Изобретение относится к технологии лазерного синтеза объемных изделий (ЛСОИ) из порошковых композиций.
Известны различные способы реализации ЛСОИ макетов деталей машин. Одним из наиболее развитых и имеющих широкие перспективы является метод селективного лазерного спекания (СЛС) порошковых композиций (J.Beaman, С. Dackard 'Selective laser sintering with assist powder handing', USA Patent 4938816, 3 Jule 1990). Имеются предложения по использованию в качестве порошкового материала для СЛС многокомпонентных смесей порошков с существенно различающимися физическими свойствами, например металл-полимер (Шишковский И.В., Куприянов Н. Л. , Петров А.Л. "Условия послойного селективного спекания по контуру металлополимерных композиций при лазерном воздействии" // Физика и химия обработки материалов, 1995, 3, с. 88), металлы (Oliver Graydon "Jets of molten metal make industrial parts" //Opto & Laser Europe, 1988, February), металл-керамика (Bourell D.L., Marcus H.L., Barlow J.W., Beamen J.J. "Selective laser sintering of metals and ceramic" // Inter. J. Powder Metal. 1992. V.28. 4. С. 369-381).
Также известен способ изготовления объемных изделий из порошковой композиции (Шишковский И. В. , Куприянов Н.Л., Патент России 2145269, B 22 F 3/105), включающий последовательное послойное размещение порошковой композиции в станке для СЛС, обработку каждого слоя лазерным излучением (ЛИ) по заданному контуру и извлечение полученного изделия из станка с удалением порошковой композиции, не принявшей участия в формировании объемного изделия. Однако по этому способу возможно изготовление изделий из металлополимерных порошковых композиций с однородными по объему свойствами.
Прототипом заявляемого изобретения является способ изготовления объемных изделий из порошковых композиций (Гуреев Д.М., Петров А.Л., Шишковский И.В., "Селективное лазерное спекание биметаллических порошковых композиций" // Физика и химия обработки материалов, 1997, 6, с.92), состоящий из подачи порошковой композиции и лазерной обработки элементов формируемого изделия. Недостатком этого способа является невозможность получения изделий с переменными по объему свойствами.
Однако представляется перспективным еще на уровне компьютерной визуализации в среде САПР (система автоматизированного проектирования), заранее определять структуру спекаемых объектов и геометрическое расположение материала компонент, их составляющих. Это позволит формировать объемные изделия, структура и свойства которых изменяются в зависимости от направления, а также зависят от координаты в выбранном направлении.
Задачей заявляемого изобретения является получение методом селективного лазерного спекания объемных изделий с пространственно-переменными, заранее заданными свойствами материала в объеме изделия.
Это достигается тем, что в способе лазерного синтеза объемных изделий из порошковых композиций, включающем подачу порошковой композиции и лазерную обработку слоев, пространственно-переменные заранее заданные свойства материала в объеме формируемого изделия получают путем управляемой подачи порошковых композиций переменного состава.
Также возможен и второй вариант, когда эта задача достигается тем, что в способе лазерного синтеза объемных изделий из порошковых композиций, включающем подачу порошковой композиции и лазерную обработку слоев, пространственно-переменные заранее заданные свойства материала в объеме формируемого изделия получают путем динамического изменения параметров лазерной обработки (например, мощности лазерного излучения, скорости и способа сканирования) в процессе изготовления изделия.
Для заявляемого технического решения и его признаков характерны следующие отличительные свойства: подача в зону лазерной обработки и размещение компонент порошковой композиции есть не механически повторяющийся процесс, как это было свойственно всем предыдущим технологическим решениям по СЛС, а заранее определенный и рассчитанный на стадии компьютерного проектирования процесс формирования новых свойств. Технически эти условия выполняется посредством
- введения в технологический стенд для СЛС устройств распределения порошковых компонент по спекаемой лазерным излучением поверхности, использующих различные методы нанесения (селективное размещение в отдельных участках поверхности или распределение по всей поверхности изделия);
- реализации движения лазерного луча по определенной траектории и дозирования уровня ЛИ в каждой точке обрабатываемой поверхности.
