Изобретение относится к производству древесно-волокнистых плит (ДВП) и касается мокрого способа изготовления ДВП с рельефным декоративным рисунком, используемых для внутренней отделки помещений,
Известен способ изготовления ДВП с рельефным рисунком на одной из поверхностей с изготовлением волокнистого ковра по мокрому способу,
Этот способ включает размол щепы, приготовление волокнистой массы с введением в ее состав проклеивающих и упрочняющих добавок, формирование (отлив) ковра и его отжим на вальцовых прессах с гладкой поверхностью до сухости 25-32%. Затем влажный и содержащий связующее волокнистый ковер подают в систему, состоящую из двух валов: нижний транспортирующий,
а верхний пустотелый, имеющий на поверхности ряд сквозных отверстий различной конфигурации, которые во время движения ковра составляют выступы соответствующей формы. Внутри вала установлен П-об- разный ограничитель с трубкой для подачи воздуха. Поступая через трубку, воздух попадает в ограничитель и при совмещении отверстия на валу с ограничителем создает углубления в образуемых валом выпуклостях. Затем плита поступает на сушку.
Описанная технология отличается непрерывностью процесса нанесения рисунка и простотой осуществления, однако она неприменима для получения основного вида древесно-волокнистых плит - твердых, когда окончательное обезвоживание и сушку
Ч Ю
О
N
ковра осуществляют посредством горячего прессования на плитных прессах.
Известен также способ нанесения рельефного рисунка на поверхность плит, фанеры и других древесных материалов.
Согласно этому способу ковер пропускают между двумя валами, нижний из которых является транспортирующим, а на верхнем имеются выступы для нанесения соответствующего рисунка. Выступы нагревают с помощью газовых форсунок (возможен также электрический нагрев). При соприкосновении горячих выступов с поверхностью материала на последнем выжигается рисунок. Обугленный слой снимают шлифованием и готовое изделие покрывают лаком.
Недостатком этого способа является необходимость в дополнительных операциях отделки.
Наиболее близким по технической сущности к предлагаемому является способ получения ДВП с рельефным рисунком, включающий формирование волокнистого ковра из водной.суспензии, подачу его в зону прессования и прессование ковра при одновременном нанесении рисунка с помощью матрицы.
Согласно этому способу прессование осуществляют с помощью матриц, в качестве которых используют стальные глянцевые листы с рельефным рисунком. Матрицы прикрепляют к плитам пресса и укладку ковра под матрицу осуществляют непосредственно в зоне прессования.
Недостаток этого способа состоит в том, что глухие впадины рисунка рельефа быстро забиваются массой, в результате чего мелкие детали рельефа не воспроизводятся с достаточной четкостью. Матрицы постоянно находятся в зоне прессования и для их очистки или замены необходимо останавливать технологическую линию, что приводит к снижению экономической эффективности производства. Для приготовления матриц используется дорогостоящая высоколегированная сталь.
Цель изобретения - улучшение качества плит за счет повышения четкости рисунка при одновременном повышении эффективности процесса изготовления плит.
П оста вле нн а я цел ь дости гается тем, что в предлагаемом способе изготовления ДВП с рельефным рисунком, включающем формирование волокнистого ковра из водной суспензии, подачу его в зону прессования и прессование ковра при одновременном нанесении рисунка е помощью матрицы, матрицу укладывают на сформированный ковер перед подачей его в зону прессования, при этом в качестве матрицы используют перфорированный лист из стеклотекстолита, выполненного с использованием эпоксид- но-фенолформальдегидного связующего. Укладывание перфорированной матрицы из стеклотекстолита на основе эпоксид- но-фенолформальдегидного связующего на влажный ковер перед подачей его в зону прессования приводит к повышению четкости рисунка ввиду малого радиуса закругле0 ний кромок отверстий матрицы по сравнению с размерами деталей рисунка, поскольку в сквозных отверстиях волокно не пристает к днищу отверстий, а оставшееся на стенке может быть легко удалено
5 после выведения матрицы из зоны прессования.
Прилипания матриц к глянцевым листам не наблюдается.
Способ осуществляют следующим об0 разом.
