Изобретение относится к ремонту изношенной или поврежденной теплоизолирующей футеровки или огнеупорной стенки печи, преимущественно стекловаренной, выполненной из плавленого огнеупора, например, бакора.
Способ пригоден для ремонта поверхности огнеупорной стенки печи или другой конструкции, которая при использовании испытывает воздействие высоких температур. Примерами таких конструкций являются стекловаренные печи, печи для крекингования, какие применяются в нефтяной промышленности, коксовые печи и огнеупорное оборудование, применяемое в металлургии.
Известен способ получения когерентных огнеупорных масс, который можно использовать при ремонте футеровок из плавленого огнеупора, а также стекловаренных печей. Для получения на поверхности изношенного огнеупора новой огнеупорной массы на эту поверхность направляют струю кислорода и одновременно наносят смесь частиц огнеупорного материала и частиц горючего материала. Последний вступает в экзотермическую реакцию с кислородом с выделением достаточного для образования указанной массы количества тепла. Обычно смесь содержит частицы кремния, частицы одного или нескольких огнеупорных материалов (основные компоненты), а также частицы другого вещества и/или неметаллического материала, который в условиях получения массы образует другое вещество, обеспечивающее внедрение образующего при сгорании кремния диоксида кремния в кристаллическую решетку. В качестве другого вещества предпочтительно использовать оксид магния, оксид кальция или оксид двухвалентного железа; неметаллического материала - пироксид кальция или волластонит [1]. За счет тепла, выделяющегося при сгорании горючего вещества на или вблизи от ремонтируемой поверхности, последняя также размягчается или плавится, в результате ремонтная масса (огнеупорная масса), которая сама в значительной степени сплавляется, прочно сцепляется с ремонтируемой стенкой.
Известен способ керамической сварки, который также можно использовать для ремонта или получения огнеупорных материалов, в котором в отличие от способа по [1] в экзотермической смеси используют смесь огнеупорного порошка, содержащего по меньшей мере один огнеупорный оксид из группы: оксид хрома, оксид магния, оксид алюминия, и горючего порошка по меньшей мере двух металлов из группы: алюминий, магний, хром, цирконий в количестве не более 10 мас. %. Такое количество горючего порошка достаточно для частичного плавления и размягчения огнеупорного порошка [2].
Было установлено, что при ремонте огнеупорных материалов, обладающих более высокой термостойкостью, возникают трудности, связанные с получением расплавленной массы. Примерами высокостойких огнеупорных материалов являются хромомагнезит, магнезит - оксид алюминия, высокоактивный оксид алюминия, а также огнеупорные материалы с довольно значительным содержанием циркония, например бакор (сплав оксида алюминия, оксида циркония и диоксида кремния). Одной из проблем, которые возникают в случае использования ремонтных масс для керамической сварки, подвергающихся в процессе работы воздействию очень высоких температур, является исключение из этих масс фазы, имеющей недостаточно высокую температуру размягчения или плавления. Когезионная способность ремонтной массы, содержащей такую фазу, ухудшается при высоких температурах. Коррозионная стойкость ее при высоких температурах также ниже, чем можно было бы ожидать. Как правило, огнеупорная фаза, обладающая сравнительно более низкой физической стойкостью к высоким температурам, легче подвергается в этих условиях химическому воздействию.
Особым требованием к реализации всех указанных способов является то, что смеси должны иметь тонкодисперсный помол (менее 0,05 мм), а для получения тепловой энергии требуется кислород и горючий порошок (также тонкодисперсного помола), который сжигается в потоке кислорода с выделением тепла. Кроме того, процесс сгорания требует постоянного контроля, который осуществляется подбором компонентов, входящих в состав горючего порошка (качественный и количественный подбор).
Использование тонкоизмельченных окисляемых металлических порошков способствует быстрому окислению и выделению тепла, однако эти процессы являются опасными из-за обратного проскакивания пламени. Существуют способы, исключающие процесс обратного проскакивания пламени, но все они значительно усложняют технологию получения огнеупорной массы на поверхности ремонтируемого изделия.
