Изобретение относится к способу установки относительно заготовки, по меньшей, одного роликового сегмента направляющего устройства для заготовки, изготавливаемой методом непрерывной разливки, а также к компьютерной программе и направляющему устройству для заготовки для осуществления этого способа.
Из уровня техники такие способы и устройства, в принципе, известны.
Из европейской патентной заявки ЕР 1475169 А1 известна поддерживающая роликовая секция с роликовыми сегментами для машины непрерывной разливки. Роликовые сегменты состоят соответственно из нижней рамы и верхней рамы, которые индивидуально устанавливаются относительно друг друга с помощью пар блоков поршень-цилиндр. Приданные блокам поршень-цилиндр чувствительные элементы, датчики положения, датчики давления, блоки регулирующих клапанов и подобное связаны с установленным на расстоянии управляющим устройством машины непрерывной разливки. Для того чтобы сократить количество проводов для чувствительных элементов, предлагается, чтобы соответственно на верхней раме была установлена либо полевая шина для подключения массива данных, либо приемно-передающий модуль для двунаправленной передачи данных между чувствительными элементами и системой управления установкой непрерывной разливки.
Японский документ JP 11129003 раскрывает способ и соответствующее устройство для прокатки в один проход материала заготовки из стали с клиновидным поперечным сечением.
В международной патентной заявке WO 99/46071 раскрыты способ и устройство для установки, по меньшей мере, одного роликового сегмента направляющего устройства для заготовки, изготавливаемой методом непрерывной разливки, относительно заготовки, причем роликовый сегмент имеет верхнюю и нижнюю роликоопору, которая поддерживает, по меньшей мере, один ролик для направления заготовки между роликами. Роликовый сегмент в своих четырех угловых областях имеет соответственно по установочному элементу для установки верхней и нижней роликоопоры относительно друг друга. Чтобы избежать повреждений роликового сегмента из-за чрезмерного воздействия сил установочных элементов на роликоопору или поддерживаемые роликоопорой ролики в упомянутой международной патентной заявке предлагается, чтобы выполненные в качестве систем гидравлических цилиндров установочные элементы могли устанавливаться в качестве регулируемых как в отношении позиционирования, так и в отношении давления. Все четыре установочных элемента роликового сегмента управляются синхронно, т.е. одновременно, и установочные значения, на которые настроены системы гидравлических цилиндров, определяются регулирующим устройством независимо от других. Таким образом, возможно, чтобы каждый гидравлический цилиндр, в принципе, регулировался независимо от других. Для гидравлических цилиндров вначале задаются положения, т.е. они, в принципе, регулируются в отношении положения, и лишь в том случае, если давление в соответствующих гидравлических цилиндрах достигло заданного порогового значения давления или превысило его, переключаются на режим регулирования давления для управления гидравлическими цилиндрами.
Исходя из этого уровня техники в основе изобретения лежит задача, состоящая в усовершенствовании известного способа для установки относительно заготовки роликового сегмента в направляющем устройстве для заготовки, изготавливаемой методом непрерывной разливки, таким образом, что расположенные после направляющего устройства для заготовки прокатные клети разгружаются во время их работы относительно поставленных перед ними задач и относительно их механических нагрузок, при этом качество заготовки повышается.
Эта задача решается с помощью способа по пункту 1 формулы изобретения. Этот способ отличается тем, что регистрируется фактический профиль заготовки, включая высоту правой и левой боковых кромок заготовки, и сравнивается с заданным профилем, содержащим заданное одинаковое значение высоты для правой и левой боковых кромок, и отдельные установочные элементы роликового сегмента управляются индивидуально в соответствии с получающимся из сравнения отклонением регулируемой величины от заданного значения таким образом, что фактический профиль приводится в соответствие с заданным профилем, включая выравнивание высоты правой и левой боковых кромок заготовки.
