Настоящее изобретение относится к восстанавливаемым изделиям, применяемым для защиты изолированных труб от коррозии или иного повреждения, либо от тепловых потерь, и, в частности, эти изделия предназначены для уплотнения трубопровода на участке, подвергающемся воздействию нагревания. Такие изделия и способы их изготовления, а также узлы, в которых они применяются, описаны в Европейском патенте ЕР-В-0079702 (В073).
Настоящее изобретение обеспечивает соединение двух труб, имеющих изоляцию, которое включает в себя:
(a) две соединенные трубы трубопровода;
(b) изоляцию на каждой трубе трубопровода, заканчивающуюся не на соединительном стыке труб;
(c) кожух, окружающий незащищенную часть трубопровода;
(а) втулку, обеспечивающую уплотнение между концом кожуха и примыкающей изоляцией трубы, причем втулка содержит восстанавливаемый полимерный материал в дискретно расположенных участках, покрытый уплотнителем и/или активизируемым негреванием адгезивом (предпочтительно с уплотнителем мостообразно перекрывающим концевой участок кожуха и изоляцию трубы для формирования уплотнения между ними, с обеспечением перемещения кожуха относительно изоляции трубы, а также адгезив, образующий кольцевые связи между втулкой и кожухом и между изоляцией трубы и втулкой, характеризуется тем, что, по крайней мере, один участок (4) втулки, предпочтительно находящийся между участком, имеющим покрытие из уплотнителя, и участком, имеющим покрытие адгезивом, или у кромки втулки, остается непокрытым для обеспечения захвата, обладающего высоким трением, противодействующим скольжению, когда втулка используется повторно.
Уплотнитель (или адгезив), образующий участок основной поверхности втулки, скорее является удерживающим слоем на участке, чем некоторым промежуточным слоем многослойного пластика, хотя уплотнитель может быть покрыт, например, разобщающим слоем, который не имеет своей функции в изготовленном продукте. Когда втулка должна использоваться для защиты внешней стороны трубы, уплотнитель и адгезив, конечно, должны находиться на внутренней поверхности втулки.
В предпочтительном варианте настоящее изобретение обеспечивает узел для использования в уплотнении полости вокруг неизолированного участка трубы, имеющей изоляцию, причем этот узел содержит:
(a) кожух, установленный по существу вокруг неизолированного участка трубы; и
(b) втулку, выполненную из листа восстанавливаемого полимерного материала, причем втулка имеет слой активизируемого нагреванием адгезива на одном участке ее основной поверхности, слой адгезива, расположенный таким образом, чтобы при применении обеспечивать по существу кольцевую связь между полимерным листом и изоляцией трубы, при этом она может сопротивляться перемещению листа относительно изоляции; и/или слой уплотнителя на втором участке указанной основной поверхности, при этом слой уплотнителя при его размещении и использовании предназначен для перекрытия кожуха и изоляции трубы таким образом, чтобы обеспечивать гибкое уплотнение между изоляцией и кожухом, которое может допускать относительное перемещение между кожухом и изоляцией, при этом узел характеризуется тем, что по крайней мере один участок (4) втулки, предпочтительно находящийся между участком, покрытым уплотнителем, и участком, покрытым активизируемым нагреванием адгезивом, или участок втулки, находящийся у ее кромки, остается непокрытым для обеспечения захвата, обладающего высоким по своей величине трением, противодействующим скольжению, когда втулка используется повторно.
Изобретение также обеспечивает способ уплотнения соединения двух изолированных труб, изоляция каждой из которых заканчивается перед стыком соединения труб, при этом способ содержит:
(a) окружение кожухом незащищенного участка трубопровода;
(b) соединение концевой части кожуха с примыкающей изоляцией трубы посредством размещения втулки вокруг концевой части кожуха, при этом втулка содержит восстанавливаемый полимерный материал, покрытый уплотнителем и/или активизируемым нагреванием адгезивом (предпочтительно покрытый уплотнителем, расположенным таким образом, чтобы перекрывать концевую часть кожуха, по существу, вокруг всей ее периферии, и покрытый активизируемым нагреванием адгезивом, расположенным так, чтобы образовывать по существу кольцевые связи между втулкой и кожухом и между изоляцией трубы и втулкой); и
(с) обеспечение восстанавливаемого полимерного материала, размягчение уплотнителя (в случае его наличия) и активизирование адгезива (в случае его наличия), способного к вышеупомянутому активизированию с помощью нагревания, при этом способ уплотнения характеризуется тем, что, по крайней мере, один участок (4) втулки, предпочтительно находящийся между участком, покрытым уплотнителем, и участком, покрытым адгезивом, либо участок втулки, находящийся у ее кромки, остается непокрытым для обеспечения захвата, обладающего высоким по своей величине трением, противодействующим скольжению, когда втулка используется повторно.