В настоящее время стекловаренные печи изготавливаются из плавленых огнеупоров, преимущественно бадделеито-корундовых (бакоровых). Эти огнеупоры относятся к тугоплавким. Они содержат, мас.%: корунд (A12O3) 58-61, бадделеит (ZrO2) 33-37, кремнезем (SiO2) 13-14, плавни - не более 1,5-2,5, Fе2О2 - не более 0,2.
Для мелкого ремонта можно использовать один из указанных способов. Однако, когда бакоровые брусья подвержены большому износу, эффективность способа снижается, т.к. наплавлять приходится большую массу, и тогда для его осуществления требуется полный разогрев ремонтируемого изделия, а это приводит к дополнительным затратам. Процесс восстановления становится сложным и трудоемким. На практике изношенные брусья подвергают дроблению и вторичной переплавке.
Способ, известный из [3], позволяет восстановить изношенный участок футеровки, не нарушая конструктив печи. Согласно этому способу на участке ремонтируемой поверхности, соответствующей ширине формовочного бруса, устанавливают опалубку из графита, образуя формовочный отсек между вертикальной стенкой футеровки и опалубочными блоками глубиной до 50 мм, после чего производят локальное расплавление поверхности и вводят в зону расплава огнеупорную шихту, при этом шихту вводят в зону расплава без предварительного нагрева, в качестве шихты берут тот же огнеупор, дробленый до фракции не более 15 мм, а нагрев и расплавление осуществляют потоком низкотемпературной плазмы. В качестве источника потока низкотемпературной плазмы используют плазменный генератор прямого действия, и роль анода его выполняет графитовая опалубка, кроме того, глубоко изношенные участки футеровки перед оплавлением заполняют крупными кусками огнеупора размером 20-50 мм, а опалубку наращивают по мере заполнения формовочного отсека до полного заплавления изношенного участка футеровочного бруса на требуемую высоту. Этот способ является наиболее близким по технической сущности и достигаемому результату и выбран в качестве прототипа.
Качество наплавленной массы на изношенную поверхность футеровки в значительной степени зависит от количества огнеупорной крошки, вносимой однократно для наплавления. Экспериментально установлено, что для повышения эффективности наплавки толщина слоя должна составлять 7-10 мм при крупности шихтового материала до 10 мм. При увеличении слоя наблюдается "захолаживание" (снижение температуры) расплавленной поверхности футеровки, что не позволяет обеспечить качественное (полное) сплавление наплавляемой массы с основой. В этом случае для обеспечения качественного сплавления необходимо повторное расплавление всего объема, а это приводит к дополнительным затратам электроэнергии. Ширина формовочного отсека, равная (соответствующая) ширине формовочного бруса конструктива печи, необоснованно мала. Это также приведет к снижению энергетических затрат. Существует возможность подбора оптимальных режимов горения плазменной дуги, позволяющая обеспечить обработку большей площади наплавляемого участка с увеличением ширины формовочного отсека. При глубине формовочного отсека до 50 мм происходит быстрое охлаждение наплавленного слоя из-за малой его глубины, кроме того, использование опалубочного графитового бруса высотой до 50 мм приводит к частым технологическим перерывам для наращивания опалубки по высоте. Малый по геометрическим параметрам графитовый брус, используемый в качестве анода, подвергается относительно большей эрозии, что приводит к повышению количества неровностей на лицевой поверхности вновь наплавляемой футеровки. При этом необходимо дополнительно расплавлять остывшую поверхность, что также приводит к дополнительным затратам электроэнергии.
Задачей изобретения является снижение энергетических затрат при одновременном повышении качества наплавляемой поверхности футеровки.
Поставленная задача решается тем, что в известном способе, включающем локальный с помощью потока низкотемпературной плазмы нагрев до образования расплава поверхности огнеупора, ограниченной опалубкой из графита, внесение в эту зону дробленого огнеупорного материала и перемещение опалубки по мере полного заплавления участка, ограниченного опалубкой, длину опалубки определяют из выражения
L-1100-2H,
где L - длина опалубки, Н - средняя глубина изношенного участка футеровки,
высоту опалубки выбирают от 60 до 150 мм, а слой однократно вводимой в расплав крошки огнеупора - не более 10 мм, при этом рабочий ток плазменной дуги при наплавке составляет 350-400 А, а напряжение 100-170 В.