Традиционно задачей прокатной клети, расположенной за направляющим устройством для заготовки, было выравнивание возможно имеющейся в направляемой заготовке нежелательной клиновидности в профиле заготовки, т.е. выравнивание имеющих разную высоту боковых кромок заготовки. Это приводило, однако, к нежелательной неравномерной механической нагрузке валков прокатной клети по их соответствующей ширине и, таким образом, к нежелательному неравномерному износу валков. Благодаря изобретению предпочтительным образом обеспечивается то, что возможно присутствующая клиновидность профиля заготовки выравнивается уже в направляющем устройстве, то есть еще перед входом в прокатную клеть. Идеальным образом, тем самым с помощью изобретения обеспечивается то, что в прокатную клеть направляется заготовка, не имеющая клиновидности. Прокатные клети, таким образом, разгружаются как механически, так также и в отношении выполняемой ими ранее задачи устранения возможной клиновидности заготовки; кроме того, в конечном итоге улучшается качество заготовки.
Согласно первому варианту выполнения устранение возможной клиновидности в направлении перемещения заготовки осуществляется в таком положении или в тех роликовых сегментах, в которых заготовка еще не полностью затвердела. Это имеет преимущество в том отношении, что в этом случае для устранения клиновидности на заготовку должны оказываться роликами значительно меньшие усилия, чем если бы заготовка уже полностью затвердела, как это, как правило, имеет место при входе в подключенную прокатную клеть.
Предпочтительно индивидуальная настройка установочных элементов для устранения клиновидности может осуществляться в отдельных, во многих или во всех роликовых сегментах направляющего устройства для заготовки. Настройка установочных элементов в случае использования многих роликовых сегментов хотя и требует технологически больших издержек, имеет, однако, то преимущество, что в отдельных установочных элементах должны применяться меньшие усилия; поэтому это особенно важно, так как в этом случае во многих роликовых сегментах имеется в распоряжении большое число установочных элементов для выравнивания клиновидности.
Настройка установочных элементов для выравнивания клиновидности может осуществляться либо в форме управления, либо регулирования. При управлении лишь задается одинаковая заданная высота правой и левой боковых кромок заготовки, и установочные элементы соответственно управляются на правой и левой стороне роликового сегмента (если смотреть в направлении протекания материала). В случае регулирования регистрируются высоты правой и левой кромок заготовки и для определения соответствующего отклонения регулируемой величины от заданного значения соответственно сравниваются с одинаковым заданным значением высоты для правой и левой боковых кромок. Отдельные установочные элементы роликового сегмента затем в соответствии с данными отклонения регулируемой величины от заданного значения индивидуально управляются таким образом, что высоты правой и левой боковых кромок заготовки прокатываются на одинаковую заданную высоту.
В качестве альтернативы отдельному регулированию высот правой и левой боковых кромок заготовки имеется также возможность регулирования профиля, т.е. поперечного сечения профиля заготовки. Для этого сначала регистрируется фактический профиль заготовки и сравнивается с заданным значением для ' определения отклонения регулируемого профиля от заданного профиля. Также и в этом случае настройка отдельных установочных элементов роликового сегмента осуществляется в соответствии с данными полученного ранее отклонения регулируемого профиля от заданного профиля в целях приведения в соответствие фактического профиля с заданным профилем. Также это приведение в соответствие профиля включает в себя, разумеется, необходимое в рамках настоящего изобретения выравнивание высот правой и левой боковых кромок заготовки.
Предпочтительно, регистрация высот боковых кромок заготовки или регистрация фактического профиля заготовки осуществляется в различных местах внутри направляющего устройства для заготовки. Предпочтительно регистрация осуществляется на выходе роликового сегмента, который снабжен регулируемыми установочными элементами. Предпочтительно измерение значений осуществляется на выходе из последнего роликового сегмента направляющего устройства для заготовки, то есть почти перед самым входом в прокатную клеть. Так как с помощью каждого варианта регулирования согласно изобретению желательно снижение до нуля упомянутых выше отклонений регулируемых величин от заданного значения, то в этом случае обеспечивается, что в прокатную клеть фактически также направляется только заготовка с боковыми кромками одинаковой высоты.