Принципиальным моментом при реализации заявляемого технического решения является выбор материала порошковых компонент синтезируемого объемного изделия. Эти компоненты должны обладать свойством припекаемости или химического сродства, что определяется их диаграммами состояния, условиями лазерного воздействия и возможностью совмещения в едином процессе компактирования кроме процесса спекания и других процессов, как например, склеивание, пайка, химическая реакция и т.д. Кроме того, дисперсность порошка и диаметр пучка лазерного излучения должны быть соразмерны.
Предлагаемый способ изготовления объемных изделий реализован в следующих примерах:
Пример 1. Порошки предварительно просеивались на системе сит 005-05 (ГОСТ 3584-73). Для приготовления порошковых смесей использовался никелевый наплавочный порошок ПГ-СР4 (ПН) на основе (Ni, Cr, В, Si) сплава с размером фракции < 63 мкм, который механически смешивали с порошком поликарбоната ЛЭТ-7.0 (ПК) с размером фракции <63 мкм до равномерного распределения. Составлялись металлополимерные композиции следующего состава:
1 - ПН+ПК = 10:1 ; 2 - ПН+ПК = 12:1; 3 - ПН+ПК = 16:1; 4 - ПН+ПК = 20:1; 5 - ПН+ПК = 22:1
Синтез объемного изделия осуществлялся воздействием непрерывного расфокусированного излучения YAG-Nd лазера (диаметр луча dл=2,5 мм, мощность ЛИ Р= 18,2 Вт, скорость сканирования v=17,3 cм/c). На первом этапе на подложку наносились и спекались 10 слоев порошковой композиции 1. На следующих этапах к уже спеченным слоям последовательно наносились и припекались порошковые слои композиций 2... 5 (по 10 слоев каждой композиции). В результате использования в одном процессе порошковых смесей с разным композиционным составом достигались изменения теплофизических свойств и пористости материала в плоскости, параллельной направлению послойного роста изделия.
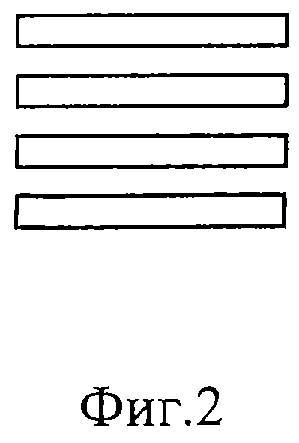
Пример 2. Порошки предварительно просеивались на системе сит 005-05 (ГОСТ 3584-73). Наплавочный порошок ПГ-СР4 на основе (Ni, Cr, В, Si) сплава и размером фракции <63 мкм смешивали механически с порошком полиамида П12 с размером фракции < 63 мкм в весовой пропорции 4:1 до равномерного распределения. Обработка осуществлялась сканированием непрерывного сфокусированного излучения YAG-Nd лазера (dл=90 мкм, Р=5 Вт, v=6 см/с) по поверхности последовательно наносимых слоев порошка. Структура первых 10 слоев состоит из спеченных продольных полосок шириной 2 мм и расстоянием между ними 1,5 мм. Затем менялось направление сканирования и припекались следующие 10 слоев с поперечным расположением полосок. Посредством последовательного чередования схем сканирования достигалась структурная анизотропия в направлении послойного роста изделия и в сечении, параллельном плоскости обработки.
Пример 3. Порошки предварительно просеивались на системе сит 005-05 (ГОСТ 3584-73). Наплавочный порошок на основе латуни ПГ-19М-01 с размером фракции < 63 мкм, порошок оловянно-свинцового припоя ПОССУ-30-2 с размером фракции <50 мкм, порошок канифоли с размером фракции < 50 мкм смешивали механически в весовой пропорции 6:4:0,1 до равномерного распределения. Обработка осуществлялась воздействием непрерывного сфокусированного излучения YAG-Nd лазера (dл=90 мкм, Р=11 Вт) по поверхности наносимых порошковых слоев. Структура каждого слоя представляет собой спеченные чередующиеся полоски шириной 4 мм. Обработка контактирующих полосок осуществлялась с разной скоростью (16 см/с и 8 см/с соответственно). В результате разогрева соседних областей до разных температур достигалось изменение пористости и, соответственно, теплофизических свойств.
