Изобретение относится к направляющему сегменту для заготовок в установках для отливки слябов с регулируемой по расстоянию между направляющими роликами неподвижной и подвижной рам направляющей шириной для заготовки, причем рамы для преодоления ферростатического давления и для регулирования нужной ширины формата заготовки взаимодействуют с исполнительными средствами.
Существенным фактором конкурентоспособности в области установок непрерывной разливки является выполнение направляющих сегментов для заготовок и основных рам. Они должны, с одной стороны, оптимально отвечать эксплуатационным требованиям, а с другой стороны, должны быть конкурентоспособными в отношении цены, в частности, потому, что доля расходов на ведение заготовок в зависимости от требований составляет 30-70% всех затрат на установку.
Установки для непрерывной разливки, в частности для отливки стальных слябов, используют для направления заготовки ролики, которые ограничивают еще не затвердевшую заготовку по ее толщине и препятствуют выпучиванию оболочки заготовки вследствие ферростатического внутреннего давления.
Обычно для этой цели группы, по меньшей мере, из четырех пар роликов объединяют в сегменты. Расположенные над заготовкой направляющие ее ролики закреплены на верхней части сегмента или на подвижной части рамы, тогда как лежащие под заготовкой направляющие ее ролики расположены на нижней части сегмента или на ее неподвижной части. Неподвижная и подвижная части отдельного сегмента соединены между собой обычно четырьмя тяговыми цилиндрами. Эти так называемые зажимные цилиндры притягивают верхнюю часть сегмента к распоркам, в результате чего между противоположными роликами образуется нужная ширина зева. Она соответствует толщине заготовки.
Современные технологические процессы для повышения качества изделий требуют изменения ширины зева в процессе литья. В частности, так называемое "Soft-reduction" в зоне нижнего конца жидкой фазы заготовки требует клинообразного регулирования и варьируемого изменения ширины зева соответствующего сегмента. Известная возможность изменения ширины зева для сегментов с четырьмя зажимными цилиндрами состоит в том, что цилиндры выполнены с сервогидравлическим позиционным регулированием.
Из патента ФРГ 19627336 С1 известны способ и устройство для направления заготовки в установке для непрерывной разливки с участком "Soft-reduction", где гидравлические сервоузлы бесступенчато регулируют ширину зева между противоположными направляющими заготовку роликами. Известная направляющая заготовок, которая содержит на каждый сегмент четыре цилиндропоршневых сервоузла для бесступенчатого регулирования ширины зева между противоположными друг другу, направляющими заготовку роликами, отличается тем, что гидропроводы соединяют кольцевые поверхности и поверхности поршней двух соседних цилиндропоршневых сервоузлов с общим сервоклапаном и что датчики положения управляемых общим сервоклапаном цилиндропоршневых сервоузлов выполнены с возможностью связи между собой при помощи техники регулирования.
Зажимные цилиндры расположены обычно на сегменте сбоку, рядом с роликами и находятся, таким образом, включая гидропроводы и сервоклапаны цилиндропоршневых сервоузлов, в зоне воздействия излучения на заготовку. Они должны быть вследствие этого расположены на таком расстоянии между серединой сегмента и гидроцилиндрами, чтобы воздействие излучения оставалось в определенных пределах. Необходимая для этого ширина рам сегмента приводит из-за воздействия нагрузки на рамы к сравнительно тяжелой конструкции, которая существенно повышает затраты на изготовление и монтаж, а также затраты на клети.
Исходя из этого уровня техники в основе изобретения лежит задача значительного упрощения направляющего элемента для заготовок к установкам для отливки слябов, описанного в ограничительной части п.1 формулы изобретения рода по сравнению с обычными конструкциями, с тем чтобы за счет этого с помощью нажимных цилиндров, которые благодаря своей установке в зоне верхней рамы находятся вне охлаждающей камеры, и с помощью более легкой конструкции рам и упрощенной системы водяного охлаждения, а также прокладки трубопроводов для охлаждения роликов достичь существенной экономии затрат при изготовлении и монтаже направляющих элементов для заготовок.