Промытую щепу из лиственной или
хвойной древесины размалывают в дефибраторах или в дисковых мельницах до степени
помола 20-28°ДС. В массу концентрацией
5 1,5-2,5% вводят гидрофобизирующие добавки (обычно парафиновую эмульсию концентрацией 6-8%), которые перемешивают с массой, а затем осаждают с помощью коагулянтов (серной кислоты или сернокисло0 го алюминия). Может быть введена упрочняющая добавка в виде альбумина или синтетических смол. Приготовленную массу концентрацией 0,9-1,8% подают на отливную машину, где производят отлив (форми5 рование) ковра и его отжим на вальцовых прессах до сухости 25-32%.
После этого производят форматную резку ковра, движущегося по конвейеру, и его укладку на сетки, находящиеся на транс0 портных листах. Затем на ковер сверху укладывают перфорированную матрицу размером, соответствующим размерам ковра или меньшим, если рисунок должен быть получен на части поверхности плиты. Тол5 щина матрицы должна соответствовать требуемой высоте рельефа, минимальная ширина деталей перфорации 1 мм при данной степени помола и может быть снижена при увеличении степени помола массы. Мат0 рица может быть изготовлена из целого листа или набрана из отдельных листов меньшего размера, которые могут быть скреплены между собой. Материал матрицы должен обладать термостойкостью при тем5 пературах, существующих при горячем прессовании, низкой адгезией к волокну, а также иметь высокую гладкость поверхности, прилегающей к плите.
Ковер на транспортном листе с уложен- ной на него матрицей подают на этажерку.
из которой он поступает в пресс, где происходит операция горячего прессования; При сжатии плит пресса участки ковра, находящиеся напро- тиаотверстий матрицы, заполняют пространство этих отверстий и соприкасаются при прессовании с глянцевым листом, прикрепленным к нижней поверхности плиты пресса, что обеспечивает получение высокой гладкости поверхности на выступах рисунка. Теплопередача от верхней плиты пресса к верхней поверхности ковра происходит на участках отверстий матрицы непосредственно, а на сплошных участках - через материал матрицы, что не вызывает необходимости увеличения температуры плит, так как общая толщина не увеличивается и тепло- проводность не снижается. Продолжительность цикла прессования 7-10 мин. Температура на входе теплоносителя 190-200°С.
После окончания цикла прессования и размыкания плит пресса ДВП с матрицей вы- гружается на этажерку, а с этажерки - на конвейер (рольганг), после чего матрица снимается с ДВП и возвращается на участок конвейера перед загрузочной этажеркой. При обнаружении забивания волокон отдельные отверстия матрицы очищаются, а при сильном забивании или повреждении матрица, либо отдельный ее лист, могут быть заменены. Затем плиты отделяются от сеток и транспортных листов, которые возвращаются на конвейер.
Готовая ДВП с рисунком подвергается термической обработке, увлажнению и обрезке по обычному режиму.
Изобретение иллюстрируется следующими примерами..
Пример 1. Для изготовления ДВП используют щепу по ГОСТ 15815-83 следующего породного состава, %: хвойные породы 70, лиственные породы 30. Степень помола 25°ДС. В качестве гидрофобизиру- ющего агента используют парафиновую эмульсию, изготовленную из парафина нефтяного, .ГОСТ 23683-79 концентрацией 7,2%. Расход парафина 1% от массы абсолютно сухого волокна.
В качестве упрочняющего агента используют клей из технического алюбумина концентрацией 4,5%. Расход альбумина 0,8% от массы абсолютно сухого волокна. В качестве осадителя используют техниче- скую серную кислоту в количестве 1% от массы абсолютно сухого волокна. Отлив плит производят на отливной машине ХВ- 1700 при концентрации в напорном ящике 1,3%. Сухость ковра после отжима на валь- цовых прессах составляет 27-29%, масса 1 м2 ковра соответствует толщине готовой плиты 3,2 мм. В качестве матриц используют листы стеклотекстолита с эпоксидно-фе- нолформальдегидным связующим марки
СТЭБ-ОП-Рс длиной 500 мм, шириной 60 мм, толщиной 0,8 мм с перфорированными фигурными отверстиями с наименьшей шириной детали фигур 1 мм. Листы скрепляют между собой металлическими скобками. Горячее прессование производят по следующему режиму.
