Изобретение относится к металлургической теплотехнике и может быть использовано в печах-ваннах нанесения легкоплавких покрытий на изделия, например цинка на стальную проволоку, на металлургических и машиностроительных заводах.
Известна печь по английскому патенту 919251, F 27 В 9/28 от 20.02.63. В этой печи стальная ванна со стороны нагревателей по периметру защищена огнеупорной кладкой, имеющей примерно тот же коэффициент термического расширения, что и стальная ванна. В качестве материала такой кладки может быть использован магнезит. При таком выполнении ванна и кладка расширяются как одно целое и между ними не возникает промежутка. Это, несомненно, позволяет повысить стойкость стальной ванны, так как при любом способе отопления или электрического нагрева повышается равномерность нагрева ванны. Однако со стороны расплава положение сохраняется, так как такие агрессивные расплавы, как, например, расплав цинка, всегда реагируют со сталью ванны и задача повышения ее стойкости сохраняет актуальность. Такая конструкция печи-ванны позволяет обеспечить ее двухсторонне обслуживание. Это особенно актуально при установке на выходе ванны стационарных обтиров с нестандартным конструктивным исполнением. При одностороннем обслуживании печи-ванны работа с этими обтирами весьма проблематична.
Известна наиболее близкая к предлагаемой печь-ванна для нанесения легкоплавких покрытий на изделия по патенту 1570443, С 21 D 1/52, F 27 В 9/28, опубл. в БИ 4, 1994. Она содержит ванну с расплавом, состоящую из технологического участка, через который транспортируют покрываемые изделия, и отопительного участка, выполненного в виде форкамеры, содержащей горелки, сопла вторичного воздуха и свод с дымоотводящим каналом.
На дымоотводящем канале печи установлен рекуператор, предназначенный для нагрева воздуха, необходимого для горения. Стальной корпус ванны изнутри футерован огнеупорным кирпичом. Эта печь выгодно отличается от печей-ванн с форкамерой, содержащих горелки полного сжигания топлива, исключением контактного нагрева зеркала расплава цинка окислительными продуктами полного сгорания, что позволяет снизить его окисление. Кроме того, благодаря наличию внутренней футеровки, ванна печи имеет практически неограниченный срок службы.
Однако эту печь можно обслуживать только с одной стороны, которая свободна от форкамеры, то есть со стороны технологического участка печи. Такое положение вещей приемлемо при применении традиционных технологий. Например, когда при цинковании проволоки в качестве обтиров используют так называемые "куколки", выполненные из асбеста. Их привязывают к ниткам проволоки перед входом ее в ванну. Куколки двигаются в печи-ванне вместе с проволокой и выполняют на выходе из нее роль обтиров. Положение изменилось при применении современных технологий, например "блестящего" цинкования стальной низкоуглеродистой проволоки. При новой технологии необходимо использовать стационарные обтиры специальной конструкции.
При одностороннем обслуживании стационарного обтира, а его обслуживание со стороны форкамеры исключено, возникают серьезные трудности. Как правило, через печи-ванны этого технологического назначения протягивают 20-24 нитки проволоки. Соответственно стационарный обтир содержит 20-24 элемента. Каждый элемент снабжен прижимными болтами и нуждается в индивидуальном обслуживании. Это сравнительно несложно осуществить со стороны технологического участка печи, который свободен от форкамеры. Обслуживание ближних к форкамере элементов стационарного обтира связано с определенным риском и сопряженным с ним травматизмом, который имеет место при одностороннем обслуживании печей-ванн горячего цинкования.
Технической задачей изобретения является обеспечение двухстороннего обслуживания печи-ванны на выходе изделий при исключении подстывания расплава и сохранении высокой стойкости ванны.
Решение поставленной задачи достигается тем, что ванна с расплавом со стороны выхода изделий снабжена выступом, а форкамера выполнена переменной по ширине и с частичным перекрытием технологического участка.
Здесь следует отметить, что применение выступа для двухстороннего обслуживания печи-ванны является весьма очевидным. Однако наличие только этого конструктивного элемента не позволяет выполнить поставленную техническую задачу. Более того, без дополнительных конструктивных решений установка такого узла может привести к негативным технологическим следствиям, а именно к подстыванию расплава цинка непосредственно перед стационарным обтиром, что существенно снизит эффективность его работы и ухудшит качество покрытия. Именно поэтому форкамера отопительного участка выполнена переменной по ширине так, что непосредственно перед выступом ванны форкамера перекрывает часть технологического участка. Это позволяет увеличить площадь теплопередающей поверхности форкамеры и площадь тепловоспринимающей поверхности зеркала расплава непосредственно перед выступом, на котором возможно его подстывание.