Сложной проблемой является при этом то обстоятельство, что свободное пространство для конструктивных усовершенствований детали, на протяжении десятилетий находящейся в постоянном техническом прогрессе, сравнительно мало, так что существенные усовершенствования и экономия затрат сначала кажутся почти безуспешными.
При этом в основе настоящего изобретения, заключающегося в усовершенствовании установки сегмента с размещенными вверху нажимными цилиндрами, лежит другая идея, заключающаяся в том, чтобы найти для динамически устанавливаемых, регулируемых верхних рам сегмента решения, в результате которых:
- верхняя рама в изгибно- и крутильно-жестком выполнении имеет возможность поворота по всем осям, причем
- возможна установка верхней рамы с точным соблюдением размеров нужной геометрии ширины зева по толщине и наклону по продольной и поперечной осям;
- гидроцилиндры могут быть выполнены в виде нажимных цилиндров сравнительно малого диаметра для уменьшения нагрузочного момента при укороченном за счет этого плече рычага, причем
- цилиндры, включая их измерительные и регулирующие органы, лежат вне охлаждающей камеры, и причем
- внешние ролики сегмента могут приводиться вследствие измененной конструкции,
- за счет чего одновременно с оптимальным функционированием возникает экономичный тип сегмента, который превосходит обычный тип с тяговыми цилиндрами и заменяет его.
Неожиданным образом благодаря изобретению задачу удается решить за счет того, что:
- в качестве исполнительных средств предусмотрено четыре регулируемых независимо друг от друга нажимных цилиндра, расположенных вне зоны излучения на верхней стороне сегмента, причем определяющее ширину сегмента расстояние между серединой сегмента и цилиндром уменьшено с обеих сторон на величину смещения цилиндра к верхней стороне сегмента,
- траверсы сегмента вместо водяного охлаждения снабжены теплозащитными экранами,
- с боков к нижней раме прифланцованы охлаждаемые боковые рамы.
За счет нового присоединения цилиндров они находятся вне зоны излучения заготовки на верхней стороне сегмента и тем самым, включая их присоединения для труб и клапанные устройства, менее подвержены тепловому воздействию. Кроме того, вследствие меньшей ширины сегмента конструкция рам при той же жесткости может быть выполнена значительно более легкой, поскольку плечо рычага между нажимным цилиндром и ферростатическим усилием уменьшено. Далее исследования показали, что принятого до сих пор сложного охлаждения траверс и рам посредством охлаждающей воды при выполнении траверс сегмента с теплозащитными экранами больше не требуется для предотвращения недопустимого нагрева траверс, чему также способствует то, что с боков к нижней раме прифланцованы охлаждаемые боковые рамы.
Другие предпочтительные эффекты, создаваемые за счет выполнения направляющего сегмента для заготовок, согласно изобретению для оптимального решения поставленной задачи, заключаются в том, что:
- коробчатая боковая часть рамы выполнена в виде водонаправляющего канала,
- присоединения для воды с целью охлаждения роликов расположены с одной стороны направляющего элемента для заготовок. Этим достигается значительное упрощение прокладки трубопроводов и их присоединений для охлаждения роликов. Другие преимущества возникают за счет того, что:
- верхняя рама выполнена изгибно- и крутильно-жесткой и благодаря своему карданному сочленению с гидроцилиндрами имеет возможность поворота по всем трем осям,
- гидроцилиндры в виде нажимных цилиндров сравнительно малы в диаметре, благодаря чему нагрузочный момент уменьшается вследствие уменьшения плеча рычага,
- выполнение и жесткое расположение боковой рамы дает возможность двигать рамы на распорки и тем самым расстояние между роликами регулировать, например, в соответствии с толщиной сегмента,
- гидроцилиндры находятся вне охлаждающей камеры, так что для них, включая их измерительные и регулирующие органы, имеются допустимые температуры,
- это относится также к лежащей комплексно вне охлаждающей камеры гидроразводке и ее соединительным элементам,
- при опирании цилиндров в боковых рамах при динамической установке верхней рамы против давления горячей заготовки (Pferro) верхняя рама имеет возможность произвольного перемещения и наклона по трем своим осям, а именно с точным по размерам позиционированием за счет ее карданного сочленения без возникновения при этом горизонтальных принудительных усилий в опорах в процессе установки.