Предлагаемое изобретение отличается от прототипа тем, что
- длину опалубки определяют из выражения
L=1100-2H,
где L - длина опалубки, Н - средняя глубина изношенного участка футеровки,
высоту опалубки выбирают от 60 до 150 мм, слой однократно вводимой в расплав крошки составляет не более 10 мм, рабочий ток плазменной дуги составляет 350-400 А, а напряжение - 100-170 В.
При таких параметрах опалубки достигаются оптимальные режимы горения плазменной дуги, что позволяет обеспечить при минимальных расходах электрической энергии наплавление одновременно за один проход (одно установочное положение опалубки) большей футеровочной массы.
Таким образом, используя предлагаемый способ, можно наплавить качественный слой с ровной лицевой поверхностью, уменьшив при этом энергетические затраты и увеличив производительность. Однородность и качество наплавленной части соответствуют однородности и качеству ремонтируемого материала футеровки, т. к. они представляют собой смеси одного состава, полученные путем плавления.
На фиг.1 представлена схема наплавления огнеупора на изношенный участок футеровки; на фиг.2 - продольный разрез участка стекловаренной печи.
Способ реализуется следующим образом.
На участок ремонтируемой поверхности 1 футеровки 2 устанавливают графитовую опалубку 3, состоящую из опалубочных блоков 4 и образующую вместе с поверхностью 1 формовочный отсек 5. Длину опалубки определяют по формуле L= 1100-2Н, где Н - средняя глубина изношенного участка футеровки. Высоту опалубки выбирают от 60 до 150 мм в зависимости от степени износа футеровки. Чем больше износ, тем меньше габариты опалубки, однако, минимальные ее размеры всегда будут больше, чем у прототипа. Тепловой поток, генерируемый плазменным генератором 6, направляют на нижний участок ремонтируемой поверхности футеровки. Поверхность равномерно нагревают до образования ванны расплава 7. В расплав вносят порцию дробленого огнеупора 8 (дробленую крошку размером до 10 мм), при этом слой однократно вводимой в расплав крошки огнеупора не более 10 мм, и производят проплавление смеси (расплав и дробленый огнеупор) до полной гомогенизации. На поверхность расплавленной массы вновь вводят слой крошки и снова проплавляют смесь, проплавление производится в верхнем слое и т.д. до тех пор, пока формовочный отсек не заполнится ремонтной массой. Если высота изношенного участка больше глубины формовочного отсека, опалубку наращивают и производят дальнейшее наплавление ремонтной массы на требуемую высоту. В том случае, когда ширина износа больше ширины формовочного отсека, опалубку дополняют по горизонтали, при этом одним из торцевых опалубочных щитов служит боковая стенка наплавленного участка футеровки. И так далее на всех участках футеровки, где она повреждена. Глубоко изношенные участки сначала заполняют крупными кусками того же огнеупора. Размер кусков зависит от размеров износа. Необходимо, чтобы они заняли плотно весь его объем.
Таким образом, устанавливая опалубку, можно наплавить ремонтную массу на места износа с любой их конфигурацией, в том числе, когда износ глубокий и расположен по всему периметру футеровки. Предпочтительно иметь размер крошки не более 10 мм, а размер кусков 20-50 мм, т.к. при больших размерах ухудшается проплавление крошки и увеличивается энергоемкость процесса (требуется больше времени на расплавление крошки или снижается качество наплавленного слоя из-за неполного проплавления). В качестве источника низкотемпературной плазмы используют плазменный генератор прямого действия, при этом роль анода его выполняет графитовая опалубка.