Предпочтительно возможная разница в высоте боковых кромок литой заготовки вычисляется на основе замеренных соотношений сил и/или давлений, предпочтительно в области воздействия установочных элементов. Напротив, фактический профиль заготовки может оцениваться, к примеру, с помощью соответствующих устройств для регистрации профиля, например оптически.
Указанная выше задача решается, далее, с помощью компьютерной программы, а также направляющего устройства для заготовки для проведения указанного способа. Преимущества компьютерной программы и направляющего устройства для заготовки соответствуют, по существу, упомянутым выше в связи с заявленным способом преимуществам.
Предпочтительные варианты выполнения направляющего устройства для заготовки и, в частности, установочных элементов являются предметом зависимых пунктов формулы изобретения.
К описанию прилагаются 4 фиг., которые показывают:
Фиг.1 - новое направляющее устройство для заготовки согласно изобретению,
Фиг.2 - вид роликового сегмента (в перспективе),
Фиг.3 - поперечное сечение роликового сегмента,
Фиг.4а - заготовка с клиновидностью в роликовом сегменте,
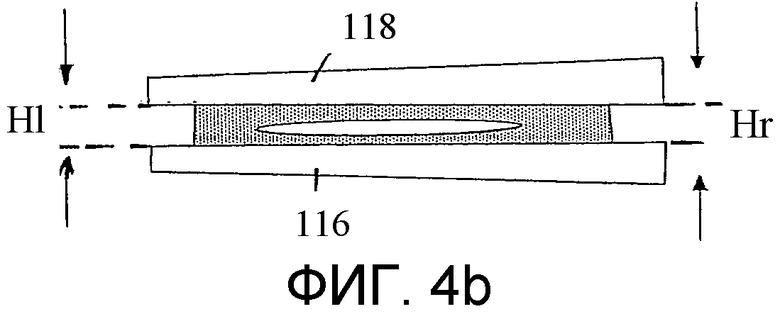
Фиг.4b - заготовка без клиновидности между двумя коническими роликами роликового сегмента.
Изобретение детально описывается далее на примерах выполнения со ссылкой на указанные фигуры.
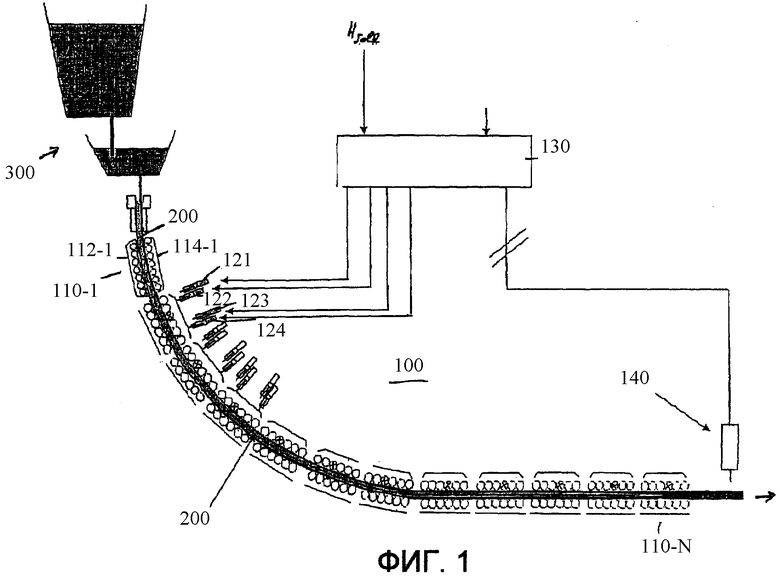
Фиг.1 показывает направляющее устройство для заготовки согласно изобретению для направления заготовки 200 после выхода из разливочного устройства 300. Направляющее устройство включает в себя множество роликовых сегментов 110-n, где n=1-N, причем каждый роликовый сегмент 110-n имеет соответственно верхнюю и нижнюю роликоопору 112, 114. Каждая роликоопора служит для поддержания, по меньшей мере, одного ролика для направления заготовки между роликами после выхода из разливочного устройства. По меньшей мере, один роликовый сегмент, на фиг.1 их три, имеет несколько установочных элементов 121-124 для установки верхней и нижней роликоопоры 112, 114 относительно друг друга, см. также фиг.2. Далее, направляющее устройство 100 для заготовки включает в себя устройство 130 для управления отдельными установочными элементами роликоопор таким образом, чтобы правая и левая боковые кромки заготовки 200 становились одинаковыми по высоте.
