Изобретение относится к машиностроению, а именной к обработке металлов резанием с применением шлифовальных кругов и смазочно-охлаждающих технологических средств (СОТС), и может быть использовано на операциях шлифования заготовок из различных материалов.
В связи со значительным повышением стоимости шлифовальных кругов, в настоящее время стала актуальной задача повышения стойкости круга (уменьшения его расхода). Решить эту задачу можно путем совершенствования конструкции шлифовального круга с целью повышения эффективности действия применяемых смазочно-охлаждающих технологических средств (СОТС).
Заявляемое изобретение направлено на решение задачи, заключающейся в повышении стойкости шлифовальных кругов.
Известен шлифовальный круг, снабженный радиальными каналами для подачи смазочно-охлаждающей жидкости (СОЖ) в рабочую зону [1].
Недостатком данного аналога является то, что он в недостаточной мере обеспечивает эффективное смазочное действие, а это сказывается на величине расхода шлифовального круга и его стойкости. Кроме того, происходит разбрызгивание жидкости, выходящей из каналов в круге на периферию, а также при подаче СОЖ через каналы в круге, необходимо принять достаточно сложные устройства для подвода СОЖ к каналам через центральное отверстие вращающегося шпинделя шлифовального круга.
Наиболее близким по технической сущности к заявляемому изобретению является выбранный в качестве прототипа шлифовальный круг, снабженный радиальными каналами для подачи СОЖ в рабочую зону, которые могут размещаться в шахматном порядке [2].
У прототипа и заявляемого изобретения имеются следующие основные существенные признаки: в шлифовальном круге выполнены радиальные каналы, соединяющие периферийную рабочую поверхность и посадочное отверстие круга.
Недостатками прототипа, также как и описанного выше аналога, являются: 1) недостаточно эффективное смазочное действие СОЖ в зоне контакта шлифовального круга и заготовки; 2) интенсивное разбрызгивание СОЖ, выбрасываемой из каналов круга на его периферию; 3) сложность конструктивной реализации устройств для подвода СОЖ во внутреннюю полость круга через осевое отверстие быстровращающегося шпинделя шлифовального круга.
Первый из указанных недостатков обусловлен тем, что лишь небольшое количество СОЖ попадает в зону контакта круга с заготовкой, в результате чего не обеспечивается надежная защита режущих и давящих зерен абразивного круга от непосредственного контакта с материалом обрабатываемой заготовки, и, в конечном итоге, расход шлифовального круга возрастает.
Технический результат - повышение стойкости шлифовального круга и, тем самым, уменьшение его расхода.
Для достижения технического результата заявляемое изобретение - шлифовальный круг - содержит следующие общие, выраженные определенными понятиями существенные признаки, совокупность которых направлена на решение только одной, связанной с достижением технического результата задачи: абразивный слой закреплен на корпусе, выполненном в виде планшайбы с проточкой и установленной на ней пресс-масленкой со сквозным отверстием, смещенным относительно оси вращения круга и соединенным с проточкой, при этом на посадочной поверхности абразивного слоя выполнены осевые пазы, сообщенные с проточкой на планшайбе и радиальными каналами, которые выполнены в форме коническо-цилиндрических отверстий из условия расположения основания малого диаметра конической части каждого отверстия на периферийной рабочей поверхности круга, причем проточка, осевые пазы и радиальные каналы заполнены пластичной смазкой, а количество осевых пазов равно количеству рядов радиальных каналов.
По отношению к прототипу у заявляемого изобретения имеются следующие отличительные признаки и их причинно-следственная связь с техническим результатом: абразивный слой закреплен на корпусе, выполненном в виде планшайбы с проточкой и установленной на ней пресс-масленкой со сквозным отверстием, смещенным относительно оси вращения круга и соединенным с проточкой, при этом на посадочной поверхности круга выполнены осевые пазы, сообщенные с проточкой на планшайбе и радиальными каналами, которые выполнены в форме коническо-цилиндрических отверстий из условия расположения основания малого диаметра конической части каждого отверстия на периферийной рабочей поверхности круга, причем проточка, осевые пазы и радиальные каналы заполнены пластичной смазкой, а количество осевых пазов равно количеству рядов радиальных каналов.
