
Установка для осуществления способа содержит приспособление 1, выполненное в виде карусели, для крепления обрабатываемых лопаток 5 по окружности; сопла 2, выполненные в виде эжекторов; вал 3 привода приспособления и вал 4 перемещения сопел.
В качестве сопла 2 используется эжектор, так как в этом случае упрощается конструкция установки - не требуется устанавливать насосы для перекачки гидросмеси. Частицы транспортируются в эжектор с жидкостью, далее в камере смещения гидросмесь (жидкость + частицы) разгоняется газом (воздух как энергоноситель) и образовавшаяся смесь газа жидкости и частиц направляется соплом на обрабатываемые поверхности лопаток, установленных в приспособлении. В зависимости от характера частиц происходит преимущественно отделочная обработка со съемом металла (абразив) или упрочнение (дробь и шарики). Могут быть использованы любые частицы с плотностью больше, чем у воды - свободный абразив, гранулы из абразива, металлические шарики и дробь, стеклянные шарики.
Ось вращения приспособления 1 расположена вертикально. Обрабатываемые лопатки 5 устанавливаются неподвижно в приспособление 1 на одной окружности, хорды лопаток направлены по периметру окружности установки. Двух- (и более) секционные направляющие лопатки турбины устанавливаются аналогично.
Сопла 2 устанавливаются в требуемом положении исходя из конфигурации лопаток, их количество ограничено возможностью их размещения по габаритам в камере установки и взаимными помехами струй. Сопла могут быть размещены как снаружи от приспособления, так и внутри ее, и направлены в сторону оси вращения приспособления (β=0±45°) с наклоном к горизонтальной плоскости α=0-45°. По высоте могут быть расположены как на одном, так и на разных уровнях. Интенсивность работы сопел и расстояние L до поверхности лопаток в приспособлении могут быть индивидуальными для каждого сопла в зависимости от исходного состояния обрабатываемых лопаток или их частей.
Струи, истекающие из сопел 2, направляются на обрабатываемые лопатки 5. В процессе обработки происходит сканирование наружной поверхности лопаток в приспособлении струями сопел 2 по винтовой линии. Такое движение осуществимо двумя вариантами: I - приспособление 1 вращается, а сопла 2 поступательно перемещаются вдоль оси вращения приспособления; II - сопла 2 неподвижны, а приспособление 1 совершает винтовое движение. Короткие изделия, длина которых меньше диаметра струи в зоне обработки могут обрабатываться только при вращении приспособления, без сканирования.
Лопатки могут обрабатываться в два и более перехода, количество которых зависит от сложности поверхностей подлежащих обработке. На каждом переходе они поворачиваются в приспособлении. Например, лопатки устанавливаются сначала наружу спинкой, на втором переходе их разворачивают на 180° и обрабатывают корыто. При установке сопел 2 снаружи и внутри приспособления 1 обработка возможна за один установ (достигается максимальная производительность, однако оснастка крепления сопел 2 усложняется).