Восстанавливаемый полимерный материал предпочтительно является таковым, что может восстанавливаться под действием теплоты, и нагревание вызывает восстановление материала размягчения уплотнителя и активизацию адгезива, т.е. расплавление или иной способ превращения его в активизируемый материал, и это должно связывать его с изоляцией трубы или с кожухом. Размер и форма участка адгезива, активизируемого плавлением при нагревании или иным тепловым воздействием, не являются нормированными, но непокрытый участок, противодействующий скольжению, обычно должен быть таким, чтобы предотвращать скольжение втулки или предотвращать отделение от трубы каждого концевого участка в виде единой обособленной части. Установлено, что кольцеобразная связь должна создавать полезные свойства, но эта связь не должна подразумеваться ограниченной до полностью замкнутого кольца крепления вокруг трубы. При некоторых обстоятельствах будет достаточным обеспечить наличие пятен или пластырей из активизируемого нагреванием адгезива, размещенных вокруг периферии трубы таким образом, что охват такими пятнами или пластырями вообще будет являться кольцевым по своей форме. Хотя может быть достаточным наличие одного участка активизируемого нагреванием адгезива, предпочтительным является условие, состоящее в возможности наличия двух таких участков по одному у каждой концевой части втулки. Тогда втулка должна иметь средний участок уплотнителя, который может перекрывать изоляцию трубы и кожух, и два концевых участка активизируемого нагреванием адгезива, которые могут связываться соответственно с изоляцией трубы и кожухом и каждый из которых при этом отделен от участка уплотнителя упомянутым выше непокрытым участком. При менее предпочтительных формах реализации изобретения непокрытый(тые) участок(тки) может(гут), вероятно, по желанию находиться на наружной кромке втулки вместо его (их) расположения между участком с адгезивом и участком с уплотнителем. Обычное оборудование для нанесения покрытия может легко регулироваться с целью обеспечения наличия непокрытого участка в желательном положении на втулке.
Определенная конструкция втулки будет зависеть от ее конкретного применения, а подлежащие принятию во внимание переменные параметры втулки являются следующими: ширина втулки, степень ее усадки, размер, форма и количество участков активизируемого нагреванием адгезива, толщина уплотнителя и толщина адгезива, а также свойства уплотнителя и адгезива. Втулка должна легко изготавливаться и поставляться в виде длинных наматываемых на катушку отрезков таким образом, чтобы можно было отделять отрезок, пригодный для использования, в зависимости от диаметра трубы, подлежащей защите.
Следует в первую очередь рассмотреть природу уплотнителя и адгезива. Когда восстанавливаемый материал нагревают для восстановления, предпочтительно чтобы температура восстанавливаемого материала, температура размягчения уплотнителя и температура активизирования адгезива были сходны. Втулка может быть покрыта составом, указывающим на температуру, это указывает рабочему, что применено достаточное нагревание. Примеры таких составов можно найти в заявках Великобритании 2038478 и 2077919. Типичными монтажными температурами являются от 90 до 150oС, но предпочтительно от 110 до 135oС, а типичный диапазон изменения безопасных рабочих температур для установки втулки от - 30 до + 70oС. Адгезив втулки (и пластыря в случае его использования) предпочтительно является таковым, что плавится при нагревании, и могут применяться многие его типы, см., например, патенты США 4181775 и 4018733, в которых раскрыты составы, содержащие полимеры, модифицированные углеводородными пластичными материалами, и смеси из кислотных полиэтиленов, полиамидов и веществ для повышения клейкости. Пригодными для этого также являются композиции сополимеров этилена и винилацетата, включающие в себя углеводородные пластичные материалы и выборочно бутилкаучук. Особенно предпочтительным адгезивом для использования его на необработанных подложках и там, где требуется работоспособность при чрезмерно низкой температуре, является тот, который раскрыт в заявке Великобритании 2075991, которая включена в данное описание изобретения в качестве цитируемого источника информации. В этой публикации раскрыт состав адгезива, содержащий полиамид и акриловый каучук, составляющий до 10%, предпочтительно до 5% и более предпочтительно