Устройство 130 может быть выполнено либо в качестве управляющего устройства, либо в качестве регулирующего устройства. При выполнении лишь в качестве управляющего устройства оно выдает соответственно, например, значения положений для отдельных установочных элементов таким образом, чтобы правая и левая боковые кромки заготовки прокатывались соответственно до одинаковой высоты. Предпочтительно задание положений осуществляется в этом случае так, чтобы правая и левая боковые кромки заготовки прокатывались соответственно до одинаковой заданной высоты. Если устройство 130 выполнено в качестве регулирующего устройства, то оно принимает либо измеренные значения высоты для правой и левой боковых кромок заготовки, либо данные, которые характеризуют фактический профиль, то есть фактическое поперечное сечение заготовки.
Значения высоты правой и левой боковых кромок заготовки можно получить, например, с помощью соответствующих измерительных устройств, которые, например, интегрированы в установочные элементы, и там определяют имеющие место соотношения сил или давлений между обеими роликоопорами 112, 114 роликового сегмента, и из них выводятся значения высот правой и левой боковых кромок заготовки. Определение профиля заготовки может осуществляться, например, с помощью соответствующего оптического устройства для регистрации профиля; оно расположено предпочтительно, как показано на фиг.1, у конца направляющего устройства 100 для заготовки. Выполненная как регулирующее устройство 130 может получать данные измерений, будь это актуальные значения высот боковых кромок либо актуальный фактический профиль заготовки, и эти данные соответственно в целях определения отклонений регулируемых величин от заданных значений сравнивать с соответствующими заданными величинами, т.