Изобретение относится к деревообрабатывающей промышленности и может быть использовано при изготовлении отделанных древесно-волокнистых плит, а также отделанных древесно-волокнистых изделий.
Известен способ изготовления древесно-волокнистых плит, включающий размол щепы на волокна, проклеивание древесной массы с введением в нее гидрофобных и упрочняющих добавок, в частности синтетической смолы, нанесения на мокрый древесно-волокнистый ковер отделочного состава на основе технических лигносульфонатов с последующим горячим прессованием (а.с. СССР N 1406286, кл. D 21 J 3/00, бюл. N 24. 30.06.88).
Известен способ изготовления древесно-волокнистых плит, включающий размол щепы на волокна, проклеивание древесной массы с введением в нее гидрофобных и упрочняющих добавок, в частности синтетической смолы, нанесения на мокрый ковер отделочного состава на основе технических лигносульфонатов с последующим горячим прессованием, причем в качестве отделочного состава используют состав, содержащий водный раствор лигносульфоната, жидкое стекло, краситель, древесную муку и воду (а.с. СССР, N 939298, кл. В 29 J 5/00, С 08 L 97/02, 30.06.82, бюл. N 24 - прототип).
Недостатками известных технических решений являются: высокий расход отделочного состава, низкие физико-механические показатели отделанных плит, экологическая опасность готовых плит из-за использования в их производстве синтетических смол, высокая стоимость готовой продукции из-за применения синтетической смолы и из-за высокого расхода отделочного состава.
Техническая задача изобретения заключается в снижении расхода отделочного состава, повышении физико-механических показателей отделанных древесно-волокнистых плит и изделий, обеспечение экологической безопасности готовой продукции за счет исключения применения синтетической смолы в их производстве, а также повышение экономичности технологического процесса за счет сокращения расхода отделочного состава и исключения использования синтетической смолы.
Поставленная задача достигается тем, что в способе изготовления древесно-волокнистых плит и древесно-волокнистых изделий, включающем операции размола древесного сырья, проклеивания древесно-волокнистой массы, отлива волокнистой массы, обезвоживание ковра, внесение отделочного состава, горячее прессование подготовленной композиции, отличающийся тем, что отделочный состав наносят после операции горячего прессования, при этом композиция, которую подвергают горячему прессованию, имеет следующий состав, мас.% по сухому веществу:
Кислота минеральная - 0,5-2,5
Парафин - 0,5-1,5
Древесно-волокнистый наполнитель - Остальное,
при этом в качестве минеральной кислоты используют серную, ортофосфорную или соляную кислоты, а в качестве древесно-волокнистого наполнителя - древесное волокно или волокнистую стружку, причем в качестве отделочного состава используют, например, состав при следующей соотношении компонентов, мас.% по сухому веществу:
Краска водоэмульсионная поливинилацетатная - 36,5-58,5
Диаммонийфосфат - 0,5-1,0
Стекло натриевое жидкое - 23,0-30,0
Каолин - 8,0-13,0
Краситель - 0,2-3,5
Вода - Остальное
а нанесение отделочного состава выполняют, например, методом глубокой печати, например, до 6 слоев с расходом отделочного состава на каждый слой 10-30 г/м2 и сушкой каждого слоя инфракрасными лучами.
Изобретение имеет следующие отличия от прототипа:
- отделочный состав наносят после операции горячего прессования;
- композиция, которую подвергают горячему прессованию, имеет следующий состав, мас.%, по сухому веществу:
Кислота минеральная - 0,5-2,5
Парафин - 0,5-1,5
Древесноволокнистый наполнитель - Остальное
- в качестве минеральной кислоты используют серную, ортофосфорную или соляную кислоты;
- в качестве древесно-волокнистого наполнителя древесное волокно или волокнистую стружку;
- в качестве отделочного состава используют, например, состав при следующем соотношении компонентов, мас.% по сухому веществу:
Краска водоэмульсионная полквинилацетатная - 36,5-58,5
Диаммонийфосфат - 0,5-1,0
Стекло натриевое жидкое - 23,0-30,0
Каолин - 8,0-13,0
Краситель - 0,2-3,5
Вода - Остальное
- нанесение отделочного состава выполняют, например, методом глубокой печати, например, до 6 слоев с расходом отделочного состава на каждый слой 10-30 г/м2 и сушкой каждого слоя, например, инфракрасными лучами. См. вставку стр. 4а.
