Изобретение относится к металлургии, а именно к термообработке черных металлов, в частности к процессам управления и регулирования.
Известен способ регулирования нагрева металла в колпаковой печи, включающий установку задания по колпаковой и стендовой термопарам и нагрев металла до температуры заданной по стендовой термопаре, при этом определяющий график нагрева металла в самой быстро прогреваемой точке и при достижении металлом в этой точке температуры, заданной по стендовой термопаре, снижают задание по колпаковой термопаре до температуры на 10 - 40oC ниже точки Ac1 нагреваемого металла (см. авт. св. N 1407978, C 21 D 11/00, 9/663, 1988 г.).
Недостатками данного способа являются повышенный расход энергоносителей, высокий перепад температур в процессе и к концу отжига металла.
Наиболее близким аналогом к заявляемому объекту является способ управления нагревом рулонной автолистовой стали для особо сложной вытяжки, включающий регулирование температуры в колпаковой печи по зональной и стендовой термопарам, измеряющим температуру греющей среды и температуру защитного газа, в соответствии с заданными температурами выдержек при ступенчатом нагреве, при этом температуру по зональной (колпаковой) термопаре задают не выше 820oC, а ее конкретные задания устанавливают на 100 - 140oC выше заданных температур выдержек по стендовой термопаре (см. авт. св. N 1406186, C 21 D 9/48, 11/00, 1988 г.).
Недостатком данного способа является повышенный расход энергоносителей.
Это происходит из-за отсутствия рационального расхода топлива, так как система, описанная в известном способе, не обеспечивает минимальные перепады температуры нагрева по объему садки металла в период нагрева и к концу отжига.
Технической задачей предлагаемого изобретения является снижение расхода топлива, уменьшение перепадов температуры по объему садки в период нагрева и к концу отжига, повышение однородности свойств отожженного металла, увеличение выхода металла категории особо сложной вытяжки (ОСВ).
Поставленная задача достигается тем, что в способе управления отжигом в колпаковой печи, включающем измерение во время нагрева температуры (Тс) греющей среды и температуры (Тг) защитного газа, стабилизацию заданной температуры (Tсз) в период ее подъема, осуществление нагрева металла ступенчато с заданным количеством выдержек, стабилизацию Тс осуществляют до достижения температурой защитного газа заданного значения (Тгз), стабилизацию Тг осуществляют путем изменения расхода топлива, при этом изменение расхода топлива начинают при достижении Тс = 650-680oC, одновременно рассчитывают: базовое время τб подъема температуры Тс до Тсз по математическому выражению
где τмз общее заданное время нагрева металла, суммарное заданное время выдержки при количестве выдержек от двух до четырех,
суммарное заданное время выдержки при количестве выдержек от двух до четырех,
определяют оставшееся время до достижения греющей средой заданного значения τосз температуры, сравнивают его с фактически оставшимся временем τфcз и при τфcз≥ τосз расход топлива уменьшают или оставляют неизменным при условии сохранения скорости подъема температуры греющей среды в первых трех пятиминутных циклах, причем расход топлива во время подъема температуры изменяют до тех пор, пока значения Тг не достигнет значения Тгз, после чего осуществляют выдержки и на каждой из них осуществляют минимизацию отклонений значения Tг от значения Tг, для чего измеряют текущие значения Tгi и Tсi,
где i - номер отсчета Тг и Тс, определяют фиксированные значения Тгф и Тсф как значения Tг и Тс в моменты изменения расхода топлива, анализируют характер изменений значений Tсi по следующим неравенствам
Тcф > Тсi > Тсi -30с,
Тсф < Тсi < Тсi -30с,
где Тсi - 30с - температура греющей среды в начале 30-ти секундного цикла.
при выполнении одного из неравенств изменяют расход топлива, сравнивают значение Tгi с Тгз и в зависимости от величины и знака отклонения изменяют расход топлива, сравнивают значение Tгi с Тсф и в зависимости от величины и знака отклонения изменяют расход топлива.
На чертеже представлена блок-схема системы для осуществления предлагаемого способа.