до 0,25-0,75% от массы. Состав предпочтительно включает в себя и тройной сополимер этилена и акриловой кислоты, предпочтительное содержание которого составляет 10-20% и основанную на массе полиамида. Тройной сополимер, например, может содержать этилен, этиленом ненасыщенную моно- или дикарбоновую кислоту и виниловый сложный эфир алифатической карбоновой кислоты с неразветвленной или разветвленной цепью C1-C6. Предпочтительным является состав этилен /акриловая кислота/ бутилакрилат. Вместо тройного сополимера состав может включать в себя сополимер этилена и алифатического эфира моноэтиленно ненасыщенной алифатической моно- или дикарбоновой кислоты, имеющего цепь С2-С20, либо сополимер этилена и уксусного эфира винилового спирта. Акриловый каучук может поставляться композициями, содержащими эти сополимеры или тройные сополимеры. Предпочтительные к использованию полиамиды имеют среднюю молекулярную массу, равную 2000-10000, температуру размягчения от 90 до 150oС, и аминовый эквивалент, составляющий 70-400 (аминовый эквивалент - это количество микроэквивалентов перхлорной кислоты, требующееся для нейтрализации одного килограмма полиамида). Полиамиды предпочтительно основаны на двухосновных кислотах, в частности на димерных кислотах, хотя малые количества трехосновных кислот и кислот с повышенной по уровню многомерностью, например малые количества трехмерной кислоты, могут иметься в наличии, и является предпочтительным условие, заключающееся в том, что в итоге их количества не должны превышать величину, большую чем 10% от массы кислотного компонента полиамида. Типичными полиамидами являются сополимеры конденсации, по крайней мере, одного диамина с одной двухосновной кислотой или с большим их количеством. Полиамиды предпочтительно имеют температуру стеклования ниже 10oС и более предпочтительно она должна быть ниже 0oС. Жидкий полиамид может добавляться в качестве дополнительного компонента.
При нагревании плавящиеся адгезивы других типов могут использоваться в дополнение к тем, которые способны с обратимостью размягчаться и затвердевать, и в термин" размягчаемый нагреванием адгезив" включаются термореактивные пластики, которые могут реагировать для своего размягчения и которые затем необратимо отверждаются. Какой бы тип активизируемого нагреванием адгезива не применялся, он должен обеспечивать связь между изоляцией трубы и втулкой или кожухом и втулкой, и обычно он может считаться образующим второе уплотнение, таким путем обеспечивая дополнительную защиту. Превосходная связь между втулкой и изоляцией трубы или кожухом, которая может быть достигнута посредством использования такого адгезива в сочетании с мастикой или другим уплотнителем. Таким образом, могут создаваться гибкие уплотнения, которые способны противостоять воздействию значительного давления и которые поэтому могут испытываться давлением для гарантирования усовершенствованного уплотнения.
Адгезив, расплавляемый нагреванием, может быть окрашен с помощью пигмента для достижения ясной индикации в том случае, когда адгезив расплавлен в достаточной степени для того, чтобы достигать концевых участков втулки. Предусмотрено, что втулки, выполненные в соответствии с настоящим изобретением, будут полезными при соединении с предварительно изолированными трубами, имеющими полиэтиленовые кожухи, а также с теми трубами, которые имеют более легко связываемые поверхности, и такие, как поливинилхлорид. Полиамидные и другие составы, упомянутые выше, являются пригодными для связи с полиэтиленом, и возможным является осуществление превосходной связи, если выполняется обычная поверхностная обработка.
Уплотнитель, как уже указывалось выше, предпочтительно является мастикой такой, как описана в патенте США 3197819. Предпочтительный для своего применения состав представляет собой смесь стереобеспорядочного полипропилена и полиизобутилена при выборочно применяемом веществе для повышения клейкости, но будут приемлемыми для использования и другие продукты. Поскольку при комнатной температуре большинство мастик являются клейкими, втулка предпочтительно покрывается разделительной бумагой, по крайней мере, на участке с мастикой. Мастика или другой уплотнитель в результате их гибкости обеспечивает втулку свойством самоуплотнения, устраняет свойства заполняемости и действует в качестве превосходного барьера против попадания воды и других загрязнителей окружающей среды.