Таким образом, за счет установки множества лопаток 5 в приспособление 1 повышается производительность, а за счет винтового движения приспособления 1 относительно сопел 2 повышается качество обработки лопаток газотурбинных двигателей.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПАРОТУРБИННЫЙ ДВИГАТЕЛЬ | 1994 |
|
RU2086790C1 |
| СПОСОБ СТРУЙНОЙ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2167757C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОЧНОЙ МАШИНЫ И ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2162782C2 |
| Установка для отделочно-упрочняющей обработки | 2015 |
|
RU2613268C1 |
| УСТРОЙСТВО ДЛЯ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2015 |
|
RU2591934C1 |
| Дробеструйная установка для поверхностного упрочнения изделий | 1980 |
|
SU897489A2 |
| СПОСОБ РЕМОНТА ЛОПАТОК ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ | 1996 |
|
RU2094200C1 |
| ГИДРОДРОБЕСТРУЙНАЯ УСТАНОВКА ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ | 1997 |
|
RU2129950C1 |
| ВЕТРОГАЗОТУРБИННАЯ ЭЛЕКТРОСТАНЦИЯ | 1998 |
|
RU2157902C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ЛОПАТОЧНОЙ МАШИНЫ, СТАНОК ДЛЯ ШЛИФОВАНИЯ И УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО КОНТРОЛЯ ПРОФИЛЯ | 1996 |
|
RU2179502C2 |
Изобретение относится к металлообработке и может быть использовано для отделочной и упрочняющей обработки поверхностей лопаток газотурбинных двигателей. Лопатки устанавливают неподвижно по окружности и обеспечивают их вращение вокруг центральной оси последней. Осуществляют подачу струй с рабочими частицами на обрабатываемые поверхности лопаток при вращении лопаток вокруг упомянутой центральной оси. Подачу струй с рабочими частицами осуществляют по винтовой линии и направляют на обрабатываемые поверхности лопаток снаружи и/или изнутри упомянутой окружности. В результате повышается производительность и качество отделочно-упрочняющей обработки лопаток газотурбинных двигателей. 2 з.п. ф-лы, 3 ил.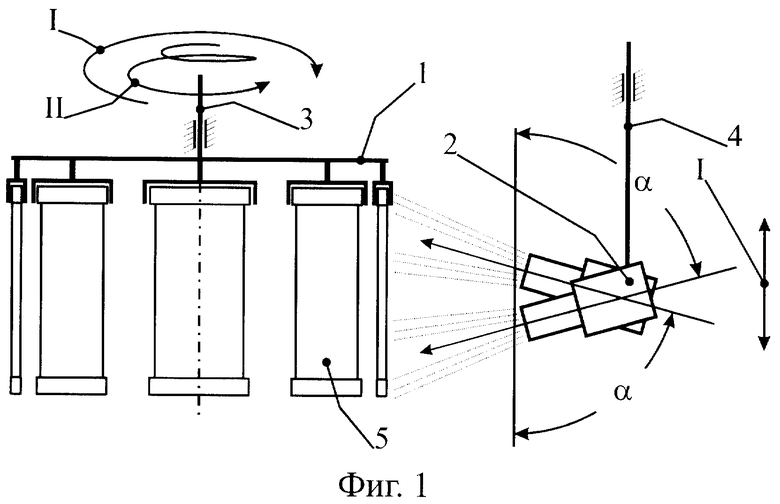
1. Способ струйной отделочно-упрочняющей обработки лопаток газотурбинных двигателей, включающий подачу на обрабатываемые поверхности лопаток струй с рабочими частицами, отличающийся тем, что лопатки устанавливают неподвижно по окружности и обеспечивают их вращение вокруг центральной оси последней, при этом подачу струй с рабочими частицами осуществляют при вращении лопаток вокруг упомянутой центральной оси, по винтовой линии и направляют на обрабатываемые поверхности лопаток снаружи и/или изнутри упомянутой окружности.
2. Способ по п.1, отличающийся тем, что струям с рабочими частицами придают поступательное движение вдоль центральной оси вращения лопаток.
3. Способ по п.1, отличающийся тем, что лопатки устанавливают неподвижно в приспособлении, вращение лопаток вокруг центральной оси окружности осуществляют путем винтового движения упомянутого приспособления, при этом струи с рабочими частицами подают из фиксированных точек.
| ШМАНЕВ В.А | |||
| и др | |||
| Струйная гидроабразивная обработка деталей ГТД | |||
| - М.: Машиностроение, 1995, с.112-115 | |||
| Установка для обработки деталей дробью | 1979 |
|
SU921829A1 |
| Устройство для струйной абразивной обработки изделий | 1979 |
|
SU941168A1 |
| Способ дробеструйной обработки поверхностей изделий | 1975 |
|
SU621564A1 |
| Способ гидравлической очистки поковок от окалины | 1959 |
|
SU129804A1 |
| 0 |
|
SU91686A1 | |
| Способ дробеструйной обработки поверхностей изделий | 1974 |
|
SU547331A1 |
| US 3805453 A, 23.04.1974. | |||