Наконец, предпочтительное присоединение цилиндров к подвижной раме состоит в том, что нажимные цилиндры либо расположены своими фланцами в выполненной в форме полусферы опоре, либо соединены с боковой рамой жестко, а с подвижной рамой сочленены посредством двойного карданного шарнира со свободным ходом во все стороны.
Названные выше конструктивные упрощения и усовершенствования направляющего сегмента для заготовок могут быть дополнительно еще более усилены по своему действию за счет того, что благодаря новому типу сегмента вследствие его несложной конструкции легче реализуется стандартизация деталей сегмента. Расчеты затрат показали, что благодаря изобретению затраты на изготовление направляющих сегментов для заготовок существенно сокращаются. Этому способствует далее то, что новое присоединение цилиндров с использованием нажимных цилиндров вместо зажимных цилиндров создает возможность встраивания обычных типов стандартных цилиндров, имеющихся в продаже по сравнительно благоприятным ценам. Далее, за счет стандартизации роликов, например посредством уменьшения различных диаметров роликов и типов опор, достигается дополнительная экономия затрат.
В частности, признаки изобретения позволяют получить следующие преимущества:
- использование четырех нажимных цилиндров над сегментом, т.е. вне зоны излучения,
- меньшая ширина сегмента за счет уменьшения расстояния между серединой сегмента и цилиндром,
- использование теплозащитных экранов для траверс,
- охлаждаемые боковые рамы, прифланцованные с боков к нижней раме,
- уменьшение числа трубопроводов за счет использования коробчатой боковой части для направления воды, присоединения для воды только с одной стороны, а также замена охлаждения траверс теплозащитными экранами.
Изобретение поясняется ниже с помощью примера выполнения, схематично изображенного на чертежах.
На фиг. 1 представлен вид спереди направляющего сегмента для заготовок, частично в разрезе;
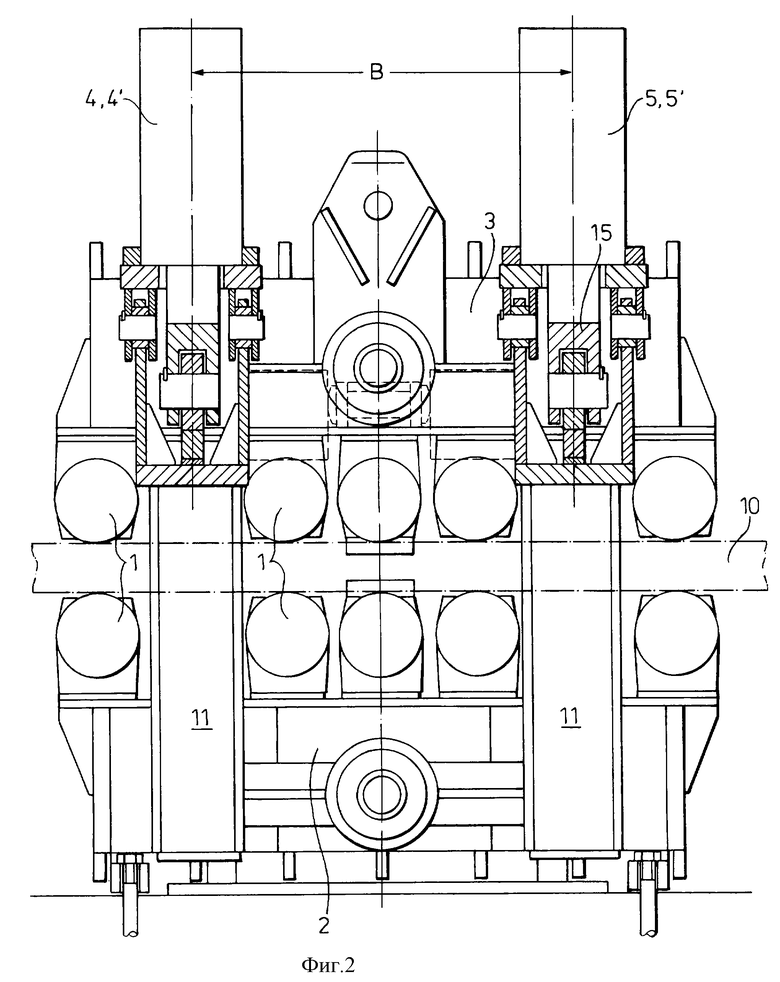
фиг.2 - направляющий сегмент для заготовок по фиг.1 при виде сбоку, также частично в разрезе;
фиг.3 - в виде сбоку и частично в разрезе нажимной гидроцилиндр с опорой его фланца по типу полусферы;
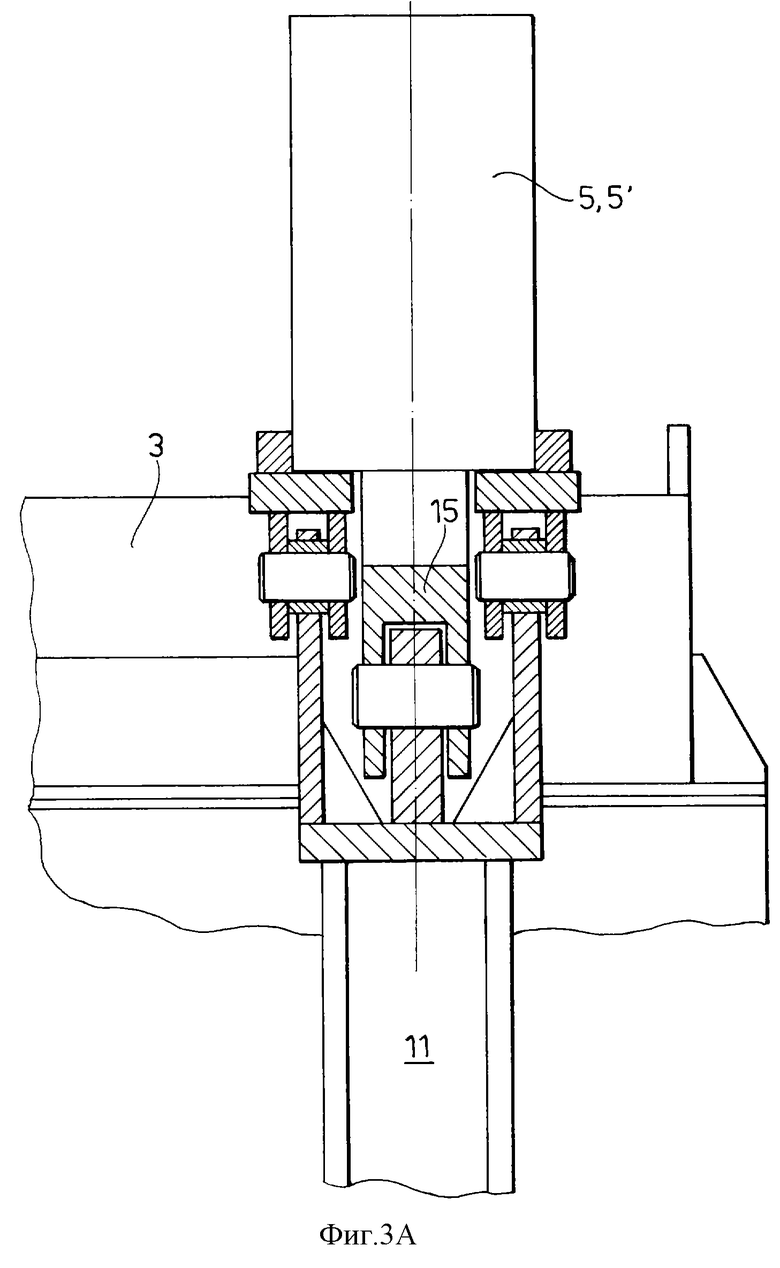
