Изобретение относится к металлообработке и может быть использовано в различных отраслях промышленности для отделочной и упрочняющей обработки поверхностей деталей.
Известен способ гидроабразивной обработки (авт. св. СССР N 1769484 A1, кл. B 24 C 1/00, опубл. 15.06.92), при котором детали и струйному аппарату сообщают синхронное дискретное перемещение, а интенсивность перемешивания абразивной суспензии при каждом переходе из нижнего слоя к верхнему уменьшают. Деталь и эжектор погружены в барботируемую абразивную суспензию.
Недостаток способа проявляется в сложности конструктивной реализации оборудования и трудности поддержания заданной концентрации абразива в зоне обработки.
Известен способ струйной обработки (патент RU N 2066616 C1, кл. 6 В 24 C 1/00, опубл. 20.09.96, Бюл. N 26), при котором обработку детали ведут в насыщенной частицами рабочей жидкости воздушной среде.
Недостаток способа проявляется в конструктивной реализации подвижного колокола для обработки деталей большой длины. Конструкция колокола существенно усложняется при обработке детали с вращением и перемещением эжектора вдоль ее оси вращения.
В качестве прототипа выбран способ (авт. свид. СССР N 207768, кл. 67 b, опубл. 22.12.67, Бюл. N 2) гидроабразивной обработки, при котором обработку детали производят в жидкой абразивной среде, при этом гидроабразивную суспензию барботируют, для поддержания абразивных частиц во взвешенном состоянии.
В способе, выбранном за прототип, эффективность обработки низкая по причине торможения струи эжектора в жидкости с большой концентрацией абразива. Интенсивность обработки пропорциональна концентрации абразива в струе, а концентрация абразива в струе равна концентрации абразива в жидкости. Струя тормозится тем больше, чем в более плотную среду она истекает, что ограничивает возможность повышения интенсивности обработки.
Для установки реализующей способ обработки в жидкой абразивной суспензии требуется загрузка большого количества абразива в установку (количество которого прямо пропорционально объему жидкости) для создания заданной концентрации абразива в струе. Такое количество абразива используется не полностью: при смене загрязненной воды в установке выгружается и абразив, режущие свойства которого еще не исчерпаны. Излишнее количество абразива ускоряет износ оборудования.
При перерыве в работе вся масса абразива, находящегося в жидкости, оседает на дне установки, это затрудняет ее последующий пуск и подготовку к работе. Осевший на дне абразив забивает сопла для барботажа.
Для поддержания абразива во взвешенном состоянии абразивную суспензию приходится барботировать, что усложняет конструкцию оборудования и повышает расход сжатого воздуха, делая процесс не экономичным. При барботаже суспензии образующиеся вихревые движения жидкости разрушают границу струи, истекающей из эжектора, уменьшают ее скорость в зоне обработки, при этом качество обработки снижается и, кроме того, такой способ обработки непригоден для упрочнения деталей.
Большой расход абразива и дополнительный расход сжатого воздуха на барботаж абразивной суспензии делает процесс обработки экономически не эффективным.
Технический результат, на решение которого направлено изобретение, заключается в повышении производительности, качества поверхностного слоя детали, экономичности процесса обработки и расширении технологических возможностей струйной обработки в среде жидкости
Технический результат достигается тем, что в способе струйной отделочно-упрочняющей обработки деталь погружают в камеру с невозмущенной чистой жидкостью и обрабатывают ее суспензией воздуха, жидкости и твердых частиц. Оседающие в процессе обработки на дно камеры твердые частицы направляются снова в струю на повторную обработку. В качестве твердых частиц используют как свободный абразив, так и шарики. В устройстве для струйной отделочно-упрочняющей обработки, содержащем камеру, расположенные внутри нее эжектор и шпиндель вращения детали, трубопровод подвода воздуха к эжектору, эжектор соединен трубопроводом с заборным устройством твердых частиц, расположенным на дне камеры. Камера в нижней части выполнена сужающейся.
Сущность способа заключается в следующем: деталь, погруженную в невозмущенную чистую жидкость, обрабатывают струей суспензии воздуха, жидкости и твердых частиц, при этом концентрация твердых частиц в струе существенно больше, чем в жидкости в зоне обработки детали. Оседающие на дно камеры, после соударения с деталью, твердые частицы непрерывно направляются в эжектор на повторную обработку.
На чертеже представлена схема установки для реализации способа струйной отделочно-упрочняющей обработки.
Установка содержит камеру 1 с жидкостью, эжектор 2, обрабатываемую деталь 3, заборное устройство 4, твердые частицы 5, гибкие трубопроводы 6 и 7, шпиндель вращения детали 8 и механизм перемещения эжектора 9. Деталь 3 и эжектор 2 погружены в жидкость.
Работает установка следующим образом: деталь 3 закрепляется в шпинделе 8, а эжектор 2 расположен против детали 3. При обработке деталей сложной конфигурации деталь 3 вращается, а механизм 9 перемещает эжектор 2 вдоль оси вращения детали. Ход механизма 9 перемещения эжектора 2 зависит от длины обрабатываемой детали. В рабочее сопло эжектора 2 по трубопроводу 6 подается воздух под давлением РВ, эжектор 2 засасывает со дна камеры 1 твердые частицы 5 через заборное устройство 4 и трубопровод 7. Струя суспензии воздуха, жидкости и твердых частиц истекает из эжектора 2 на деталь 3. Воздух из камеры 1 выходит через вентиляционный канал.
