Изобретение относится к способу регулирования роликовой секции установки для непрерывной разливки, которая имеет входную сторону секции и выходную сторону секции и пару роликовых опор, которые несут по меньшей мере по два ролика, проходящих через опорную зону, причем роликовые опоры регулируются относительно друг друга посредством расположенного на входной стороне секции и расположенного на выходной стороне секции регулировочного устройства, причем каждое регулировочное устройство имеет две установленные по обе стороны опорной зоны системы гидроцилиндров.
Такой способ регулирования известен, например, из патента DE 19627336 С1.
При непрерывной разливке металла, в частности при непрерывной разливке стальной полосы, застывающая заготовка отводится и опирается на роликовый транспортер с опорными роликами. Для обеспечения, по возможности, более точного направления полосы, роликовый транспортер согласно патенту DE 19627336 С1 разделен на несколько секций, которые могут регулироваться по отдельности.
У еще горячих после литья металлических заготовок, которые к тому же еще не затвердели в области сердцевины, это может привести к выпучиваниям. Когда такое место с выпучиванием проходит через секцию роликового транспортера, то оно оказывает большее усилие на секцию, чем обычно. При некоторых обстоятельствах это может привести к повреждениям секции роликового транспортера. Кроме того, место выпучивания необходимо снова подвергать выравниванию при последующей обработке полосы металла.
Задача данного изобретения состоит в том, чтобы создать способ регулирования, с помощью которого исключаются в любом случае повреждения секции роликового транспортера вследствие воздействия чрезмерных усилий, и кроме того, по возможности исключаются выпучивания.
Эта задача решается в способе регулирования роликовой секции установки для непрерывной разливки, включающем регулирование роликовой секции с входной и выходной сторонами и опорной зоной с двумя роликовыми опорами, имеющими, по меньшей мере, по два ролика, путем регулирования роликовых опор относительно друг друга с помощью регулировочных устройств, расположенных на входной и выходной сторонах роликовой секции и имеющих две расположенные по обе стороны от опорной зоны системы гидроцилиндров, за счет того, что регулирование роликовых опор осуществляют с помощью систем гидроцилиндров в режимах позиционного регулирования и регулирования с помощью давления, в режиме позиционного регулирования ролики подводят к направляемой роликами металлической заготовке, а при достижении давления в системе гидроцилиндров предельного значения производят переключение с режима позиционного регулирования на режим регулирования с помощью давления.
Согласно предпочтительным формам выполнений способа одну из систем гидроцилиндров переключают с режима позиционного регулирования на режим регулирования с помощью давления при достижении давления во второй системе гидроцилиндров того же регулировочного устройства предельного значения для гидроцилиндра;
предельное значение давления для гидроцилиндра является регулируемым параметром;
систему гидроцилиндров переключают с режима позиционного регулирования на режим регулирования с помощью давления при достижении суммы давлений в системах предельного значения для регулировочного устройства;
предельное значение давления для регулировочного устройства является регулируемым параметром;
все системы гидроцилиндров роликовой секции переключают с режима позиционного регулирования на режим регулирования с помощью давления при достижении суммы давлений в системах гидроцилиндров предельного значения для секции;
предельное значение давления для секции является регулируемым параметром;
системы гидроцилиндров регулировочных устройств регулируют синхронно путем позиционного регулирования;
системам гидроцилиндров в режиме позиционного регулирования задают параметры регулирования для компенсации упругих деформаций, вызванных действующими усилиями;
параметры регулирования системам гидроцилиндров в режиме позиционного регулирования задают независимо друг от друга;
после перестройки с позиционного регулирования на регулирование с помощью давления с помощью регулировочного устройства регулирование осуществляют для постоянного контакта между металлической заготовкой и роликами.
Переключение системы гидроцилиндров с режима позиционного регулирования на режим регулирования с помощью давления, если давление в другой системе гидроцилиндров того же регулировочного устройства достигнет предельного для гидроцилиндра значения способствует, в частности, в основном равномерному ходу обеих систем гидроцилиндров каждого регулировочного устройства.
Перегрузки роликов очень просто предотвратить, если системы гидроцилиндров одного регулировочного устройства переключаются с режима позиционного регулирования на режим регулирования с помощью давления, когда сумма давлений в системах гидроцилиндров регулировочного устройства достигает предельного для регулировочного устройства значения. Аналогичным образом можно предотвратить перегрузку роликового сегмента, если все системы гидроцилиндров роликового сегмента переключаются с режима позиционного регулирования на режим регулирования с помощью давления, когда сумма давлений в системах гидроцилиндров достигнет предельного для секции значения.
При выполнении изобретения регулировочное устройство после перестройки позиционного регулирования на регулирование с помощью давления способствует постоянному контакту между металлической заготовкой и роликами. Благодаря этому мероприятию исключаются выпучивания полосы металла и, при случае, ее повреждение. Контакт между металлической заготовкой и роликами обеспечивает вращение роликов и, таким образом, их оптимальное охлаждение. Кроме того, контакт способствует непрерывной транспортировке металлической заготовки между роликами.