Для выполнения способа применяли следующие вещества:
Кислота серная - ГОСТ 2184-77
Кислота ортофосфорная - ГОСТ 10678-76
Кислота соляная - ГОСТ 3118-77
Парафины нефтяные - ГОСТ 23683-79
Краска водоэмульсионная ЭВА-27А поливинилацетатная - ГОСТ 19214-80
Диаммонийфосфат технический - ГОСТ 8515-75
Стекло натриевое жидкое - ГОСТ 13078-81
Каолин - ГОСТ 21287-75
Краситель - Пигмент минеральный
Способ выполняли следующим образом.
Пример.
Приготовление отделочного состава выполняли в соответствии с указанной в формуле изобретения рецептурой в реакторе, снабженном мешалкой. Для получения отделанных древесно-волокнистык плит или древесно-волокнистых изделий размалывали древесное сырье до степени помола 19-24 ДС, получая древесно-волокнистый наполнитель, и затем готовили композицию из древесного наполнителя, кислоты минеральной и парафина с процентным составом, соответствующим формуле изобретения. Из полученной древесно-волокнистой массы на основе вышеуказанной композиции отливали ковер, который обезвоживали и подвергали горячему прессованию при температуре 190oС и удельном давлении 5,5 МПа. После операции горячего прессования на отпрессованные древесно-волокнистые плиты или древесно-волокнистые изделия наносили приготовленный отделочный состав методом печати, например, до 6 слоев с расходом отделочного состава на каждый слой 10-30 г/м2 и сушкой каждого слоя, например инфракрасными лучами.
Готовые отделанные древесно-волокнистые плиты и древесно-волокнистые изделия подвергали физико-механическим испытаниям.
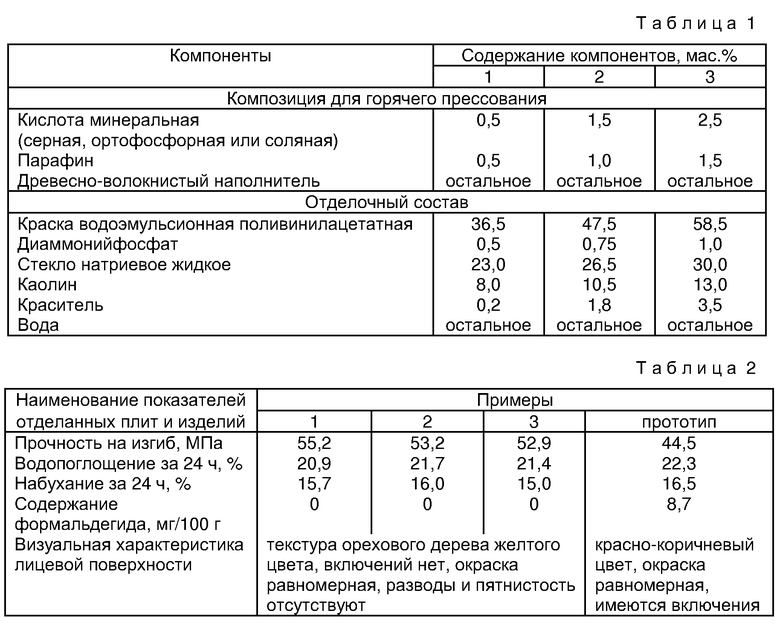
В табл.1 представлены примеры отделочных составов.
В табл.2 представлены физико-механические показатели полученных по примерам отделанных древесно-волокнистых плит и древесно-волокнистых изделий.
Изобретение позволяет снизить расход отделочного состава, повысить физико-механические показатели отделанных древесно-волокнистых плит и изделий, обеспечить экологическую безопасность готовой продукции за счет исключения применения синтетической смолы в их производстве, а также повысить экономичность технологического процесса за счет сокращения расхода отделочного состава и исключения использования синтетической смолы при подготовке древесно-волокнистой композиции, направляемой на горячее прессование.