фиг. 3а - в виде сбоку и частично в разрезе нажимной гидроцилиндр с неподвижной опорой и присоединением к подвижной раме посредством двойного карданного шарнира со свободным ходом с поворотом во все стороны;
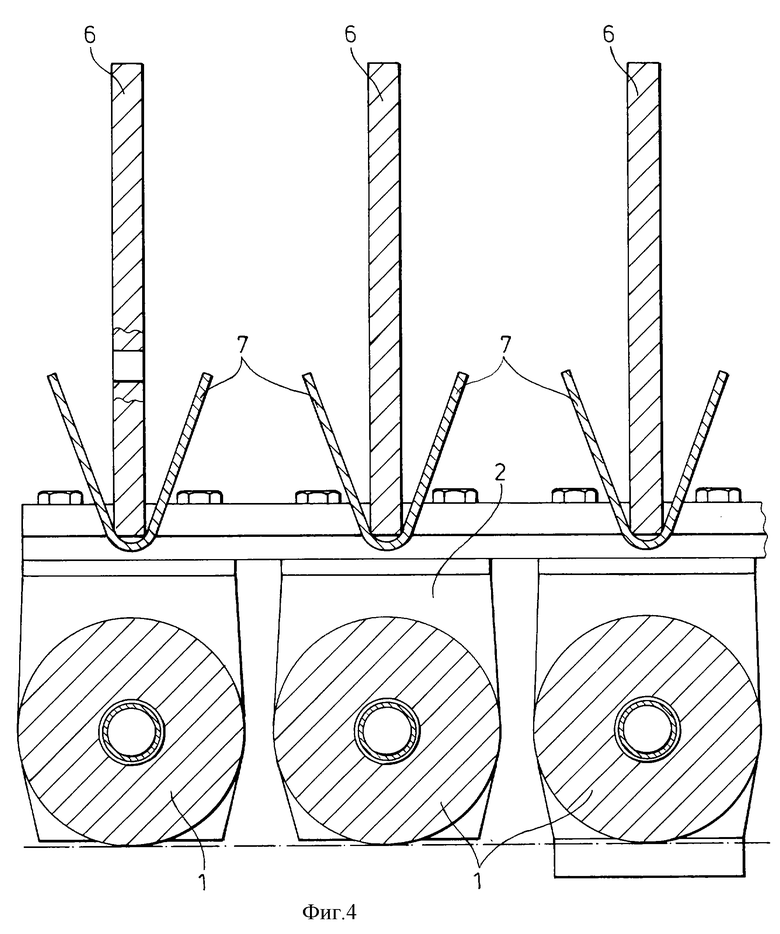
фиг. 4 - в виде сбоку часть направляющего сегмента для заготовок с траверсами и расположенными на них теплозащитными экранами.
Изображенный на фиг. 1 направляющий сегмент для заготовок к установкам для отливки слябов имеет между направляющими роликами 1 неподвижной рамы 3 и направляющими роликами 1' подвижной рамы 2 регулируемую по расстоянию направляющую ширину F для заготовки 10, причем рамы 2, 3 для преодоления ферростатического давления и для регулирования нужной ширины формата заготовки 10 взаимодействуют с исполнительными средствами.
Согласно изобретению в качестве исполнительных средств предусмотрено четыре регулируемых независимо друг от друга нажимных цилиндра 4, 4'; 5, 5', расположенных вне зоны излучения на верхней стороне сегмента, причем определяющее ширину сегмента расстояние А между серединой сегмента и цилиндром уменьшено с обеих сторон на величину смещения цилиндров 4, 5 к верхней стороне сегмента.