Коническо-цилиндрические каналы позволяют подвести в зону контакта круга и заготовки необходимое, с точки зрения обеспечения эффективного смазочного действия, количество пластичной смазки, исключив при этом ее разбрызгивание. Расположение радиальных каналов, заполненных пластичной смазкой, рядами, смещение осей каналов в каждом последующем ряду относительно осей каналов в предыдущем ряду позволяет обеспечить равномерное смазочное действие по всей зоне контакта круга с заготовкой.
Наличие радиальных каналов, соединенных с осевыми пазами и сообщенных с проточкой на планшайбе, которая в свою очередь связана с установленной на ней пресс-масленкой, позволяет регулировать расход пластичной смазки в зоне контакта в зависимости от напряженности процесса шлифования, а также пополнять запас пластичной смазки по мере ее расходования. Присущие прототипу недостатки, связанные с разбрызгиванием СОЖ и сложностью ее подвода, исключены.
По имеющимся у авторов сведениям совокупность существенных признаков, характеризующих сущность заявляемого изобретения, не известна из уровня техники, что позволяет сделать вывод о соответствии изобретения критерию "новизна".
По мнению авторов сущность заявляемого изобретения не следует явным образом из известного уровня техники, так как из него не выявляется вышеуказанное влияние на получаемый технический результат - новое свойство объекта - совокупности признаков, которые отличают от прототипа заявляемое изобретение, что позволяет сделать вывод о его соответствии критерию "изобретательский уровень".
Совокупность существенных признаков, характеризующих сущность изобретения, в принципе может быть многократно использована в машиностроении, а именно на операциях шлифования с применением СОТС.
Получение технического результата, заключающегося в обеспечении эффективного смазочного действия в зоне контакта шлифовального круга и заготовки, обуславливающего достижение поставленной цели - повышение стойкости шлифовального круга - позволяет сделать вывод о соответствии изобретения критерию "промышленная применимость".
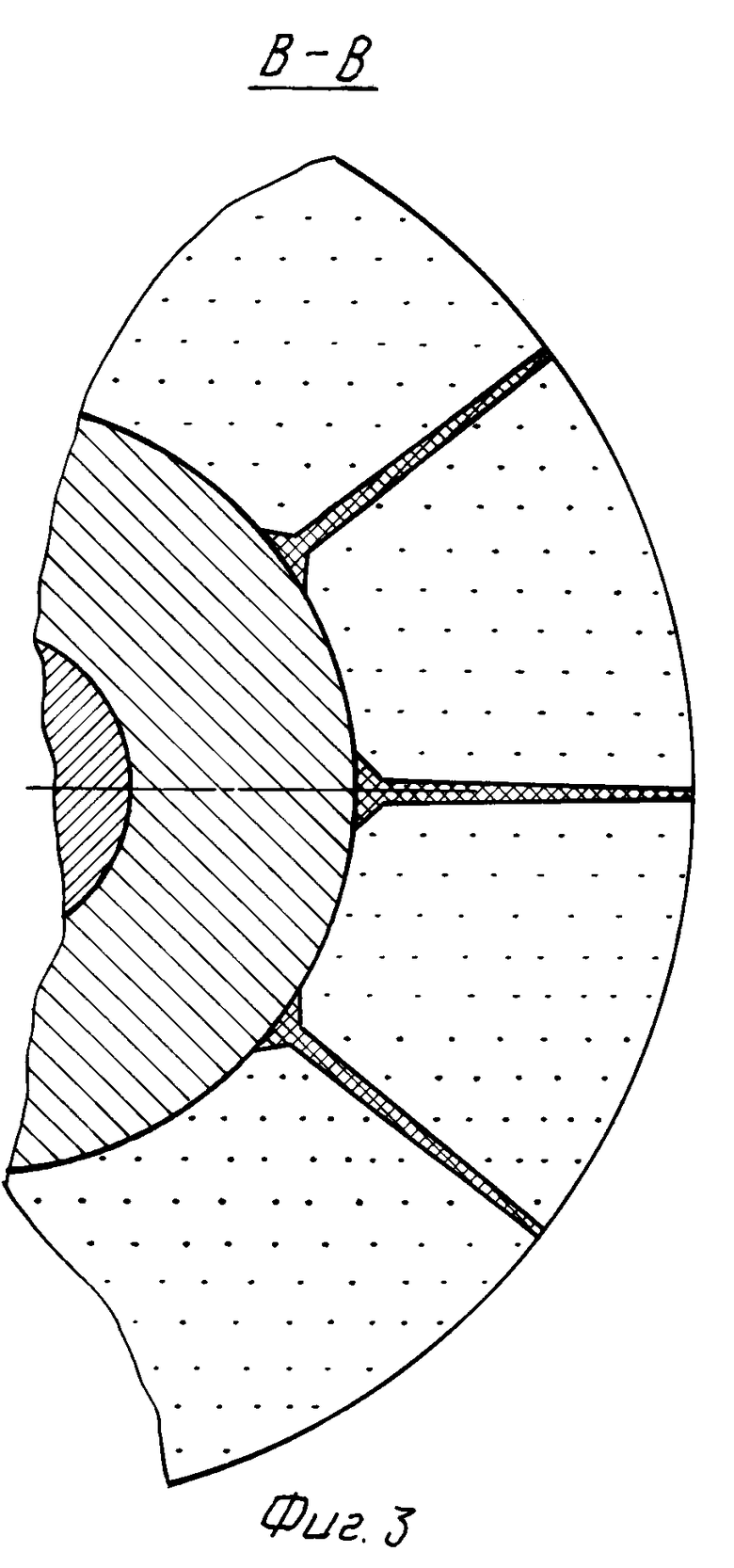
На фиг. 1 представлен шлифовальный круг, общий вид; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 - разрез В-В на фиг. 2.