Это позволит снизить расход отделочного состава, повысить физико-механические показатели отделанных древесно-волокнистых плит и изделий, обеспечить экологическую безопасность готовой продукции за счет исключения применения синтетической смолы в их производстве, а также повысить экономичность технологического процесса за счет сокращения расхода отделочного состава и исключения использования синтетической смолы.
В просмотренном нами патентно-информационном фонде не обнаружено аналогичных технических решений, а также решений с указанными отличительными признаками.
Изобретение применимо и будет использовано на предприятиях отрасли в 2002-2003 г.г.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ТВЕРДЫХ ДРЕВЕСНО-ВОЛОКНИСТЫХ ПЛИТ | 2001 |
|
RU2186806C1 |
| КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ДРЕВЕСНОВОЛОКНИСТЫХ ПЛИТ | 2001 |
|
RU2186807C1 |
| Способ приготовления состава для отделки древесно-волокнистых плит | 1990 |
|
SU1761839A1 |
| Способ производства древесно-волокнистых плит с облагороженной поверхностью | 1991 |
|
SU1831541A3 |
| Способ изготовления древесно-волокнистых плит | 1980 |
|
SU939298A1 |
| Способ изготовления древесно-волокнистых плит с рельефным рисунком | 1990 |
|
SU1721162A1 |
| КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕССОВАННЫХ ДРЕВЕСНЫХ МАТЕРИАЛОВ | 1994 |
|
RU2036943C1 |
| СОСТАВ ДЛЯ ИЗГОТОВЛЕНИЯ ДРЕВЕСНО-ВОЛОКНИСТЫХ ПЛИТ | 1993 |
|
RU2087502C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДРЕВЕСНОЙ ФОРМОВОЧНОЙ МАССЫ | 1994 |
|
RU2074817C1 |
| КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ МАЛОТОКСИЧНЫХ ДРЕВЕСНЫХ ПЛИТ | 2000 |
|
RU2170749C1 |
Изобретение относится к деревообрабатывающей промышленности и может быть использовано при изготовлении отделанных древесно-волокнистых плит, а также отделанных древесно-волокнистых изделий. Способ включает операции размола древесного сырья, проклеивания древесно-волокнистой массы кислотой минеральной и парафином, отлива волокнистой массы, обезвоживание ковра, горячего прессования и нанесения отделочного состава, содержащего краску водоэмульсионную поливинилацетатную ЭВА-27А, диаммонийфосфат, стекло натриевое жидкое, каолин, краситель и воду. Определенное соотношение компонентов для проклеивания древесно-волокнистой массы и в отделочном составе обеспечивает высокие физико-механические свойства, обеспечение экологической безопасности готовой продукции и повышение экономичности технологического процесса. 1 з. п. ф-лы, 2 табл.
Кислота минеральная - 0,5-2,5
Парафин - 0,5-1,5
Древесно-волокнистый наполнитель - Остальное
которую подвергают горячему прессованию с последующим нанесением на отпрессованное изделие отделочного состава, содержащего, мас. % по сухому веществу:
Краска водоэмульсионная поливинилацетатная ЭВА-27А - 36,5-58,5
Диаммонийфосфат - 0,5-1,0
Стекло натриевое жидкое - 23,0-30,0
Каолин - 8,0-13,0
Краситель - 0,2-3,5
Вода - Остальное
методом глубокой печати до 6 слоев с расходом отделочного состава на каждый слой 10-30 г/м2 и сушкой каждого слоя инфракрасными лучами.
| Способ изготовления древесно-волокнистых плит | 1980 |
|
SU939298A1 |
| Состав для поверхностной обработки древесных плит | 1988 |
|
SU1562344A1 |
| БАЖЕНОВ В.А., КАРАСЕВ Е.И., МЕРСОВ Е.Д | |||
| ТЕХНОЛОГИЯ И ОБОРУДОВАНИЕ ПРОИЗВОДСТВА ДРЕВЕСНЫХ ПЛИТ И ПЛАСТИКОВ | |||
| - М.: ЭКОЛОГИЯ, 1992, с.208-224, 281-287. | |||