Размер втулки должен выбираться для ее согласования с трубой, подлежащей защите. Вообще предпочтительная к применению длина оберточной втулки должна быть на 120-220 мм больше длины периферии кожуха трубы, когда диаметр кожухов составляет 150-260 мм. Эти величины должны использоваться в том случае, когда применяется пластырь для удержания втулки в положении обертывания. В том случае, когда средством перекрытия является рельс или канал и когда втулка является трубчатой, окружность втулки должна быть слегка большей, чем окружность кожуха трубы для того, чтобы позволять сохранение некоторой неразрешенной регенерируемости втулки после ее нагревания.
Предпочтительным является условие наличия того, что центральное покрытие уплотнителя и два внешних покрытия расплавляемым адгезивом или другим активизируемым нагреванием адгезивом наносятся непрерывно по всей периферии втулки.
Однако это условие не является необходимым, и расплавляемый нагреванием адгезив может прерывисто наноситься на втулку по ее длине. Конечно, вообще существенным должно быть наличие условия, состоящего в том, что покрытие уплотнителя является непрерывным таким образом, что защищается вся периферия любой трубы с покрытием, Два наружных покрытия расплавляемого нагреванием адгезива предпочтительно наносятся на восстанавливаемую удерживающуюся основу, как таковую, но вся удерживающаяся основа может быть покрыта слоем расплавляемого нагреванием адгезива при нанесении уплотнителя на центральный участок. При некоторых обстоятельствах вся удерживающая основа может действовать в качестве полезного барьера, обеспечивая втулку двойным слоем уплотнителя.
Ширина покрытия уплотнителя ясно определяется шириной трубы, подлежащей защите, но более сложным является определение ширины расплавляемого нагреванием адгезива и непокрытого участка сопротивления скольжению. Во-первых, они должны быть достаточными для согласования с усилием, которое стремится осуществлять скольжение втулки вдоль трубы, либо которое стремится оказать силовое воздействие на концевые участки втулки в направлении от трубы, либо которое стремится иными путями уменьшать эффективность втулки. Непокрытый участок увеличивает сопротивление скольжению до удивительной по величине протяженности, этим уменьшая подобие скольжению "при снятии молока", когда втулки сморщиваются при их эксплуатации над диаметральным уступом между изоляцией смежной трубы и кожухом при условиях, которые могут ослаблять захват на участках с покрытием адгезивом.
Теперь будет рассмотрен вопрос о выборе оптимальной толщины уплотнителя и адгезива. Минимальная толщина адгезива должна регулироваться величиной, необходимой для образования хорошей связи с трубой, которая будет зависеть от размера и природы кожуха трубы, а максимальная толщина будет регулироваться стоимостью, временем монтажа и предотвращением чрезмерного скольжения втулки в связи с наличием эффекта упругой связи. Предпочтительная толщина составляет 0,4-2,0 мм, более предпочтительно от 0,5 до 0,9 мм. Толщина мастики должна быть достаточной для того, чтобы обеспечивать должную функцию уплотнения от воды или жидкостей, и она должна обеспечивать надлежащее заполнение каверн, уступов и перекрытий вдоль поверхности изоляции трубопровода. Предпочтительная толщина составляет 0,8-2,0 мм, и более предпочтительная от 1,0 до 1,5 мм. Толщина каждого покрытия должна выбираться с учетом других факторов, и важным является то, что уплотнитель не должен быть таким толстым, чтобы мешать обеспечению связи адгезива с трубой.
Новая втулка вообще должна изготавливаться с помощью экструзии в виде плоской полосы, но альтернативой этому является трубчатая экструзия и отрезание. Могут выполняться операции расширения и сшивания как часть одного и того же процесса. Аналогично операция нанесения покрытия может выполняться как часть одной и той же производственной линии. Технический прием выполнения прецизионного покрытия будет зависеть от наличия следующих условий: будет ли расплавляемый нагреванием адгезив представлять собой только внешние полосы (что является предпочтительным), либо он будет являться полным покрытием с нанесением на него более узким слоем уплотнителя. Два покрытия могут наноситься последовательно или одновременно. Наконец, разделительная бумага может накладываться на покрытие уплотнителя и пигмент, указывающий температуру, может применяться на непокрытой поверхности восстанавливаемого материала.