Способ управления нагревом металла в колпаковой печи реализуется системой адаптивного управления, которая состоит из стенда 1 колпаковой печи, нагревательного колпака 2, колпаковой термопары 3 для замера температуры греющей среды Тс, стендовой термопары 4 для замера температуры защитного газа Tг. Колпаковая и стендовая термопары подключены к входу преобразователя 5 сигналов низкого уровня термопар, выход которого соединен с блоком 6 оптимизации стадии подъема температуры металла и с блоком 7 оптимизации стадии выдержки температуры. Выходы блоков 6 и 7 соединены с входом формирователя дискретных сигналов 8, выход которого соединен с входом блока 9 управления исполнительным механизмом 10. Исполнительный механизм 10 предназначен для перемещения заслонки 11 на газопроводе.
Предлагаемый способ реализуется следующим образом.
Перед началом нагрева рулонов в печи вызывают на экран дисплея карточку нагрева и в нее вводят все необходимые параметры рулонов из садки: марку стали Р - вес рулона, h - толщину полосы, b - ширину полосы, категорию вытяжки, Tс, Tг, Tсз, Tгз. Параметры Тс - это показания колпаковой термопары 3, Тг - стендовой 4. После ввода информации дается команда системе на нагрев металла. В период подъема до достижения заданного значения температуры Тгз защитного газа производят стабилизацию заданной температуры Тсз поддержанием расхода топлива на определенном (требуемом) уровне посредством открытия заслонки на трубопроводе.
Нагрев осуществляют ступенчато. Количество ступеней зависит от требований к качеству отжигаемого металла. Например, для стали марки 08Ю по ГОСТ 9045-93 требуется четыре ступени нагрева. На каждой ступени осуществляют выдержку. При достижения Тс = 650 - 680oC система адаптивного управления начинает одновременно рассчитывать базовое время τб подъема температуры Тс до Тсз, скорость подъема температуры греющей среды каждые пять минут, оставшееся время достижения греющей средой заданного значения Тосз, сравнивает его с фактически оставшимся временем τфcз, и при τфcз≥ τосз система дает команду на уменьшение расхода топлива и на сохранение (соответственно знаку > или = ) его неизменным при условии поддержания скорости подъема температуры греющей среды в первых трех пятиминутных циклах на одном уровне. Изменением расхода топлива во время подъема температуры варьируют до тех пор, пока Тг не достигнет Тгз, после чего осуществляют выдержки и на каждой из них производят минимизацию отклонений Тг от Тгз. Для этого непрерывно термопарами 3 и 4 измеряют текущие значения Тгi и Тсi, фиксированные значения Тгф и Тсф, сравнивают Тгi c Tгз, Тгi с Тгф, Tсi с Tсф и пропорционально знаку и величине алгебраической суммы этих отклонений система выдает команду на изменение расхода топлива.
Интервал температуры греющей среды Тс = 650 - 680oC выбран на основе экспериментов, которые показали, что при Tс < 650oC качество металла не соответствовало требуемой категории, а при Tс > 680oC наблюдался перерасход топлива.
Пример конкретного осуществления способа
Способ управления нагревом металла осуществляли в колпаковой печи с нагревательным колпаком 2, оснащенной отечественной микропроцессорной техникой. На стенд 1 устанавливают четыре рулона металла из стали 08Ю. Вес каждого рулона 23 т, ширина полосы 1250 мм, толщина полосы 2 мм. Заданные параметры нагрева следующие: категория вытяжки (ОСВ), Тсз = 870oC, Тгз = 710oC, количество ступеней нагрева - 3. Нагрев осуществляют следующим образом. Сначала по команде оператора система выдает режим нагрева на основании введенных в нее параметров, а затем дается команда на нагрев с автоматическим управлением.
По этой команде система вырабатывает сигнал управления "открыть", который поступает через блоки формирования дискретных сигналов 8 и управления 9 на исполнительный механизм 10, который перемещает газовую заслойку 11 в положение "открыто". После розжига горелок нагревательного колпака начинают стадию подъема температуры нагреваемого металла. При этом значения температуры греющей среды Тс по показаниям колпаковой термопары и защитного газа Тг по показаниям стендовой термопары после их преобразования в блоке преобразования сигналов низкого уровня 5 поступают в блоки 6 и 7 с периодичностью 1 мин, где обрабатываются алгоритмами оптимизации. На стадии подъема температуры до первой выдержки по показаниям стендов термопары и между выдержками регистрирующий температуру защитного газа Тг блок оптимизация стадии выдержки 7 не работает.