Концентрация частиц в струе не зависит от их концентрации в жидкости в зоне обработки детали 3. Частицы совершают постоянный кругооборот: после соударения с деталью 3 они оседают на дно камеры 1 и тут же снова засасываются в эжектор 2. При работе установки все частицы 5 сосредоточены на дне камеры 1, сужающаяся к низу форма камеры 1 дает дополнительный эффект и обеспечивает сбор твердых частиц 5 вокруг заборного устройства 4, что позволяет вести обработку при небольшой загрузке в установку твердых частиц. Концентрация частиц в струе - 35% (по массе), а в установке - 4%. Твердые частицы используются с максимальной эффективностью.
Барботажа жидкости нет, это уменьшает расход сжатого воздуха, упрощает конструкцию установки и снижает себестоимость оборудования. Отсутствие барботажа и полное использование твердых частиц обеспечивают экономическую эффективность процесса обработки.
Способ позволяет проводить обработку как абразивом (отделочная обработка для полировки), так и шариками (упрочняющая обработка поверхности) на одинаковых по конструкции установках. Шарики могут быть стеклянные или стальные, из нержавеющей стали.
Струя эжектора истекает в невозмущенную барботажем чистую жидкость (с пренебрежимо малой концентрацией частиц), благодаря этому она лучше достигает поверхности детали, т.к. жидкость меньше тормозит струю, чем более плотная абразивная суспензия, что повышает качество поверхностного слоя детали при отделочно-упрочняющей обработке. В камере имеется лишь поток оседающих на дно частиц, направленный от детали к заборному устройству, в остальных частях камеры взвешенных в жидкости твердых частиц практически нет. В невозмущенной барботажем жидкости струя не размывается и остается компактной, при этом скорость струи в зоне обработки увеличивается, что позволяет применять способ для упрочнения, а также повышает производительность процесса.
Обработка под водой повышает экологичность процесса, исключает потери жидкости и твердых частиц, а также их попадание в воздушное пространство камеры, повышает качество обработки. При подводной обработке стеклошарики практически не колются.
Установки по приведенной выше схеме апробированы в производстве, преимущества и работоспособность способа подтверждены практикой их эксплуатации.
Таким образом, предлагаемые способ и устройство для его осуществления позволяют производить обработку детали, как отделочную, так и упрочняющую, с высоким качеством, повысить производительность обработки за счет осуществления процесса в невозмущенной чистой жидкости, экономичность процесса обработки за счет уменьшения расхода твердых частиц и сжатого воздуха.
Изобретение относится к металлообработке и может быть использовано в различных отраслях промышленности для отделочной и упрочняющей обработки поверхностей деталей. Изобретение позволяет повысить производительность струйной отделочно-упрочняющей обработки, качество поверхностного слоя детали, экономичность процесса обработки и расширить технологические возможности струйной обработки в среде жидкости. Деталь, погруженную в невозмущенную чистую жидкость, обрабатывают струей суспензии воздуха, жидкости и твердых частиц, при этом концентрация твердых частиц в струе существенно больше, чем в жидкости в зоне обработки детали. Оседающие на дно камеры после соударения с деталью твердые частицы непрерывно направляются в эжектор на повторную обработку. Устройство для струйной отделочно-упрочняющей обработки содержит камеру 1 с жидкостью, эжектор 2, обрабатываемую деталь 3, заборное устройство 4, твердые частицы 5, гибкие трубопроводы 6 и 7, шпиндель вращения детали 8 и механизм перемещения эжектора 9. Деталь 3 и эжектор 2 погружены в жидкость. 2 с. и 4 з.п. ф-лы, 1 ил.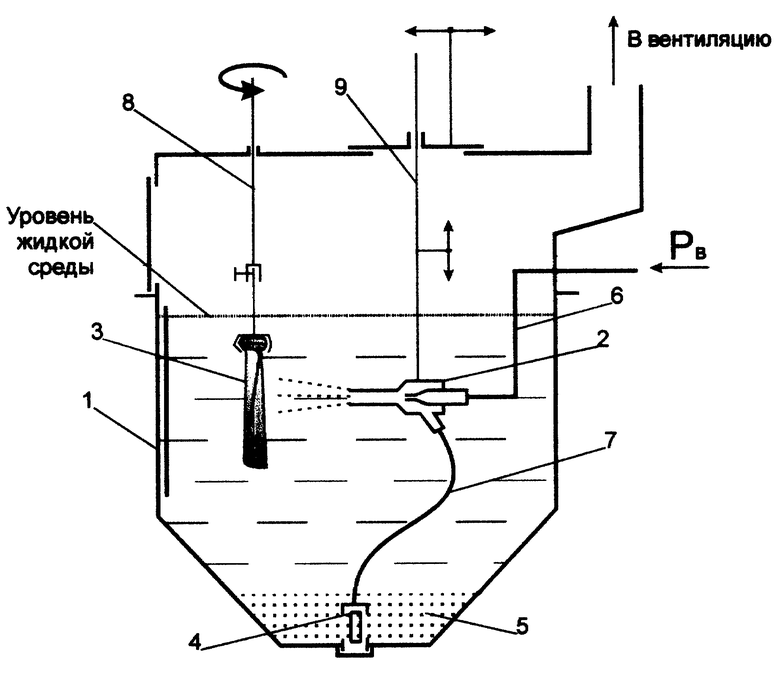
| СПОСОБ ГИДРОАБРАЗИВНОЙ ОБРАБОТКИ | 0 |
|
SU207768A1 |
| СПОСОБ СТРУЙНОЙ ОБРАБОТКИ | 1991 |
|
RU2009864C1 |
| Способ гидроабразивной обработкидЕТАлЕй | 1978 |
|
SU814694A1 |
| Способ гидроабразивной обработки | 1978 |
|
SU818841A1 |