е. либо с заданной совместно для правой и левой кромок заготовки заданной высотой Нзад., либо с заданным профилем. Регулирующее устройство управляет в этом случае отдельными установочными элементами роликового сегмента по данным измерений полученного отклонения регулируемой величины от заданного значения таким образом, чтобы отклонение регулируемой величины от заданного значения, по возможности, становилось нулевым. Таким образом, обеспечивается возможность выравнивания имеющейся в поперечном направлении заготовки, т.е. в направлении ее ширины, клиновидности перед входом в прокатную клеть.
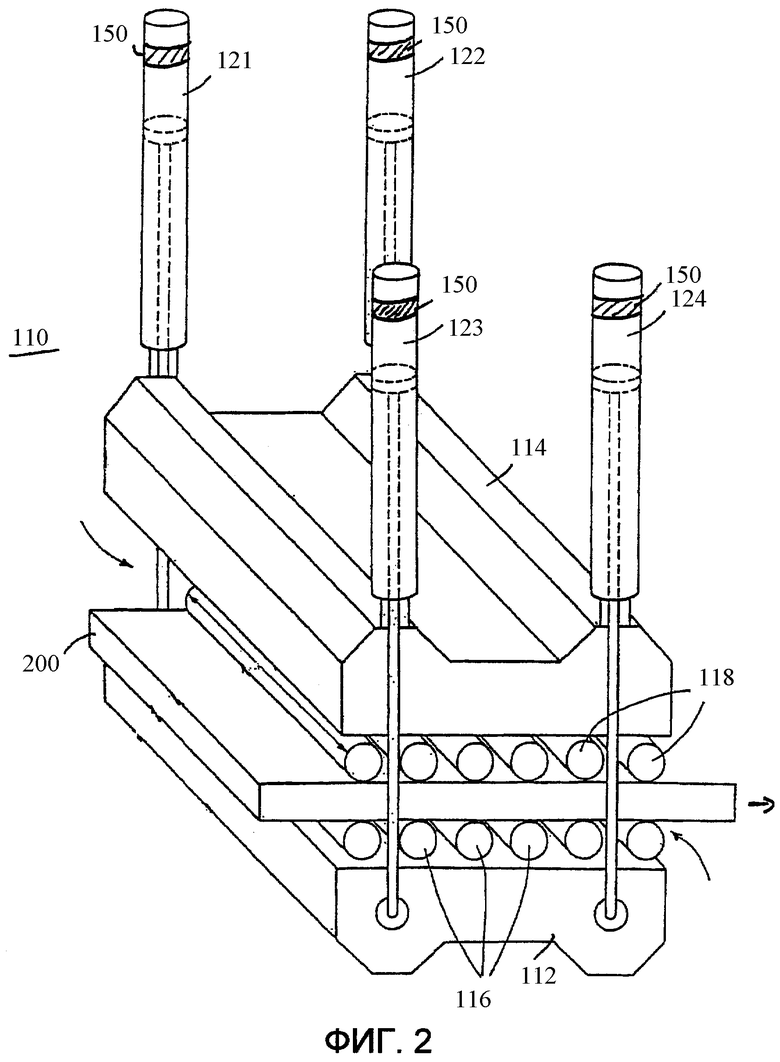
Фиг.2 показывает вид (в перспективе) роликового сегмента, обычно применяемого для осуществления изобретения. На фиг.2 одинаковые с элементами на фиг.1 элементы имеют одинаковые обозначения. Хорошо видно, что заготовка 200 в направлении прохождения материала, обозначенном стрелкой, проходит между роликами 116, 118 роликового сегмента. Далее, можно видеть, что в случае показанного здесь примера роликовый сегмент в своих четырех угловых областях имеет соответственно по установочному элементу, причем каждый из этих установочных элементов в одинаковой степени воздействует на роликоопоры и таким образом оказывает влияние на перемещение верхней и нижней роликоопоры 114, 112 относительно друг друга. Показанные на фиг.2 установочные элементы 121-124 выполнены в виде гидравлических цилиндров. Далее, на фиг.2 в отдельных установочных элементах символом 150 обозначены измерительные устройства, которые служат для регистрации упомянутых выше соотношений сил или давлений между роликоопорами 112, 114 роликового сегмента.
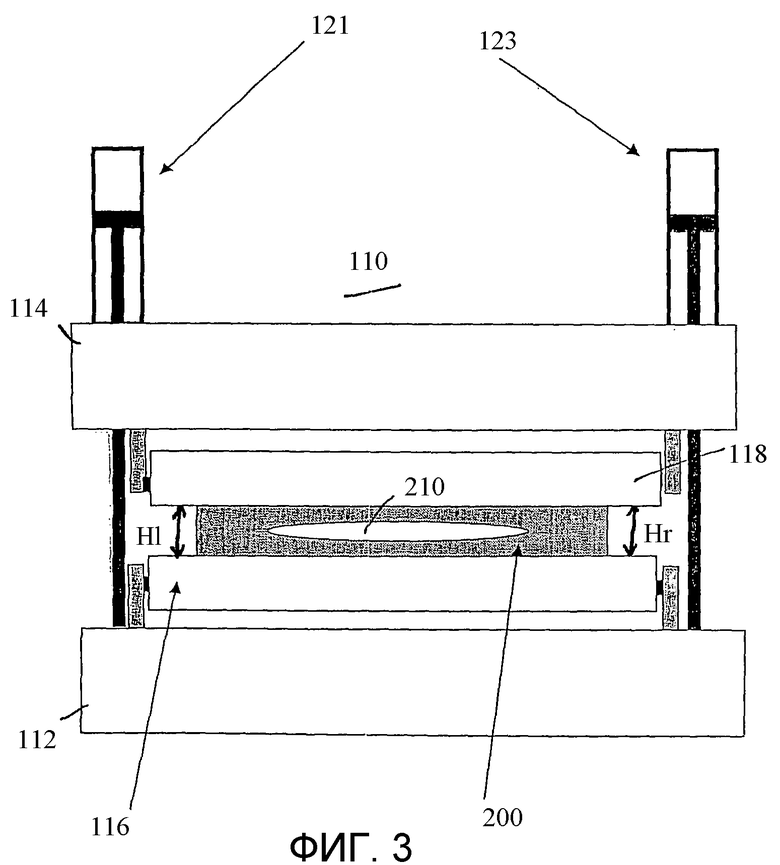