Пример. Проводился ремонт изношенных бакоровых брусьев, расположенных на уровне "зеркала" расплава в "холодной" стекловаренной печи. Износ их составлял на критическом участке около 40% и имел сложную форму, максимальная величина износа вглубь бруса достигала 200 мм, средняя - 100 мм. Таким образом, длина опалубки равна 1100-2•100=900 мм. Высоту опалубки выбрали 100 мм. Ремонт производил по участкам шириной 900 мм. Устанавливали графитовую опалубку, смонтированную из отдельных элементов (опалубочных блоков). Таким образом, между опалубкой и ремонтируемыми бакоровыми брусьями образовался формовочный отсек, который определял форму наплавляемого элемента. Источником потока низкотемпературной плазмы служил плазмотрон, имеющий два графитовых электрода, в качестве анода служила графитовая опалубка. Дуга плазмы возбуждалась в момент касания подвижного катода и опалубки и растягивалась при удалении от нее, образуя устойчивый поток низкотемпературной плазмы. Рабочий ток плазменной дуги при наплавке составлял 370 А, а напряжение 150 В. Этим потоком расплавляли поверхность бакорового бруса, после чего подсыпали бакоровую крошку и расплавляли ее до полного сплавления с ремонтируемой поверхностью. Процесс производился до полного заполнения формовочного отсека. При необходимости графитовую опалубку наращивали по высоте. После полного заполнения изношенного участка бруса ремонтной массой переходили к восстановлению следующего бруса, и т.д. В результате получили поверхность, наплавленную до исходных (паспортных) геометрических размеров печи по всему ее периметру.
Таким образом, кратковременное воздействие плазменного потока на ремонтируемую поверхность приводит к поверхностному расплавлению ее, а дальнейшее нагревание расплава и крошки - к полному перемешиванию наплавленной массы, а следовательно, к свариванию вместе огнеупорных материалов (крошки и ремонтируемого изделия) через поверхностный расплавленный слой.
Источники информации
1. Патент Великобритании 2257136, 29.06.92., М.кл. С 04 В 35/66.
2. Патент Великобритании 2110200, опубл. 1983 г., М.кл. С 04 В 35/68.
3. Заявка России 97114756, опубл. 10.07.99., М.кл. С 04 В 35/653, 35/03.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЛАЗМЕННАЯ УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ТУГОПЛАВКОГО СИЛИКАТНОГО РАСПЛАВА | 2012 |
|
RU2503628C1 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ МИНЕРАЛЬНОГО РАСПЛАВА ПЛАЗМЕННЫМ НАГРЕВОМ | 2007 |
|
RU2355651C2 |
| Термит для ремонта футеровки метал-луРгичЕСКиХ АгРЕгАТОВ | 1979 |
|
SU838292A1 |