Изобретение далее дополнительно иллюстрировано сопроводительными чертежами, на которых:
на фиг. 1 показан поперечный разрез втулки, с нанесенным уплотнителем и адгезивом, расплавляемым нагреванием;
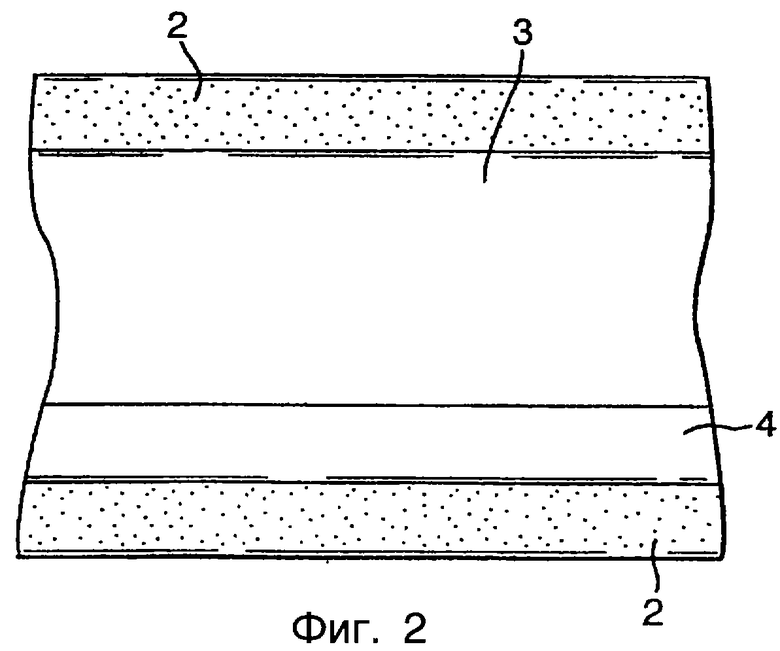
на фиг.2 показан вид сверху на втулку, изображенную на фиг.1;
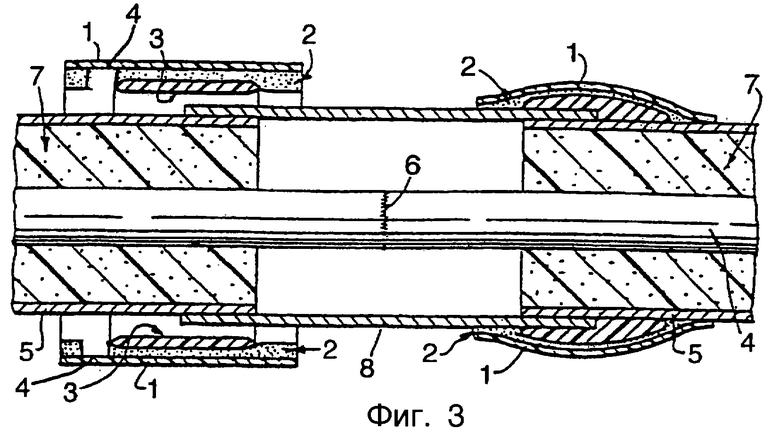
на фиг.3 показана втулка вокруг соединения изолированной трубы;
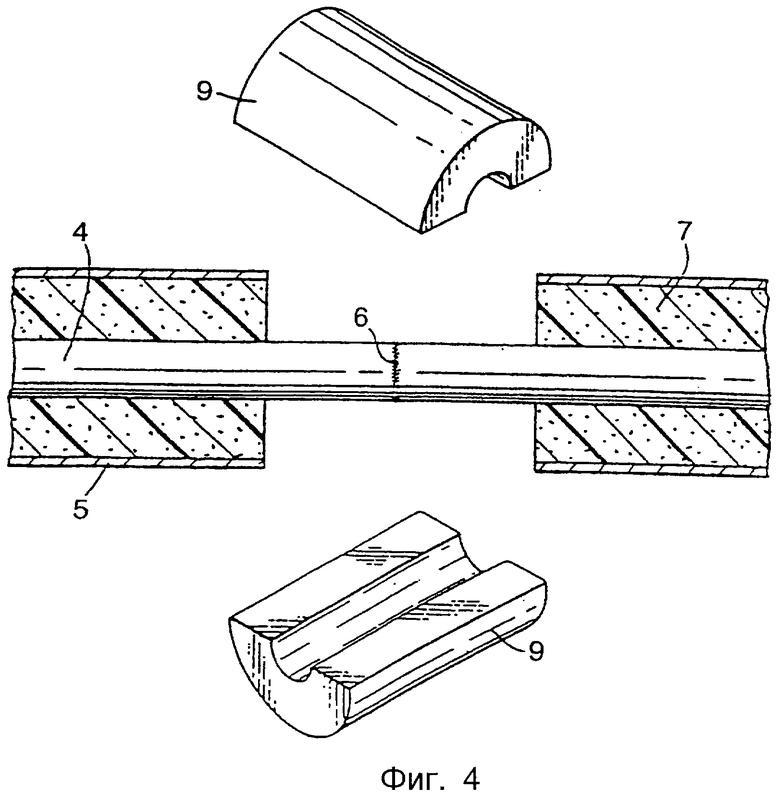
на фиг.4 показан первый технический прием изолирования участка соединения;
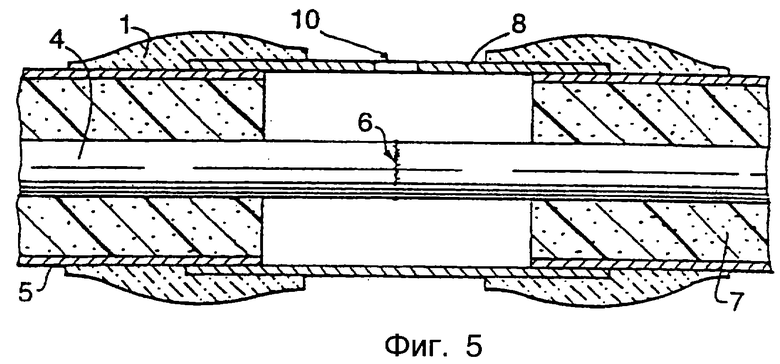
на фиг.5 показан второй технический прием изолирования участка соединения;
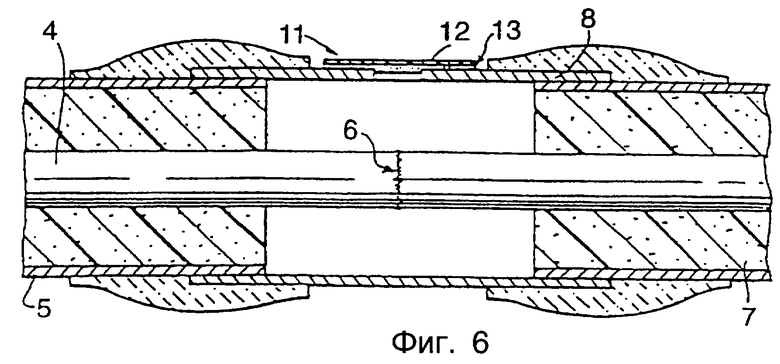
на фиг.6 - показано выполнение соединения двух изолированных труб.
На фиг. 1 и 2 показан лист восстанавливаемого полимерного материала 1 (степень его регенерируемости предпочтительно составляет 25 - 31%) толщиной около 1 мм, который покрыт двумя полосами 2 расплавляемого нагреванием адгезива шириной 40 - 50 мм, но предпочтительно шириной около 45 мм при толщине полос, равной около 0,7 мм, при этом центральное покрытие из мастики 3 (уплотнителя) имеет ширину около 130 мм и толщину около 1,4 мм. Непокрытая сопротивляющаяся скольжению полоса 4, выполненная согласно настоящему изобретению, показана между одной из полос 2 адгезива и мастикой 3. Общая ширина втулки составляет около 225 мм, и на фиг.2 показано только сечение отрезка по его длине. Открытая поверхность мастики 3 таким образом представляет собой так называемый первый участок, а открытые поверхности адгезива 2 образуют так называемый второй участок. По желанию, адгезив 2 может простираться поперек по ширине втулки 1 под мастикой 3 и тогда мастика укладывается сверху на адгезив.
На фиг.3 - 6 показано использование варианта изобретения применительно к соединению в трубопроводе с изоляцией. Такие трубопроводы используются в районных отопительных системах, и соединения вообще требуют наличия герметизации от влаги и наружной среды, а также непрерывности изоляции. Изобретение особенно полезно применять районными к отопительным трубопроводам, имеющим стальную трубу для транспортирования, окруженную пенополиуретаном и полиэтиленовым кожухом. Превосходные результаты, однако, получены при наличии других трубопроводов и таких, которые выполнены из меди или из сшитого полиэтилена с другими видами изоляции такими, как стекло, и при других внешних кожухах, выполненных из поливинилхлорида или асбестоцемента.