Изделия из этих новых анизотропных и градиентных материалов, изготовленные по предлагаемому способу, могут найти широкое применение в различных областях техники и технологии, например, в качестве фильтров для нефтяной и газовой промышленности, в различных химических и медицинских технологиях синтеза новых соединений. Спрогнозированное изменение электрических и/или магнитных свойств материалов по направлениям может быть полезным при изготовлении деталей радиоэлектроники и электротехники.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЪЁМНЫХ ИЗДЕЛИЙ ИЗ ПОРОШКОВЫХ КОМПОЗИЦИЙ | 2000 |
|
RU2217265C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕДИЦИНСКИХ ИМПЛАНТАТОВ ИЗ БИОСОВМЕСТИМЫХ МАТЕРИАЛОВ | 1999 |
|
RU2218242C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЪЁМНЫХ ИЗДЕЛИЙ ИЗ БИМЕТАЛЛИЧЕСКИХ ПОРОШКОВЫХ КОМПОЗИЦИЙ | 1999 |
|
RU2217266C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЬЕЗОКЕРАМИЧЕСКИХ ОБЪЕМНЫХ ИЗДЕЛИЙ ИЗ ПОРОШКОВЫХ КОМПОЗИЦИЙ | 1999 |
|
RU2214316C2 |
| Способ создания объемного изделия на основе гетерогенного материала с заданными физико-механическими характеристиками посредством управляемого лазерного воздействия | 2022 |
|
RU2795957C1 |
| МЯГКАЯ ДИАФРАГМА ДЛЯ ЛАЗЕРОВ | 1999 |
|
RU2163386C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЪЕМНЫХ ИЗДЕЛИЙ ИЗ ПОРОШКОВЫХ КОМПОЗИЦИЙ | 2006 |
|
RU2333076C1 |
| СПОСОБ ФОРМИРОВАНИЯ ТРЕХМЕРНЫХ ПОЛНОЦВЕТНЫХ ИЗОБРАЖЕНИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2219588C1 |
| СПОСОБ РЕГИСТРАЦИИ ЭЛЕКТРОМАГНИТНОЙ РАДИАЦИИ | 2002 |
|
RU2217711C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЪЕМНЫХ ИЗДЕЛИЙ ИЗ ПОРОШКОВЫХ КОМПОЗИЦИЙ | 2012 |
|
RU2518046C2 |
Изобретение относится к технологии лазерного синтеза объемных изделий (ЛСОИ) из порошковых композиций. Способ включает подачу порошковой композиции и лазерную обработку слоев формируемого объемного изделия, причем пространственно-переменные, заранее заданные свойства материала в объеме изделий получают в первом варианте путем управляемой подачи порошковых композиций переменного состава в зону лазерной обработки, а во втором - путем динамического изменения параметров лазерной обработки от слоя к слою, например, мощности лазерного излучения, скорости, способа сканирования. Изобретение позволяет получать объемные изделия методом селективного лазерного спекания (СЛС) с пространственно-переменными, заранее заданными свойствами материала в объеме изделия. 2 с.п. ф-лы, 2 ил.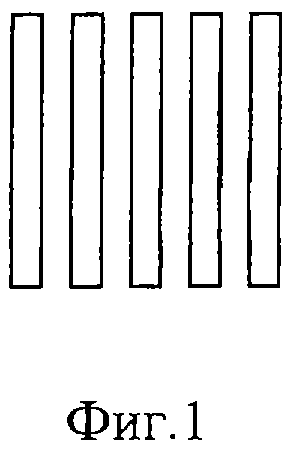
| Физика и химия обработки материалов, №6, 1997, с.92 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЪЕМНЫХ ИЗДЕЛИЙ ИЗ ПОРОШКОВОЙ КОМПОЗИЦИИ | 1995 |
|
RU2145269C1 |
| Физика и химия обработки материалов, №3, 1995, с | |||
| Шланговое соединение | 0 |
|
SU88A1 |
| RU 2058871 C1, 27.04.1996 | |||
| US 4938816, 03.07.1990 | |||
| US 4300474, 17.11.1981 | |||
| Дорожная спиртовая кухня | 1918 |
|
SU98A1 |
| Способ и аппарат для получения гидразобензола или его гомологов | 1922 |
|
SU1998A1 |