| СПОСОБ ГОРЯЧЕГО РЕМОНТА ОГНЕУПОРНОЙ ФУТЕРОВКИ ТЕПЛОВЫХ АГРЕГАТОВ МЕТОДОМ КЕРАМИЧЕСКОЙ НАПЛАВКИ И КЕРАМИЧЕСКАЯ НАПЛАВЛЕННАЯ МАССА | 2003 |
|
RU2239758C1 |
| ФУТЕРОВКА СТЕН БАССЕЙНА СТЕКЛОВАРЕННОЙ ПЕЧИ | 2007 |
|
RU2340568C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ БАКОРОВЫХ ОГНЕУПОРОВ | 1999 |
|
RU2172727C2 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ МИНЕРАЛЬНЫХ ВОЛОКОН | 2007 |
|
RU2344093C1 |
| СПОСОБ СОЗДАНИЯ ЗАЩИТНОГО ПОКРЫТИЯ НА ШАМОТНЫХ ИЗДЕЛИЯХ | 2000 |
|
RU2193545C2 |
| СПОСОБ РЕМОНТА ОГНЕУПОРНОЙ КЛАДКИ ПЕЧЕЙ КОКСОВОЙ БАТАРЕИ | 2010 |
|
RU2480507C1 |
| СПОСОБ ОБРАЗОВАНИЯ ОГНЕУПОРНОЙ РЕМОНТНОЙ МАССЫ И ПОРОШКОВАЯ СМЕСЬ | 1996 |
|
RU2154044C2 |

Изобретение относится к ремонту изношенной или поврежденной теплоизолирующей футеровки или огнеупорной стенки печи, выполненных из плавленого огнеупора. На участке поверхности восстанавливаемого огнеупора устанавливают опалубку, длину которой определяют из выражения L=1100-2H, где L - длина опалубки, Н - средняя глубина изношенного участка футеровки, высоту опалубки выбирают от 60 до 150 мм, а слой однократно вводимой в расплав крошки огнеупора - не более 10 мм, при этом рабочий ток плазменной дуги, с помощью которой производят плавление, составляет 350-400 А, а напряжение 100-170 В. Способ осуществляют послойным наплавлением ремонтной массы на изношенные участки. Использование плазменного потока приводит к быстрому поверхностному расплавлению огнеупора и способствует формированию когезионной огнеупорной сварочной массы, прочно сцепленной с основой ремонтируемого изделия через поверхностный расплав. 2 ил.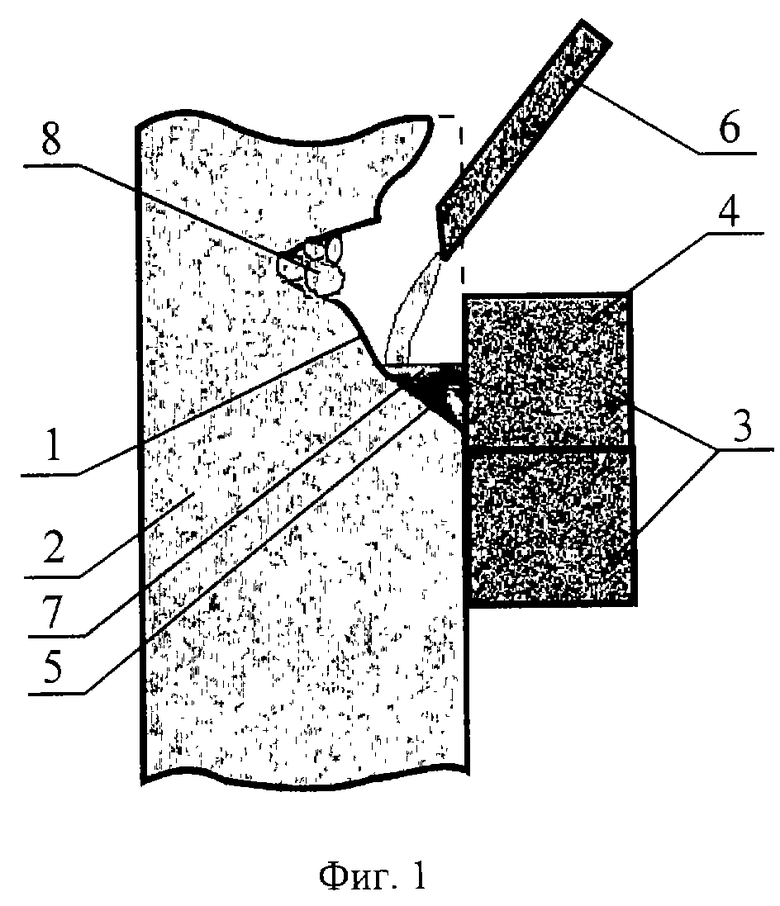
Способ холодного ремонта футеровки из плавленого огнеупора, включающий локальный с помощью потока низкотемпературной плазмы нагрев до образования расплава поверхности огнеупора, ограниченной опалубкой из графита, внесение в эту зону дробленого огнеупорного материала и перемещение опалубки по мере полного заплавления участка, ограниченного опалубкой, отличающийся тем, что длину опалубки определяют из выражения L= 1100-2H, где L - длина опалубки, Н - средняя глубина изношенного участка футеровки, высоту опалубки выбирают от 60 до 150 мм, а слой однократно вводимой в расплав крошки огнеупора - не более 10 мм, при этом рабочий ток плазменной дуги при наплавке составляет 350-400 А, а напряжение 100-170 В.
| RU 97114756 A, 10.07.1999 | |||
| СПОСОБ РЕМОНТА ФУТЕРОВКИ ДОМЕННОЙ ПЕЧИ | 2000 |
|
RU2163642C1 |
| US 3800983 A, 02.04.1974 | |||
| Способ окисления боковых цепей ароматических углеводородов и их производных в кислоты и альдегиды | 1921 |
|
SU58A1 |