При достижении греющей средой температуры 650-680oC начинают изменять расход топлива, при этом блок 6 оптимизация стадии подъема рассчитывает базовое время τб подъема температуры греющей среды Тс до заданного значения Тсз как разность  где τмз - общее заданное время нагрева металла;
где τмз - общее заданное время нагрева металла;  - суммарное заданное время выдержек от двух до четырех.
- суммарное заданное время выдержек от двух до четырех.
Затем блок 6 с цикличностью 5 мин рассчитывает скорость Vci подъема температуры греющей среды Тc.
Vсi = (Тс5 - Тсi5)/5, град/мин,
где Tс5- температура греющей среды в конце пятиминутного цикла;
Тсi-5 - температура греющей среды в начале пятиминутного цикла.
Затем блок 6 рассчитывает оставшееся время достижения τосз греющей средой заданного Тсз, сравнивает его с фактически оставшимся временем τфcз и при τфcз> τосз уменьшает расход топлива с помощью формирователя дискретных сигналов 8 блока 9 управления исполнительным механизмом 10 и газовой заслонкой 11 на газопроводе путем прикрытия ее на 1 с или оставляет расход топлива неизменным при τфcз= τосз, и условия сохранения скорости подъема температуры греющей среды Тс в первых трех пятиминутных циклах.
После выдачи сигнала управления процедуру оптимизация расхода топлива с положения регулирующей заслонки на газопроводе повторяют каждые 5 мин.
Таким образом, не изменяя базового времени τб подъема температуры греющей среды Тс, система постоянно оптимизирует положение регулирующей заслонки на газопроводе с целью экономии топлива в процессе достижения температуры защитным газом Тг заданной первой, второй и т.д. выдержек Тгз.
При достижении заданной температуры выдержки Тгз система отключает блок 6 оптимизации стадии подъема температуры и включает блок 7 оптимизации стадии выдержки температуры металла, работа которого заключается в минимизации отклонений Тг от Тгз, для чего непрерывно измеряют текущие значения Тгi и Tсi, фиксированные (в момент выдачи управляющих воздействий на реализующую заслонку на газопроводе) Тгф и Тсф, сравнивают Тгi с Tгз, Тгi с Тгф, Тсi с Тсф и пропорционально знаку и величине алгебраической суммы этих отклонений изменяют расход топлива.
Это происходит следующим образом. В момент, когда Тгi достигнет значения Тгз ± 1 град, блок оптимизации выдержки 7 выдает управляющее воздействие на прикрытие регулирующей заслонки на газопроводе длительностью 8 с, фиксирует Тсф и Тгф и устанавливает заданную цикличность работы, а именно цикличность реакций на отклонения Тсi от Тсф, Тгi от Тгф, Тгi от Тгз и осуществляет их с цикличностью соответственно 1 мин, 2 мин, 4 мин.
По окончании первого цикла блок 7 оптимизации выдержки анализирует характер изменений Тci по следующим неравенствам:
Тсф > Tci > Tсi - 30с;
либо Тсф < Tсi < Tсi - 30с
При выполнении одного из неравенств блок 7 вырабатывает управляющее воздействие соответствующего знака и величины. Если ни одно из неравенств не выполнилось, управляющее воздействие не формируется и производят сдвиг фазы цикла на 30 с. Через 30 с анализ повторяется. Затем блок 7 анализирует величину и знак отклонения Тгi от Тгфи в зависимости от его значения вырабатывает управляющее воздействие соответствующей длительности и знака. Если отклонение не превысило одного градуса, управляющее воздействие не вырабатывается и производится сдвиг фазы цикла на 30 с. После этого блок 7 анализирует величину отклонения Тгф от Тгз, и если эта величина превысила ± 4 град, блок 7 вырабатывает управляющее воздействие соответствующей длительности и знака. По результатам этого же анализа происходит коррекция Тсф на величину ± 10 град.