Как видно из фиг.2, за счет смещения нажимных цилиндров 4, 4'; 5, 5' на верхней стороне сегмента вне зоны излучения возникает возможность выполнить боковое расстояние В между соответственно одной парой 4, 5 цилиндров значительно меньше, чем у обычной конструкции, и, тем самым, способствовать облегчению конструкции сегмента вследствие уменьшенного изгибающего момента рам. Кроме того, на фиг.1 и 2 видно присоединение соответственно одного нажимного цилиндра 4 или 5 к боковым рамам 11 с помощью карданного шарнира 15. Для этого на фиг.1 в левом нижнем углу показано соединение рамы 2 со стороны ведения через нижнюю раму 8 с боковой рамой 11 в компактный конструктивный узел. Далее изображенный здесь разрез показывает присоединение 12 для воды на водонаправляющей боковой раме 11. Таким образом, существенно упрощена прокладка труб для охлаждения роликов 1, 1'. Между направляющими роликами 1 на фиг.2 направляемая ими заготовка 10 показана штрихпунктиром.
На фиг.3 изображен стандартный нажимной цилиндр 4, 5, фланец 14 которого размещен в выполненной в форме полусферы направляющей 13. Целесообразно также жесткое закрепление по фиг.3а при сочленении двойного карданного шарнира с подвижной рамой 3. За счет этого и благодаря карданному присоединению карданного шарнира 15 по фиг.1 и 2, а также, в частности, фиг.3а возникает оптимальное силовое замыкание между одним из цилиндров 4, 4'; 5, 5' и одной из боковых рам 11 без бокового нажима.
На фиг.4 изображено предпочтительное использование теплозащитных экранов 7 на траверсах 6 направляющего сегмента для заготовок. Изображение убедительным образом демонстрирует достигаемое благодаря теплозащитным экранам 7 согласно изобретению упрощение по сравнению с водоохлаждаемыми траверсами сегмента.
Изобретение благодаря сравнительно несложной конструкции позволяет оптимально решить поставленную выше задачу.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАПРАВЛЕНИЯ ЗАГОТОВКИ, ПОЛУЧЕННОЙ НЕПРЕРЫВНОЙ РАЗЛИВКОЙ МЕТАЛЛА, И УСТРОЙСТВО ДЛЯ НАПРАВЛЕНИЯ ЗАГОТОВКИ | 1997 |
|
RU2184636C2 |
| НАПРАВЛЯЮЩАЯ ДЛЯ ЗАГОТОВКИ В УСТАНОВКЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ, А ТАКЖЕ СПОСОБ УСТАНОВКИ ЕЕ РОЛИКОВЫХ СЕГМЕНТОВ | 2002 |
|
RU2280533C2 |
| СЕКЦИЯ РОЛИКОВАЯ МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ СЛЯБОВЫХ ЗАГОТОВОК | 2007 |