Известен наиболее близкий к предлагаемому способ нагрева расплава в печи-ванне для нанесения легкоплавких покрытий на изделия, включающий нагрев расплава в форкамере, по патенту РФ 1570443, С 21 D 1/52, F 27 В 9/28, опубл. в БИ 4, 1994.
В связи с вышеизложенным решение поставленной технической задачи достигается также тем, что расплав нагревают на части длины печи, а перед выступом путем увеличения площадей теплопередающей поверхности форкамеры и тепловоспринимающей поверхности зеркала расплава к нему подводят дополнительные тепловые потоки.
Такой способ нагрева расплава позволяет, не повышая температуру в рабочем пространстве форкамеры за счет увеличения тепловых потоков, поддерживать заданную температуру расплава и исключить его подстывание перед стационарным обтиром. При этом обеспечивается двухстороннее обслуживание печи при сохранении высокой стойкости ванны.
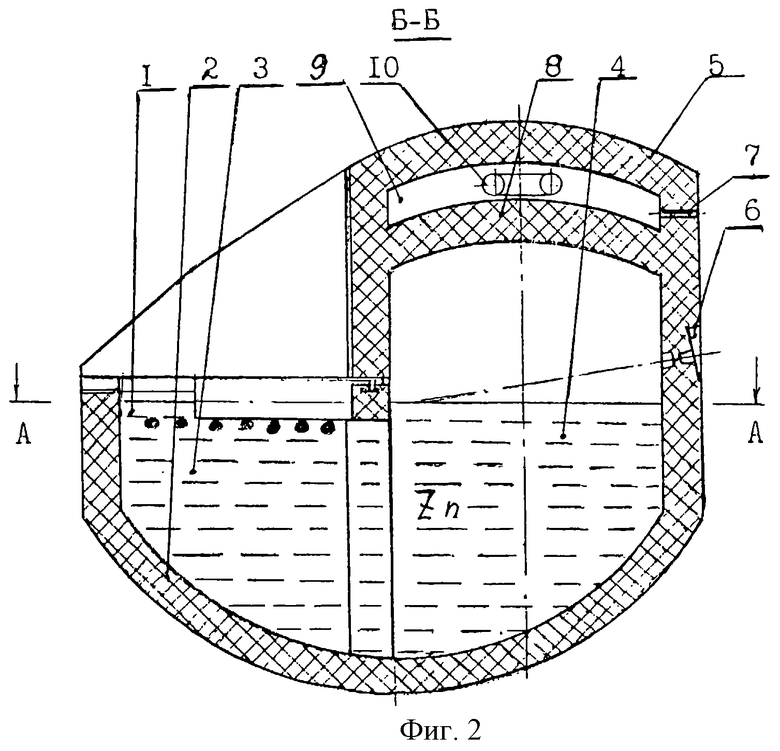
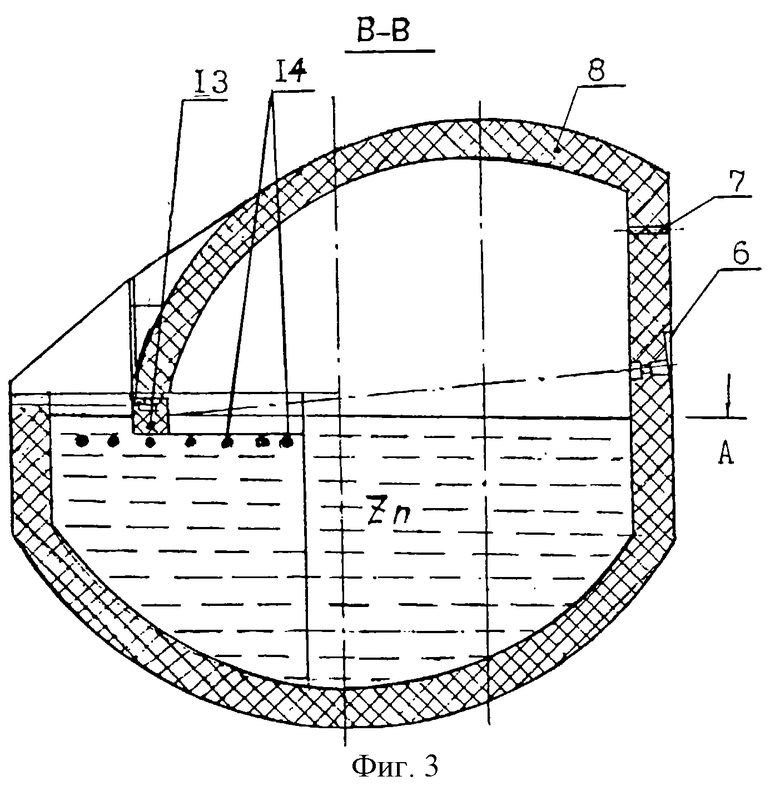
На фиг.1 представлен продольный разрез печи-ванны нанесения легкоплавких покрытий на изделия. На фиг.2, 3 представлены соответственно поперечные разрезы печи-ванны до и после частичного перекрытия технологического участка сводом форкамеры.