На этих фигурах показаны трубы 4,окруженные изоляцией, здесь представленной как пенополиуретан 7, и наружный кожух 5. На каждой из этих фигур две трубы соединены сварным швом 6, хотя могут быть использованы и другие технические приемы выполнения соединения.
На фиг. 3 незащищенные участки трубы окружены кожухом 8. Концы кожуха 8 соединены с соответствующими изоляциями 7 и 5 посредством использования втулки, выполненной в соответствии с настоящим изобретением. На левой стороне фиг. 3 показана втулка, расположенная на ее штатном месте вокруг трубы, но перед усадкой, активизированием и размягчением покрытий, а на правой стороне показан окончательный монтаж. Как и на предшествующих фигурах втулка содержит восстанавливаемый полимерный материал 1 с покрытием уплотнителя 3, двумя покрытиями 2 расплавляемого нагреванием адгезива при наличии непокрытого участка 4 сопротивления скольжению. В этом случае, однако, покрытие из расплавляемого нагреванием адгезива проходит по всей ширине втулки и под уплотнителем 3.
Кожух, показанный на фиг.3, выполнен из листового материала и таким образом он ограничивает кольцевое пространство вокруг соединенных труб, причем концы кольцевого пространства каждой трубы ограничены изоляцией 7 и 5. Кожух может быть либо в виде трубы (требуется доступ к свободному концевому участку трубы для проведения монтажных работ), либо он может быть в виде обертки. Могут предусматриваться различные типы кожуха в виде обертки, такие как отдельные полуоболочки, шарнирные полуоболочки, лист, который является простой оберткой вокруг соединения и закрепленный с помощью средства закрытия, такого как клейкая связь, каркас и внешний лист или ленточная обертка, а также многосегментный кожух. Несколько отличающейся является ситуация, иллюстрированная на фиг.4. Здесь кожух содержит две полуоболочки 9 из изоляционного материала, которые установлены вокруг незащищенных концевых участков трубы для получения хорошей по своему качеству трубной изоляции, которая должна удаляться (или пропускать) для того, чтобы выполнять соединение труб. Эти полуоболочки могут просто являться блоками вспененного или другого типа изоляционного материала, либо они могут содержать не один, а большее количество компонентов, таких как изоляционный материал и наружный кожух; в другом случае втулка, выполненная в соответствии с настоящим изобретением, применяется для обеспечения наличия уплотнения поперек соединения между кожухом и существующей трубной изоляцией, либо на участке между изоляцией одной трубы и изоляцией другой.
На фиг. 5 и 6 показан кожух 8, выполненный по существу из листового материала, но со средством, обеспечивающим непрерывность тепловой изоляции поперек соединения труб. Когда изобретение применяется для районного отопления или для другого высокотемпературного трубопровода, ясно, что желательной будет сплошная тепловая изоляция. У других трубопроводов может быть достаточным обеспечение непрерывного уплотнения для защиты от влаги и наружной среды. Средство, с помощью которого может быть обеспечена непрерывность тепловой изоляции, представляет собой отверстие 10 в материале кожуха 8. После монтажа кожуха 8 вокруг соединенных между собой труб и предпочтительно после того, как втулки закрепляются на своем штатном месте, изоляционный материал вводится через отверстие 10 для заполнения им кольцевого пространства вокруг соединенных друг с другом труб. Изоляционный материал предпочтительно является жидкостью, которая заливается через отверстие 10 и которая затем вспенивается. Предпочтительным к применению является пенополиуретан.
После введения изоляционного материала (и после завершения вспенивания тогда, когда это необходимо), предпочтительно отверстие 10 следует перекрывать для того, чтобы изоляционный материал был защищен от воздействия на него влаги. Это может быть выполнено посредством использования единой втулки 1, имеющей достаточную ширину для того, чтобы простираться от одной изоляции 5 трубы до другой такой изоляции, вместо двух отдельных втулок, как это проиллюстрировано. Однако лучшие результаты были получены путем перекрытия отверстия 10 с помощью средства закрытия 11, как показано на фиг.6. Средство закрытия 11 содержит полимерный удерживающий лист 12 и покрытие 13 из адгезива. Удерживающий лист 12 предпочтительно выполняется из размерно устойчивого сшитого полиолефина, и адгезив 13 предпочтительно представляет собой расплавляемый нагреванием или иными способами теплотой активизируемый адгезив. Указанные ранее адгезивы, образующие второй участок втулки, также здесь могут быть применены. Когда адгезив является активизируемым теплотой, на удерживающий лист 12 может предусматриваться нанесение на незащищенную его поверхность состава, указывающего на наличие температуры (такого состава, как пигмент, который изменяет свой цвет), для оказания помощи монтажнику с целью подтверждения того, что достаточное количество теплоты уже было затрачено для обеспечения удовлетворительной связи.