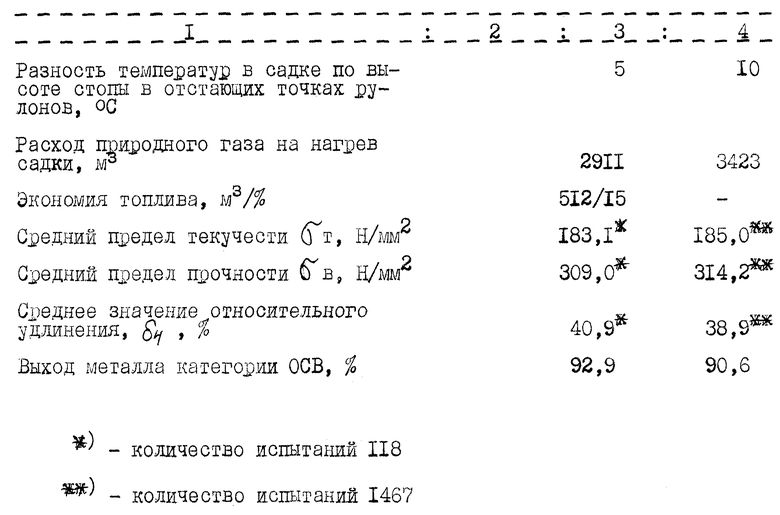
Результаты промышленного эксперимента сведены в таблицу.
Таким образом осуществляют непрерывный поиск оптимального значения Тсф на протяжения всего цикла нагрева, начиная с температуры 650-680oC и минимизируют отклонения Тгi от Тгз.
Преимущество заявляемого способа перед известным заключается в снижении расхода топлива на 15-16%, в уменьшении перепадов температуры по объему садки к концу нагрева в пределах 30oC, в повышении однородности свойств, что ведет к увеличению выхода металла категории особо сложной вытяжки на 2 - 3%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕГУЛИРОВАНИЯ НАГРЕВА МЕТАЛЛА В КОЛПАКОВОЙ ПЕЧИ | 1999 |
|
RU2165466C1 |
| СПОСОБ УПРАВЛЕНИЯ НАГРЕВОМ МЕТАЛЛА В КОЛПАКОВОЙ ПЕЧИ | 1999 |
|
RU2158315C1 |
| СПОСОБ УПРАВЛЕНИЯ ОТЖИГОМ МЕТАЛЛА В КОЛПАКОВОЙ ПЕЧИ | 2004 |
|
RU2262541C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНОЙ ПОЛОСЫ В КОЛПАКОВОЙ ПЕЧИ | 2004 |
|
RU2261281C1 |
| СПОСОБ ПРОИЗВОДСТВА ЧЕРНОЙ ЖЕСТИ | 1999 |
|
RU2165465C1 |
| СПОСОБ ПРОИЗВОДСТВА НИЗКОУГЛЕРОДИСТОЙ ХОЛОДНОКАТАНОЙ ТОНКОЛИСТОВОЙ СТАЛИ | 2012 |
|
RU2479640C1 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНЫХ ПОЛОС | 1999 |
|
RU2152444C1 |
| СПОСОБ ОТЖИГА РУЛОНОВ ХОЛОДНОКАТАНОЙ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ | 2011 |
|
RU2458153C1 |
| Способ регулирования нагрева металла в колпаковой печи | 1990 |
|
SU1728302A1 |
| СПОСОБ ПРОИЗВОДСТВА НИЗКОЛЕГИРОВАННОЙ ХОЛОДНОКАТАНОЙ ТРУБНОЙ СТАЛИ | 2011 |
|
RU2483122C2 |
Изобретение относится к металлургии, в частности к термообработке черных металлов, а именно к процессам управления и регулирования, и может быть использовано в производстве широкополосной стали, предназначенной для холодного деформирования. Технический результат - снижение расхода топлива, уменьшение перепадов температуры по объему садки, увеличение выхода годного металла категории особой сложной вытяжки. Способ включает ступенчатый нагрев соответствующим количеством выдержек, при этом расход топлива начинают изменять при достижении температуры греющей средой Тc, равной 650-680°С, одновременно рассчитывают: базовое время τб подъема температуры Тс до заданного значения температуры Тсз как
где τмз - общее заданное время нагрева металла,  суммарное заданное время выдержек от двух до четырех, скорость подъема температуры греющей среды каждые пять минут, оставшееся время достижения греющей средой заданного значения τосз. Сравнивают τоcз с фактически оставшимся временем τфсз и при τфcз> τосз и расход топлива уменьшают или оставляют неизменным при условии сохранения скорости подъема температуры греющей среды в первых трех пятиминутных циклах. Изменением расхода топлива варьируют до тех пор, пока температура защитного газа под муфелем колпаковой печи Тг не достигнет заданного значения Тгз, после чего осуществляют выдержки и в процессе каждой из них производят минимизацию отклонений Тri от Тгз, для чего непрерывно измеряют текущие значения Тri и Тci, фиксированные Тгф и Тсф, сравнивают Тri с Тгз, Тri с Тгф, Тci с Тсф и пропорционально знаку и величине алгебраической суммы этих отклонений изменяют расход топлива. 1 табл., 1 ил.