Печь содержит ванну с расплавом 1, футерованную изнутри огнеупорной кладкой 2. По ширине печь разделена на технологический и отопительный участки. На технологическом участке 3 транспортируют и покрывают изделия. Отопительный участок печи снабжен форкамерой 4 с основным сводом 5. Форкамера содержит горелки неполного сжигания топлива 6 и сопла для дожигания продуктов неполного сгорания 7. Она снабжена промежуточным сводом 8, над которым осуществляют окончательное дожигание продуктов неполного сгорания. Между основным 5 и промежуточным 8 сводами, образующими дымоотводящий канал 9, установлен рекуператор 10. На фиг.2 он показан в виде поперечного разреза U-образной трубы. В отличие от известных печей-ванн рассматриваемая печь содержит продольный выступ 11. Перед продольным выступом 11 форкамера выполнена расширенной и частично перекрывает участок 3. Это перекрытие 12 выполнено из подвесного кирпича 13, опущенного непосредственно в расплав.
Печь работает следующим образом. Покрываемые легкоплавким покрытием изделия, например стальную проволоку 14, покрываемую цинком, протягивают через его расплав на технологическом участке 3 печи-ванны. При протягивании ее под перекрытием 12, как и в свободной от него части технологического участка, пользуются специальным приспособлением -"вилкой". Рекуператор установлен между основным 5 и промежуточным 8 сводами до перекрытия 12 (фиг.2-3). В районе 12 свод форкамеры 5 обращен непосредственно к расплаву технологического участка. Такое выполнение позволяет подвести к расплаву перед входом протягиваемой проволоки в выступ 11 дополнительные тепловые потоки и тем самым предотвратить подстывание расплава на выходе проволоки из печи и входом ее в стационарный обтир (на фиг.1-3 не показан). В остальном предлагаемая печь-ванна работает так же, как и печь-ванна прототипа. В форкамерной части печи над расплавом для снижения его окисления топливо, например природный газ, сжигают с недостатком воздуха, а под сводом продукты неполного сгорания дожигают. Однако, как показано на фиг. 2-3, в форкамере горелки установлены таким образом, что их факел до и после перекрытия 12 ориентирован на всю ширину. Предложенное конструктивное исполнение позволяет решить поставленную техническую задачу, а именно обеспечить двухстороннее обслуживание печи-ванны на выходе изделий при исключении подстывания расплава и сохранении высокой стойкости ванны.
Предлагаемую печь-ванну нанесения легкоплавких покрытий на изделия и способ нагрева расплава внедрили на агрегатах горячего оцинкования низкоуглеродистой проволоки 1-2 сталепроволочного цеха 1 Череповецкого сталепрокатного завода. Внедрение подтвердило полное выполнение поставленной технической задачи. Подстывания расплава перед входом проволоки в стационарный обтир не происходит. Это позволяет получать качественную низкоуглеродистую проволоку с блестящим цинковым покрытием. Заправка проволоки на перекрытой части технологического участка печи-ванны не вызывает дополнительных трудностей. Обслуживание стационарного обтира является двухсторонним и существенно упростилось.