Вообще средство закрытия 11 должно быть круглом или квадратным по своей форме (имеющим скругленные углы) и оно должно быть существенно меньшим, чем длина кожуха 8. Типичный размер может быть от 70 до 150 мм, более типично около 110 мм в диаметре, когда имеет круглую форму, и соразмерным при выполнении его квадратным.
Средство закрытия 11 может использоваться в сочетании с пробкой из массивного материала. Пробка может оставаться на своем штатном месте, либо она может применяться временно до тех пор, пока не будет размещен и окончательно вспенен изоляционный материал, и затем она будет удалена перед применением средства закрытия 11. Может быть предпочтительным, что пробка будет удаляться, когда завершенное соединение имеет чрезвычайно ровную поверхность, или в том случае, когда существует вероятность повреждения пробки перемещениями земного грунта. Однако при определенных обстоятельствах пробка может быть оставлена на своем штатном месте, и средство закрытия 11 будет использоваться в качестве дополнительной защиты.
Изобретение относится к строительству и используется при сооружении и ремонте трубопроводов. Способ предназначен для уплотнения соединения двух изолированных труб, изоляция каждой из которых заканчивается до места соединения труб. Окружают кожухом незащищенный участок трубопровода, соединяют концевые части кожуха со смежной изоляцией труб посредством установки вокруг концевой части кожуха втулки, содержащей восстанавливаемый полимерный материал и покрытой уплотнителем и/или активизируемым нагреванием адгезивом. Нагревают для восстановления полимерный материал и при наличии уплотнителя он размягчается. При наличии адгезива он активизируется. По меньшей мере, один участок втулки оставляют непокрытым для обеспечения захвата. Участок втулки обладает относительно высоким трением, противодействующим скольжению при повторном использовании втулки. Расширяет арсенал технических средств. 3 с. и 23 з.п.ф-лы, 6 ил.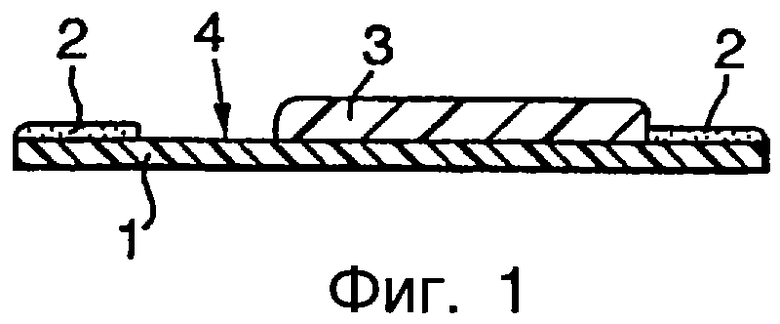
| РЕФЛЕКТОРНАЯ СУШИЛКА | 1947 |
|
SU79702A1 |
| US 4728550 A, 01.03.1988 | |||
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ НАГРУЗОК ИЛИ ДЕФОРМАЦИЙ ПРИ ЦИКЛИЧЕСКИХ ИСПЫТАНИЯХ МАТЕРИАЛОВ | 0 |
|
SU195683A1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОГО НЕПРЕРЫВНО ОТОЖЖЕНОГО ЛИСТОВОГО ПРОКАТА ИЗ IF-СТАЛИ | 2019 |
|
RU2721681C1 |
| СПОСОБ НАНЕСЕНИЯ ПОЛИМЕРНОГО ЗАЩИТНОГО ПОКРЫТИЯ НА ИЗОЛИРУЕМЫЕ ПОВЕРХНОСТИ СВАРНЫХ СТЫКОВ СТАЛЬНЫХ ТРУБОПРОВОДОВ С ЗАВОДСКИМ ПОЛИМЕРНЫМ ПОКРЫТИЕМ В ПОЛЕВЫХ УСЛОВИЯХ | 1998 |
|
RU2130149C1 |
