72
29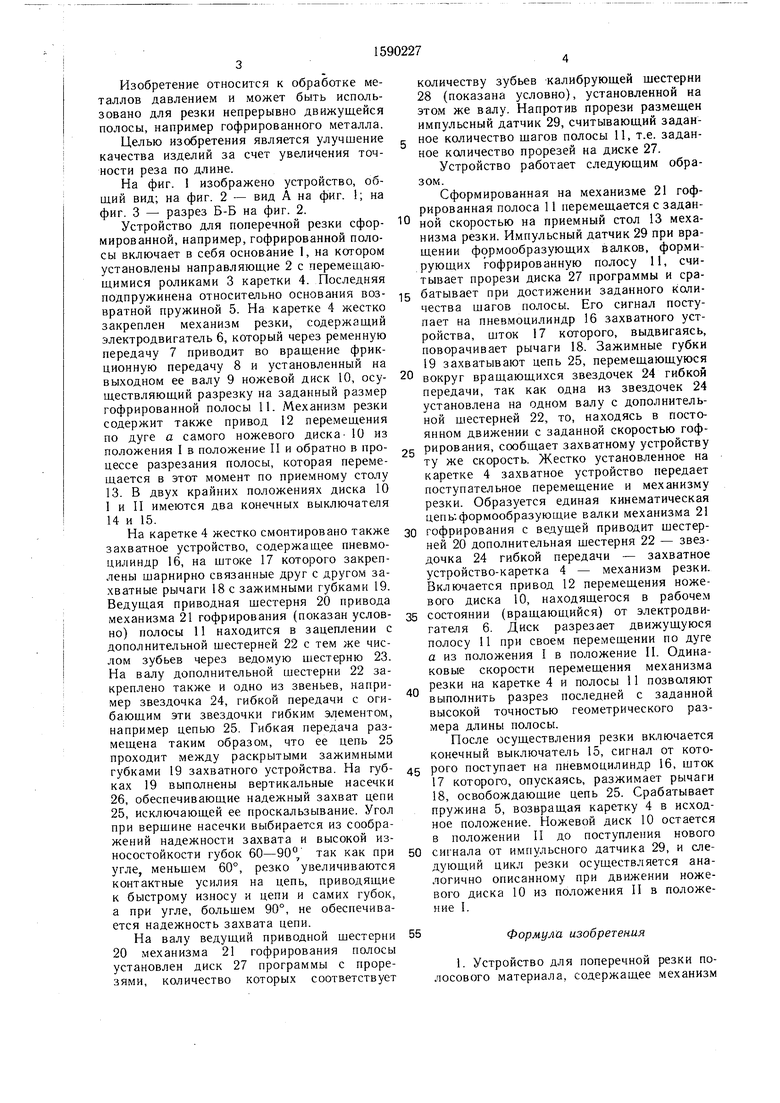
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления спиралей | 1980 |
|
SU984569A1 |
| Устройство для изготовления гофрированных волокнистых изделий | 1980 |
|
SU937430A1 |
| Устройство для изготовления гофрированных изделий | 1983 |
|
SU1118454A1 |
| Устройство для гофрирования ленты | 1989 |
|
SU1792769A1 |
| Устройство для изготовления сотовогозАпОлНиТЕля ТРубчАТОй фОРМы | 1979 |
|
SU797827A1 |
| Устройство для изготовления сотового заполнителя | 1981 |
|
SU1013057A1 |
| Устройство для изготовления гофрированной ленты | 1982 |
|
SU1058674A2 |
| УСТАНОВКА ДЛЯ ГОФРИРОВАНИЯ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2007 |
|
RU2359773C1 |
| Машина для термической резкилиСТОВ | 1979 |
|
SU795790A1 |
| Устройство для гофрирования металлической ленты | 1987 |
|
SU1428492A1 |
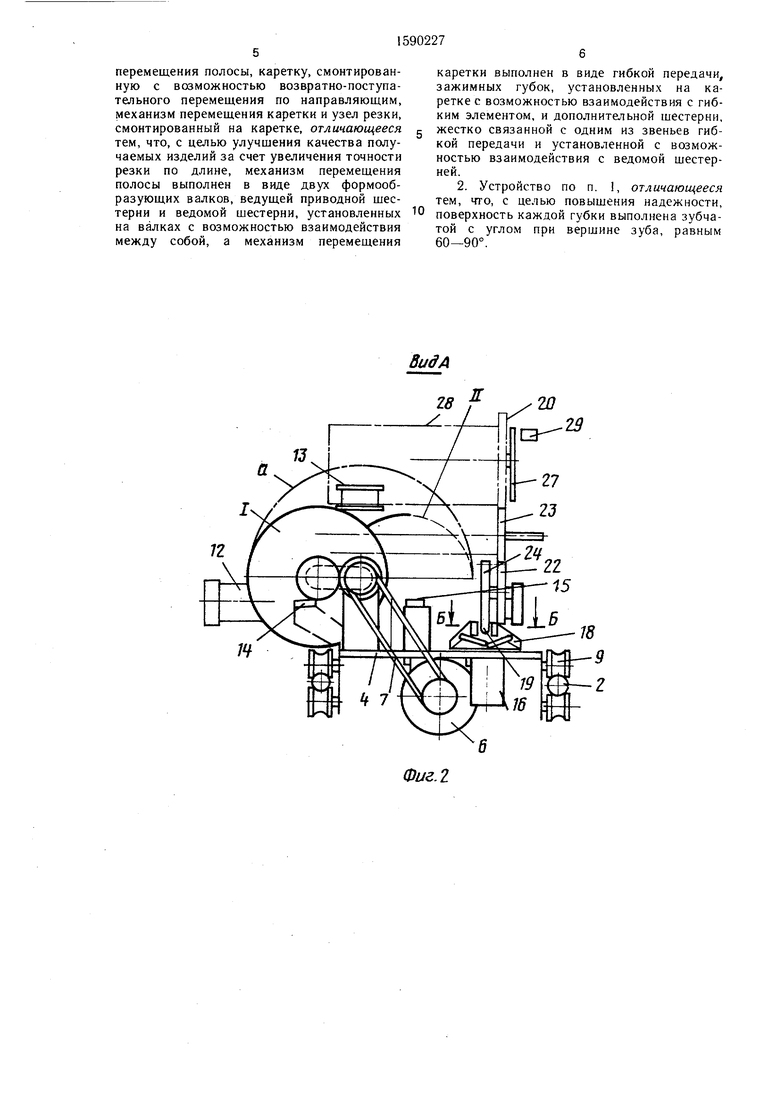
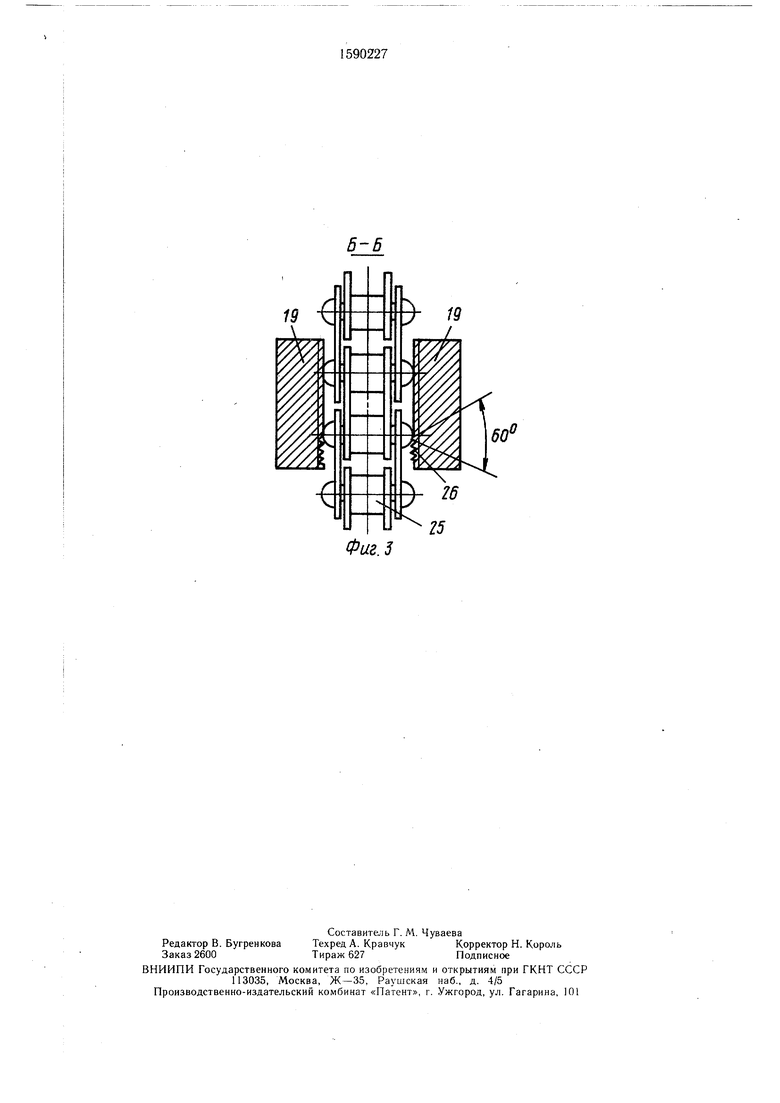
Изобретение относится к обработке металлов давлением и может быть использовано для разрезания непрерывно движущейся полосы, например гофрированного металла. Цель изобретения - улучшение качества изделия за счет увеличения точности реза по длине. При резке гофрированных полос требуется соблюдение высокой точности размеров, которое достигается кинематической связью механизма резки и привода механизма формообразования-механизма гофрирования полосы. Эта связь осуществляется посредством захватного устройства с зажимными губками (ЗГ) 16, установленного на той же каретке 4, что и механизм резки, и гибкой передачи, одна из звездочек 20 которой находится в зацеплении с выходной шестерней привода механизма гофрирования 21. ЗГ 16 в заданный момент зажимают гибкий элемент, а именно цепь 25 передачи, замыкая таким образом кинематическую цепь. При этом обеспечивается движение каретки 4 с механизмом резки со скоростью, равной скорости разрезаемой полосы. 1 з.п. ф-лы, 3 ил.
Фиг. 2
Фиг.З
.
25
| Устройство для поперечного разрезания движущегося ленточного материала | 1980 |
|
SU965642A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