Предельное значение для гидроцилиндров, предельное значение для регулировочного устройства и предельное значение для секции предпочтительно являются теми параметрами, которые можно привести в соответствие с конструктивными данными роликовой секции.
Другие преимущества и детали устройства следуют из нижеприведенного описания примера выполнения. При этом на чертежах показано:
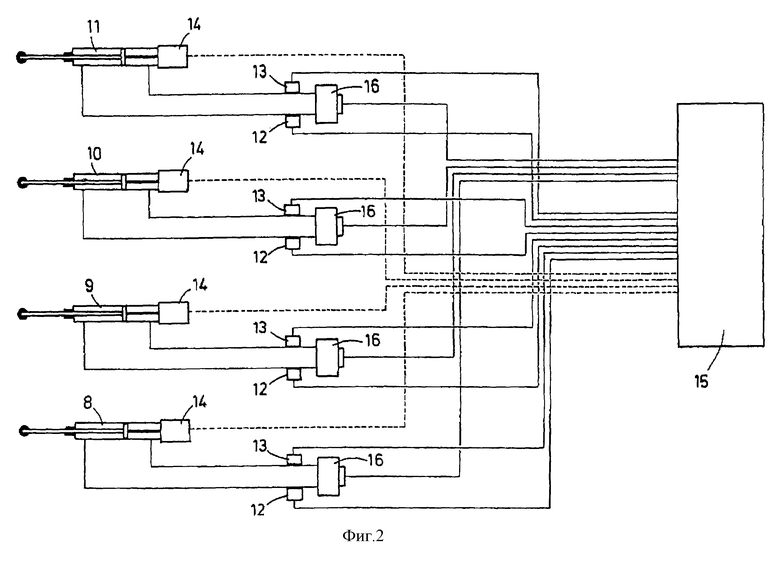
фиг.1 - роликовая секция установки для непрерывной разливки;
фиг.2 - схема регулирования для управления роликовой секцией.
Согласно фиг.1 роликовая секция установки для непрерывной разливки имеет две роликовые опоры 1, 2 с шестью роликами 3 каждая. Ролики 3 проходят по опорной зоне 4. Роликовые опоры 1, 2 своими роликами 3 подходят в опорной зоне 4 к металлической заготовке 5, в данном случае к стальной полосе. Металлическая заготовка 5 на входной стороне 6 секции входит в роликовую секцию и на выходной стороне секции выходит из роликовой секции.
Роликовые опоры 1, 2 связаны друг с другом с помощью двух регулировочных устройств. Одно из регулировочных устройств имеет две системы 8, 9 гидроцилиндров, которые установлены на выходной стороне 6 секции по обе стороны от опорной зоны 4. Другое регулировочное устройство имеет две системы 10, 11 гидроцилиндров, которые расположены на выходной стороне 7 секции по обе стороны от опорной зоны 4. С помощью регулировочных устройств роликовые опоры 1, 2 могут регулироваться относительно друг друга.
Каждая из систем 8-11 гидроцилиндров является как позиционно регулируемой, так и регулируемой с помощью давления. Поэтому каждая из систем 8-11 гидроцилиндров согласно фиг.2 снабжена чувствительными элементами 12, 13 давления и позиционным датчиком 14. Их исходящие сигналы передаются на вычислительное устройство 15. Вычислительное устройство 15 определяет затем установочные сигналы для систем 8-11 гидроцилиндров и выдает их на регулировочные клапаны 16, приводя таким образом системы 8-11 гидроцилиндров в режим регулирования.
В начале процесса разливки все системы 8-11 гидроцилиндров работают таким образом, что ролики 3 роликовых опор 1, 2 подводятся к металлической заготовке вследствие позиционного регулирования. Системы 8-11 гидроцилиндров при этом для каждого регулировочного устройства регулируются синхронно. Положения регулирования, на которые настраиваются системы 8-11 гидроцилиндров, определяются вычислительным устройством 15, однако, независимо друг от друга. Положения регулирования при этом определяются вычислительным устройством 15 и задаются системами 8-11 гидроцилиндров таким образом, чтобы компенсировать обусловленные усилиями упругие деформации (например, роликовых опор 1, 2). Подвод роликов 3 с помощью позиционного регулирования к металлической заготовке сохраняется до тех пор, пока, например вследствие выпучивания в металлической заготовке 5, давление в одной из систем 8-11 гидроцилиндров, например в системе 8 гидроцилиндров, не достигнет предельного значения для гидроцилиндра. Когда давление в этой системе 8 гидроцилиндров достигнет предельного значения для гидроцилиндра, эта система 8 гидроцилиндров переключается на режим регулирования с помощью давления.