суммарное заданное время выдержек от двух до четырех, скорость подъема температуры греющей среды каждые пять минут, оставшееся время достижения греющей средой заданного значения τосз. Сравнивают τоcз с фактически оставшимся временем τфсз и при τфcз> τосз и расход топлива уменьшают или оставляют неизменным при условии сохранения скорости подъема температуры греющей среды в первых трех пятиминутных циклах. Изменением расхода топлива варьируют до тех пор, пока температура защитного газа под муфелем колпаковой печи Тг не достигнет заданного значения Тгз, после чего осуществляют выдержки и в процессе каждой из них производят минимизацию отклонений Тri от Тгз, для чего непрерывно измеряют текущие значения Тri и Тci, фиксированные Тгф и Тсф, сравнивают Тri с Тгз, Тri с Тгф, Тci с Тсф и пропорционально знаку и величине алгебраической суммы этих отклонений изменяют расход топлива. 1 табл., 1 ил.
Способ управления нагревом металла в колпаковой печи, включающий измерение во время нагрева температуры (Тс) греющей среды и температуры (Тг) защитного газа, стабилизацию заданной температуры (Тсз) в период ее подъема, осуществление нагрева металла ступенчато с заданным количеством выдержек, отличающийся тем, что стабилизацию Тс осуществляют до достижения температурой защитного газа заданного значения (Тгз), стабилизацию Тг осуществляют путем изменения расхода топлива, при этом изменение расхода топлива начинают при достижении Тс = 650 - 680oC, одновременно рассчитывают базовое время τб подъема температуры Тс до Тсз по математическому выражению
где τмз - общее заданное время нагрева металла; - суммарное заданное время выдержки при количестве выдержек от двух до четырех,
- суммарное заданное время выдержки при количестве выдержек от двух до четырех,
определяют оставшееся время до достижения греющей средой заданного значения τосз температуры, сравнивают его с фактически оставшимся временем τфоз и при τфез> τосз расход топлива уменьшают или оставляют при условии сохранения скорости подъема температуры греющей среды в первых трех пятиминутных циклах, причем расход топлива во время подъема температуры изменяют до тех пор, пока значение Тг не достигнет значения Тгз, после чего осуществляют выдержки и на каждой из них осуществляют минимизацию отклонений значения Тг от значения Тгз, для чего измеряют текущие значения Тгi и Тci, где i - номер отсчета Тг и Тc, определяют фиксированные значения Тгф и Тсф как значения Тг и Тс в моменты изменения расхода топлива, анализируют характер изменений значений Тci по следующим неравенствам
Тсф > Тci > Тci - 30 с,
Тсф < Тci < Тci - 30 с,
где Тci - 30 с - температура греющей среды в начале 30-секундного цикла,
при выполнении одного из неравенств изменяют расход топлива, сравнивают значение Тгi и Тгз и в зависимости от величины и знака отклонения изменяют расход топлива, сравнивают значение Тгi с Тсф и в зависимости от величины и знака отклонения изменяют расход топлива.
| Способ управления нагревом рулонной автолистовой стали для особо сложной вытяжки | 1987 |
|
SU1406186A1 |
| DE 3508060 C1, 27.02.1986 | |||
| Мощный источник направленного экстремального ультрафиолетового излучения c длиной волны 9 - 12 нм для проекционной литографии высокого разрешения | 2023 |
|
RU2808771C1 |
| Способ регулирования нагрева металла в колпаковой печи | 1986 |
|
SU1407978A1 |