Температура плит пресса, °С: на входе теплоносителя 190-200 на выходе теплоносителя 180-190 Удельное давление прессования, МПа, в фазе:
отжима5,2-5,5
сушки. 0,65-0,80
закалки.,, 4,2-4,5
Продолжительность фаз: подъем давления1 мин 25 с
отжим-5с
сушка .3 мин 30 с
закалка.1 мин
Общая продолжительность цикла прессования 7 мин 35 с-7 мин 45 с Влажность плит после прессования0,8-1,2%
Таким образом, режим выработки плит по предлагаемому режиму отличается от режима выработки по прототипу повышенным на 0,1-0,5 МПа давлением в фазе отжима, но не выходящим за пределы диапазона рабочего давления пресса. Физико-механические свойства плит, изготовленных по предлагаемому способу, соответствуют требованиям ГОСТ 4596-86 к плитам марки Т- 350. В процессе дальнейшей переработки и использования отмечены пониженная пы- лимость и коробление плит по сравнению с изготовленными по обычному режиму. Прилипания матриц к глянцевым листам и плитам не наблюдается. Все детали рельефа в течение срока эксплуатации матриц воспроизводятся без искажения. Забивание отверстий перфорацией наблюдается эпизодически при попадании комков массы и устраняется путем прочистки отверстий при возврате. Замену всей матрицы производят после 70-80 циклов прессования (1 сут работы). Работа потока производится без останова в течение 8 сут..
П р и м е р 2 (по прототипу). Для изготовления твердых ДВП с рельефным рисунком используют щепу такого же породного состава, что и в примере 1. Режим размола, приготовление массы, формирование ковра соответствует принятым нормам при производстве твердых ДВП марки Т350 толщиной 3,2 мм. Прессование плит производят на прессе НР-Р 7400, Режим прессования приведен ниже.
Температура плит пресса. °С:
на входе теплоносителя190-200
на выходе теплоносителя 180-190 Удельное давление прессования, МПа, в фазе:
отжима4,6-4,9
сушки0,65-0,80
закалки4,2-4,5
Продолжительность фаз подъем
давления1 мин 20 с - 1 мин 22 с
отжим7-10 с
сушка3 мин 30с
закалка1 мин
Общая продолжи-тельность цикла
прессования 7 мин 35 с - 7 мин 45 с Влажность плит после прессования0,8-1,2%
В качестве глянцевых листов-матриц используют импортные стальные матрицы с наименьшим размером деталей рисунка 3 мм. Замену глянцевых листов с целью их очистки проводят через 3 суг работы, что приводит к внеплановому простою 9 ч.
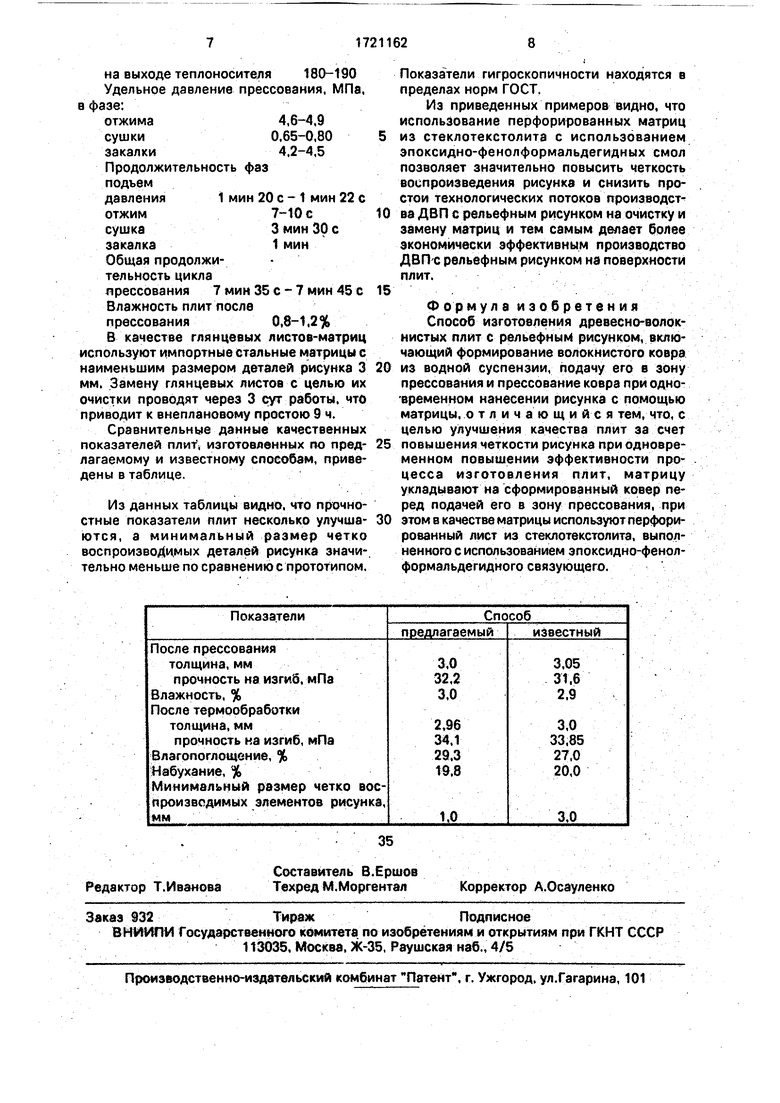
Сравнительные данные качественных показателей плит, изготовленных по предлагаемому и известному способам, приведены в таблице.