Система 8 гидроцилиндров в этом случае поддерживает давление на предельном значении для гидроцилиндра и, таким образом, смещается.
В принципе, таким образом можно регулировать каждую из систем 8-11 гидроцилиндров независимо друг от друга. Однако, предпочтительно переключать системы 8-11 гидроцилиндров регулировочных устройств группами. С помощью системы 8 гидроцилиндров одновременно переключается с режима позиционного регулирования на режим регулирования с помощью давления также система 9 гидроцилиндров.
Согласно данному изобретению сравнение с предельным значением для гидроцилиндров осуществляется не только в отношении отдельных имеющихся в системах 8-11 гидроцилиндров давлений, но образуются также суммарные значения и сравниваются с другими предельными значениями. Таким образом, например, системы 8 и 9 переключаются с режима позиционного регулирования на режим регулирования с помощью давления, если сумма давлений в системах 8 и 9 гидроцилиндров достигает предельного значения для регулировочного устройства. Точно так же и гидроцилиндры 10 и 11 переключаются с режима позиционного регулирования на режим регулирования с помощью давления, если сумма давлений в системах 10 и 11 гидроцилиндров достигает предельного значения для регулировочного устройства. Далее, все 4 системы 8-11 гидроцилиндров одновременно переключаются с режима позиционного регулирования на режим регулирования с помощью давления, если сумма давлений в системах 8-11 гидроцилиндров достигает предельного значения для секции.
Предельное значение для гидравлического цилиндра, предельное значение для регулировочного устройства и/или предельное значение для секции являются, предпочтительно, параметрами регулирования, которые могут подгоняться к конкретным данным роликовой секции. В частности, предельные значения являются теми параметрами, которые позволяют предотвратить перегрузки роликовых опор 1, 2, роликов 3, а также не показанных роликовых цапф роликов 3 и также не показанных подшипников для роликовых цапф.
Изобретение относится к металлургии, в частности к установкам для непрерывной разливки. Способ регулирования роликовой секции установки для непрерывной разливки включает регулирование роликовой секции с входной и выходной сторонами и опорной зоной с двумя роликовыми опорами путем регулирования роликовых опор относительно друг друга с помощью регулировочных устройств. Роликовые опоры имеют по меньшей мере по два ролика. Регулировочные устройства расположены на входной и выходной сторонах роликовой секции и имеют две расположенные по обе стороны от опорной зоны системы гидроцилиндров. Регулирование роликовых опор осуществляют с помощью систем гидроцилиндров в режимах позиционного регулирования и регулирования с помощью давления. В режиме позиционного регулирования ролики подводят к направляемой роликами металлической заготовке, а при достижении давления в системе гидроцилиндров предельного значения производят переключение с режима позиционного регулирования на режим регулирования с помощью давления. Изобретение позволяет создать способ регулирования, с помощью которого исключаются повреждения секции роликового транспортера и исключаются выпучивания заготовок. 10 з.п.ф-лы, 2 ил.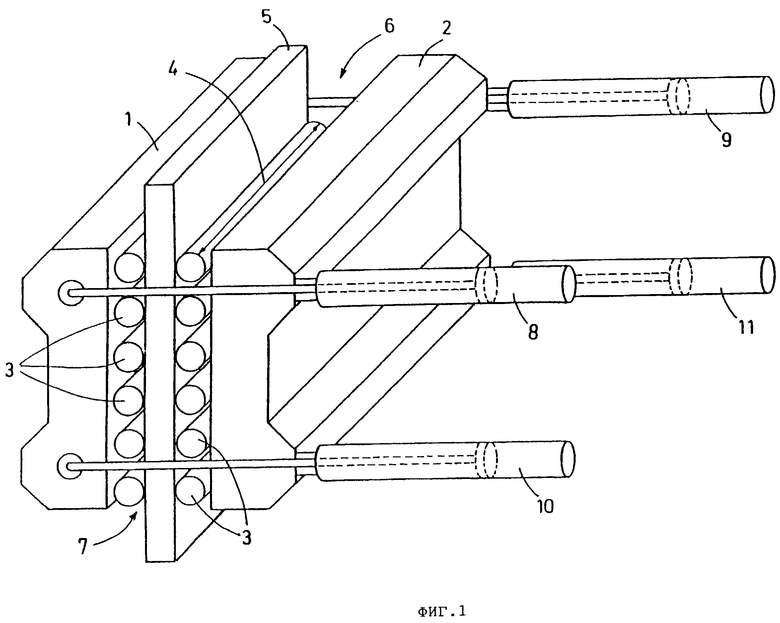
| DE 19627336 C1, 18.09.1997 | |||
| Устройство для вытягиванияСлиТКА из КРиСТАллизАТОРА | 1979 |
|
SU853205A1 |
| US 5348074 А, 20.09.1994 | |||
| US 3812900 А, 20.09.1994. | |||