|
RU2350426C1 |
| РОЛИКОВОЕ УСТРОЙСТВО | 2011 |
|
RU2538451C2 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ И СПОСОБ ЛИТЬЯ, ПО ВЫБОРУ, ШИРОКОЙ ЗАГОТОВКИ ИЛИ МАКСИМАЛЬНО В ДВА РАЗА БОЛЕЕ УЗКИХ ПО СРАВНЕНИЮ С НЕЙ ЗАГОТОВОК | 2005 |
|
RU2370338C2 |
| НАПРАВЛЯЮЩИЙ СЕГМЕНТ РУЧЬЯ КАССЕТНОЙ КОНСТРУКЦИИ С ОТДЕЛЬНОЙ УСТАНОВКОЙ ВАЛКОВ | 2011 |
|
RU2511414C1 |
| ПРИВОДНОЕ ТЯНУЩЕЕ И НАПРАВЛЯЮЩЕЕ УСТРОЙСТВО ЗОНЫ ВТОРИЧНОГО ОХЛАЖДЕНИЯ СЛИТКА | 1972 |
|
SU423559A1 |
| Способ горячей прокатки полос и листов | 1986 |
|
SU1509142A1 |
| УСТРОЙСТВО ПЕРЕМЕЩЕНИЯ РАСПЫЛИТЕЛЬНЫХ СОПЕЛ | 2007 |
|
RU2431542C2 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ НЕПРЕРЫВНОЛИТЫХ СЛИТКОВ | 1992 |
|
RU2021874C1 |

Изобретение относится к металлургии. Направляющий сегмент для заготовок в установках для отливки слябов содержит направляющие ролики 1, неподвижную и подвижную рамы 2, 3, расстояние между которыми выполнено с возможностью регулирования для преодоления ферростатического давления и для установки нужной ширины формата заготовки 10. С рамами 2, 3 взаимодействуют исполнительные средства, в качестве которых предусмотрено четыре регулируемых независимо друг от друга нажимных цилиндра 4, 4', 5, 5', расположенных вне зоны излучения на верхней стороне сегмента. Определяющее ширину сегмента расстояние А между серединой сегмента и цилиндром уменьшено с обеих сторон на величину смещения цилиндров 4, 5 к верхней стороне сегмента. Траверсы сегмента снабжены теплозащитными экранами. С боков к нижней раме 8 прифланцованы водоохлаждаемые боковые рамы 11. Технический результат - создание легкой, экономичной конструкции сегмента с оптимальным функционированием, сокращение затрат на его изготовление. 3 з.п.ф-лы, 4 ил.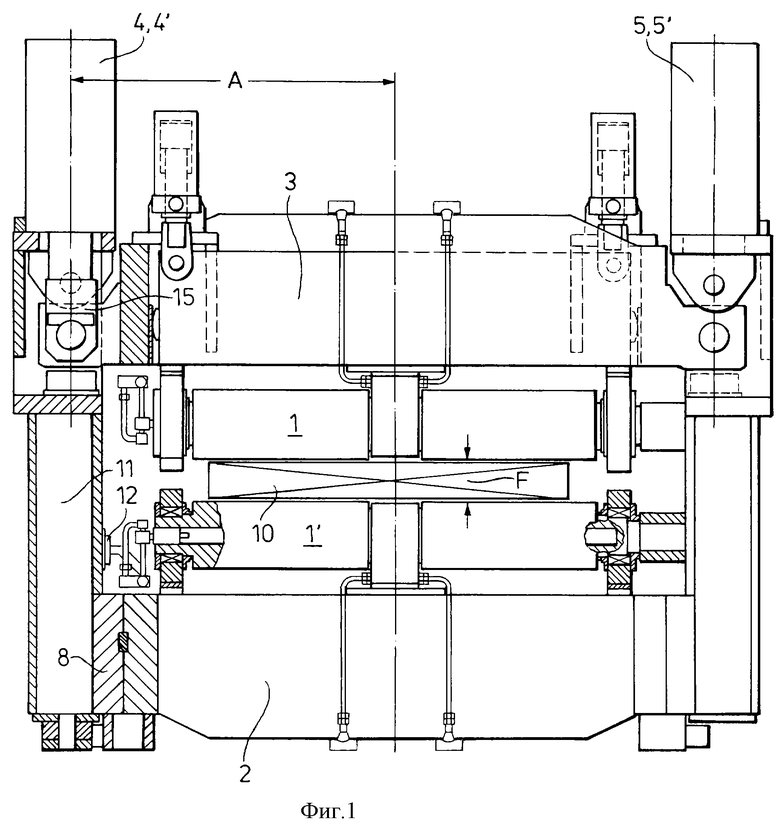
| DE 1962736 С1, 18.09.1997 | |||
| DE 4138740 А1, 27.05.1993 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕПРЕРЫВНОЛИТЫХ СТАЛЬНЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2094139C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2015826C1 |
| RU 2053859 С1, 10.02.1996 | |||
| US 5018569, 28.05.1991 | |||
| Электромагнитный замок | 1988 |
|
SU1534173A1 |
| Устройство контроля настройки технологического оборудования машины непрерывного литья заготовок | 1987 |
|
SU1509171A1 |