В заключение следует отметить, что помимо решения вопросов, сформулированных в технической задаче, внедрение изобретения позволяет получить реальный экономический эффект за счет сокращения времени и оперативности обслуживания стационарного обтира, а также улучшения качества металлопродукции как результата его более эффективной работы. Изобретение внедрено в апреле 2002 г. , поэтому количественную оценку этого эффекта еще предстоит выполнить.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЕЧЬ-ВАННА ПЛАВЛЕНИЯ И НАНЕСЕНИЯ ПОКРЫТИЙ ЛЕГКОПЛАВКИХ МЕТАЛЛОВ НА ИЗДЕЛИЯ И СПОСОБ ЕЕ ОТОПЛЕНИЯ | 2000 |
|
RU2211866C2 |
| ПРОТЯЖНАЯ ПЕЧЬ ДЛЯ НАНЕСЕНИЯ ЛЕГКОПЛАВКИХ ПОКРЫТИЙ НА ИЗДЕЛИЯ И СПОСОБ ЕЕ ОТОПЛЕНИЯ | 1988 |
|
SU1570443A3 |
| ПЕЧЬ-ВАННА ПЛАВЛЕНИЯ И НАНЕСЕНИЯ ПОКРЫТИЙ ЛЕГКОПЛАВКИХ МЕТАЛЛОВ НА ИЗДЕЛИЯ И СПОСОБ ЕЕ ЭКСПЛУАТАЦИИ | 2003 |
|
RU2277605C2 |
| ПЕЧЬ-ВАННА НАНЕСЕНИЯ ПОКРЫТИЙ НА ИЗДЕЛИЯ И СПОСОБ ЕЕ ЭКСПЛУАТАЦИИ | 2002 |
|
RU2244040C2 |
| ПЕЧЬ-ВАННА С ПОГРУЖНЫМИ НАГРЕВАТЕЛЯМИ И СПОСОБ КОНТРОЛЯ ИХ ВЫХОДА ИЗ СТРОЯ | 1999 |
|
RU2190172C2 |
| СПОСОБ ОТОПЛЕНИЯ ПРОТЯЖНОЙ ПЕЧИ ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ ЛЕГКОПЛАВКИХ МЕТАЛЛОВ НА ИЗДЕЛИЯ | 1990 |
|
RU1658704C |
| Печь для алюминирования длинномерных изделий | 1981 |
|
SU1006533A1 |
| ШАХТНО-ВАННАЯ ПЕЧЬ ДЛЯ ПЛАВКИ ЦВЕТНЫХ СПЛАВОВ | 1996 |
|
RU2106587C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБ И ИЗДЕЛИЙ С МЕТАЛЛИЧЕСКИМ ПОКРЫТИЕМ | 1995 |
|
RU2110601C1 |
| Ванна для алюминирования длинномерных изделий | 1981 |
|
SU1014976A1 |
Изобретение относится к металлургической теплотехнике и может быть использовано на металлургических и машиностроительных заводах при производстве различных метизов. Печь-ванна для нанесения легкоплавких покрытий на изделия содержит ванну с расплавом. Ванна состоит из технологического участка для транспортировки покрываемых изделий и отопительного участка. Отопительный участок выполнен в виде форкамеры, содержащей горелки, сопла вторичного воздуха и свод с дымоотводящим каналом. Форкамера выполнена переменной по ширине и с частичным перекрытием технологического участка. Способ нагрева расплава в печи-ванне для нанесения легкоплавких покрытий на изделия включает нагрев расплава в форкамере. Покрытия наносят в печи-ванне с выступом. На участке форкамеры перед выступом путем увеличения площадей теплопередающей поверхности форкамеры и тепловоспринимающей поверхности зеркала расплава к нему подводят дополнительные тепловые потоки. Изобретение позволяет обеспечить двухстороннее обслуживание печи-ванны на выходе изделий при исключении подстывания расплава и сохранении высокой стойкости ванны. 2 с.п. ф-лы, 3 ил.
| ПРОТЯЖНАЯ ПЕЧЬ ДЛЯ НАНЕСЕНИЯ ЛЕГКОПЛАВКИХ ПОКРЫТИЙ НА ИЗДЕЛИЯ И СПОСОБ ЕЕ ОТОПЛЕНИЯ | 1988 |
|
SU1570443A3 |
| СПОСОБ ОТОПЛЕНИЯ ПРОТЯЖНОЙ ПЕЧИ ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ ЛЕГКОПЛАВКИХ МЕТАЛЛОВ НА ИЗДЕЛИЯ | 1990 |
|
RU1658704C |
| Печь для алюминирования длинномерных изделий | 1981 |
|
SU1006533A1 |
| US 5116645 A, 26.05.1992. | |||