Фиг.3 показывает поперечное сечение роликового сегмента по фиг.2, причем снова одинаковые элементы имеют одинаковые обозначения. Особенно хорошо на фиг.3 можно видеть важные для изобретения высоты Нr и Hl правой и левой боковых кромок заготовки 200. Далее, на фиг.3 можно видеть, что заготовка при прохождении через роликовый сегмент 110 еще не полностью застыла, что показано обозначенной символом 210 еще жидкой частью заготовки. Это дает для настоящего изобретения преимущество в том, что оказываемые усилия для выравнивания высот Нr и Hl правой и левой боковых кромок заготовки еще относительно малы, т.е. меньше, чем если бы заготовка полностью застыла по всему поперечному сечению.
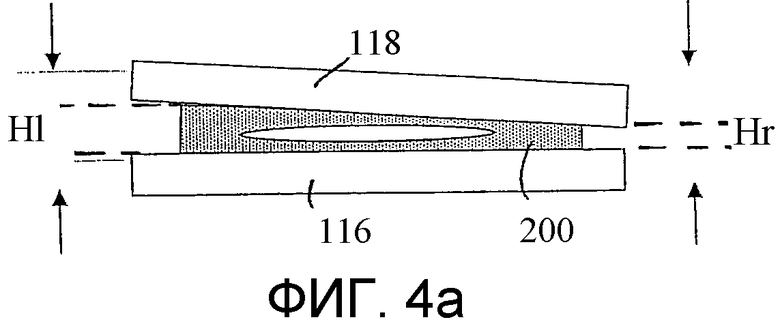
Фиг.4а показывает пример зарегистрированной нежелательной клиновидности в заготовке 200, т.е. что в этой заготовке 200 высоты Нr и Hl правой и левой боковых кромок неодинаковы. Согласно изобретению регистрация такой ситуации должна бы ввести в действие управление или регулирование для выравнивания высот на левой и правой стороне заготовки.
Фиг.4b показывает, в заключение, ту же заготовку, что и на фиг.4а, разумеется, после осуществленного согласно изобретению выравнивания высот правой и левой боковых кромок заготовки. Возможно имеющийся несимметричный износ роликов 116, 118 роликового сегмента, который привел к коническому образованию, для проведения настоящего изобретения, является несущественным, так как он выравнивается с помощью индивидуального управления установочными элементами 121-124 на левой и правой стороне заготовки, если смотреть в направлении прохождения материала.
Устройство содержит, по меньшей мере, один роликовый сегмент с верхней и нижней роликоопорами, которые поддерживают ролики, и установочный элемент для установки роликоопор относительно друг друга. В процессе разливки регистрируют фактический профиль заготовки и осуществляют индивидуальное управление установочными элементами для выравнивания высот правой и левой боковых кромок заготовки. Обеспечивается снижение нагрузки на прокатные клети и повышение качества заготовки. 2 н. и 7 з.п. ф-лы, 4 ил.