Из данных таблицы видно, что прочностные показатели плит несколько улучшаются, а минимальный размер четко воспроизводимых деталей рисунка значительно меньше по сравнению с прототипом.
0
Показатели гигроскопичности находятся в пределах норм ГОСТ.
Из приведенных примеров видно, что использование перфорированных матриц из стеклотекстолита с использованием эпоксидно-фенолформальдегидных смол позволяет значительно повысить четкость воспроизведения рисунка и снизить простои технологических потоков производства ДВП с рельефным рисунком на очистку и замену матриц и тем самым делает более экономически эффективным производство ДВП с рельефным рисунком на поверхности плит.
5 . : . ..
Формула изобретения Способ изготовления древесно-волок- нистых плит с рельефным рисунком, включающий формирование волокнистого ковра
0 из водной суспензии, подачу его в зону прессования и прессование ковра при одно- временном нанесении рисунка с помощью матрицы, отличающийся тем, что, с целью улучшения качества плит за счет
5 повышения четкости рисунка при одновременном повышении эффективности процесса изготовления плит, матрицу укладывают на сформированный ковер перед подачей его в зону прессования, при
0 этом в качестве матрицы используют перфорированный лист из стеклотекстолита, выполненного с использованием эпоксидно-фенол- формальдегидного связующего.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ очистки глянцевых листов производства древесноволокнистых плит | 1991 |
|
SU1784468A1 |
| СОСТАВ ДЛЯ ИЗГОТОВЛЕНИЯ ДРЕВЕСНО-ВОЛОКНИСТЫХ ПЛИТ | 1993 |
|
RU2087502C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНОВОЛОКНИСТОЙ ПЛИТЫ | 2016 |
|
RU2622706C1 |
| Прессовая установка для производства древесно-волокнистых плит | 1982 |
|
SU1105535A1 |
| Способ приготовления состава для отделки древесно-волокнистых плит | 1990 |
|
SU1761839A1 |
| Способ изготовления древесно-волокнистых плит | 1989 |
|
SU1694764A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНОВОЛОКНИСТОГО МАТЕРИАЛА | 1991 |
|
RU2012486C1 |
| Способ изготовления древесно-волокнистых плит | 1986 |
|
SU1361223A1 |
| Способ изготовления древесно-волокнистых плит сухого формования | 1988 |
|
SU1516357A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПАРОВОЙ ОБРАБОТКИ | 2004 |
|
RU2327560C2 |
Изобретение относится к способу изготовления древесно-волокнистых плит с рельефным рисунком и позволяет улучшить качество плит за счет повышения четкости рисунка при одновременном повышении эффективности процесса изготовления плит. Из водной суспензии формируют волокнистый ковер. На сформированный ковер укладывают матрицу и подают его в зону прессования. В качестве матрицы используют перфорированный лист из стеклотекстолита, выполненного на основе эпокеидно-фенолформальдегидного связующего. Прессование осуществляют при одновременном нанесении рисунка с помощью матрицы.
| Леонович А.А., Царев Г.И | |||
| Современные способы изготовления древесно-волокнистых плит специальных видов (обзор) | |||
| - М.: ВНЙПИЭИЛеслром, 1975, с.23-24 | |||
| Патент США Мг 3732908, кл | |||
| Аппарат для электрической передачи изображений без проводов | 1920 |
|
SU144A1 |
| Обседшевский B.C | |||
| Отделка древесноволокнистых плит (обзорная информация) | |||
| - М.: ВНИПИЭИЛеспром, 1980, с.267-268. | |||