1. Способ установки относительно заготовки, по меньшей мере, одного роликового сегмента (110) направляющего устройства (100) установки непрерывной разливки заготовки, в частности слябовой заготовки, имеющего верхнюю и нижнюю роликоопоры (114, 112), поддерживающие соответственно, по меньшей мере, по одному ролику (116, 118), и обеспечивающие направление заготовки (200) между роликами, причем на правой и левой стороне роликового сегмента (110), при рассмотрении в направлении перемещения материала, предусмотрен соответственно, по меньшей мере, один установочный элемент (121-124) для установки обеих роликоопор (114, 112) относительно друг друга, включающий индивидуальное управление отдельными установочными элементами (121-124), отличающийся тем, что регистрируют фактический профиль заготовки, включающий высоты (Hr, Hl) правой и левой боковых кромок заготовки (200), сравнивают его с заданным профилем, включающим заданную одинаковую высоту (Нзад.) для правой и левой боковых кромок и осуществляют индивидуальное управление отдельными установочными элементами (121-124) роликового сегмента (110) в соответствии с полученным при сравнении отклонением регулируемых величин от заданных значений для выравнивания высот правой и левой боковых кромок заготовки (200) и приведения фактического профиля в соответствие с заданным профилем.
2. Способ по п.1, отличающийся тем, что установку осуществляют в зоне, в которой заготовки (200), еще не затвердела по всему поперечному сечению при прохождении через роликовый сегмент (110).
3. Способ по п.1 или 2, отличающийся тем, что индивидуальное управление установочными элементами (121-124) осуществляют в одном или нескольких роликовых сегментах (110) направляющего устройства (100).
4. Способ по п.1, отличающийся тем, что высоты (Hr, Hl) боковых кромок заготовки или ее фактический профиль регистрируют на выходе, по меньшей мере, одного роликового сегмента направляющего устройства (100), предпочтительно, по меньшей мере, на выходе из последнего роликового сегмента (100-N) направляющего устройства.
5. Способ по п.1, отличающийся тем, что регистрацию фактического профиля заготовки с высотами (Hr, Hl) боковых кромок заготовки (200) осуществляют на основе замеренных соотношений сил и/или давлений, предпочтительно в области установочных элементов (121-124).
6. Направляющее устройство (100) установки непрерывной разливки заготовки (200), в частности слябовой заготовки, содержащее, по меньшей мере, один роликовый сегмент (100-n) с верхней и нижней роликоопорами (112, 114), имеющими соответственно, по меньшей мере, по одному ролику (116, 118) и обеспечивающими направление заготовки (200) между роликами после выхода из разливочного устройства, по меньшей мере, один установочный элемент (121-124) на правой и левой стороне роликового сегмента (110) при рассмотрении в направлении перемещения материала для установки верхней и нижней роликоопоры (112, 114) относительно друг друга, и регулирующее устройство (130) для управления установочными элементами (121-124), отличающееся тем, что оно снабжено устройством (140) определения фактического профиля для регистрации поперечного сечения заготовки (200) в направляющем устройстве, в том числе возможной разницы между высотами (Нr, Нl) правой и левой боковых кромок заготовки, причем регулирующее устройство (130) для управления установочными элементами (121-124) выполнено с возможностью приведения фактического профиля в соответствие с заданным профилем и выравнивания высот (Нr, Нl) на правой и левой боковых кромках заготовки (200).
7. Направляющее устройство (100) по п.6, отличающееся тем, что роликовый сегмент (110) имеет в своих четырех угловых областях по одному установочному элементу (121-124).
8. Направляющее устройство (100) по п.6 или 7, отличающееся тем, что установочные элементы (121-124) выполнены в виде гидравлических цилиндров.
9. Направляющее устройство (100) по п.6 или 7, отличающееся тем, что оно снабжено измерительным устройством (150), которое предпочтительно размещено в установочных элементах (121-124) для регистрации соотношений сил или давлений между обеими роликоопорами (112, 114) роликового сегмента.
| Прибор, замыкающий сигнальную цепь при повышении температуры | 1918 |
|
SU99A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ РОЛИКОВОЙ СЕКЦИИ УСТАНОВКИ ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 1999 |
|
RU2213643C2 |
| DE 4138740 A1, 27.05.1993 | |||
| EP 1475169 A1, 10.11.2004 | |||
| НАПРАВЛЯЮЩИЙ СЕГМЕНТ ДЛЯ ЗАГОТОВОК В УСТАНОВКАХ ДЛЯ ОТЛИВКИ СЛЯБОВ | 1999 |
|
RU2219014C2 |