Заявляемое изобретение - шлифовальный круг 1 - содержит радиальные каналы 2, выходящие на периферийную рабочую поверхность абразивного слоя и связанные с пазами 3, расположенными на посадочной поверхности круга. Шлифовальный круг установлен на планшайбу 4, в которой выполнена проточка, соединенная с пазами на посадочной поверхности абразивного слоя. Между шлифовальным кругом и планшайбой установлены прокладки 5. На планшайбе установлена пресс-масленка 6 со сквозным нецентральным отверстием, соединяющим пресс-масленку с проточкой. Проточка, пазы и радиальные каналы заполнены пластичной смазкой.
Шлифовальный круг работает следующим образом. В процессе шлифования в зону контакта круга с заготовкой периодически попадают каналы, заполненные пластичной смазкой. Под действием высоких температур, свойственных любому процессу шлифования, и центробежных сил часть смазки, находящейся в канале на уровне периферийной поверхности круга, перемещается по каналу, расплавляется и наносится тонким слоем на обрабатываемую поверхность, а также пропитывает околоканальную периферийную поверхность шлифовального круга. В результате этого смазка равномерно распределяется по зоне контакта, обеспечивая смазочное действие и снижение трения абразивных зерен по материалу обрабатываемой заготовки, в результате чего уменьшается интенсивность износа шлифовального круга и повышается его стойкость.
По мере уменьшения количества смазки, находящейся в проточке, пазах и каналах в процессе шлифования, ее запасы периодически пополняются во время перерывов в работе через пресс-масленку, установленную на планшайбе.
Заявляемое решение не оказывает отрицательного воздействия на состояние окружающей среды.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШЛИФОВАЛЬНЫЙ КРУГ | 1996 |
|
RU2153971C2 |
| СБОРНЫЙ АБРАЗИВНЫЙ КРУГ | 1996 |
|
RU2153970C2 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 1996 |
|
RU2153412C2 |
| СБОРНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1999 |
|
RU2147275C1 |
| КОМПОЗИЦИОННЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1997 |
|
RU2155670C2 |
| СПОСОБ ШЛИФОВАНИЯ | 1997 |
|
RU2152294C2 |
| СПОСОБ ШЛИФОВАНИЯ | 1996 |
|
RU2153966C2 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 1998 |
|
RU2153975C2 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 1999 |
|
RU2163535C1 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 1996 |
|
RU2113342C1 |
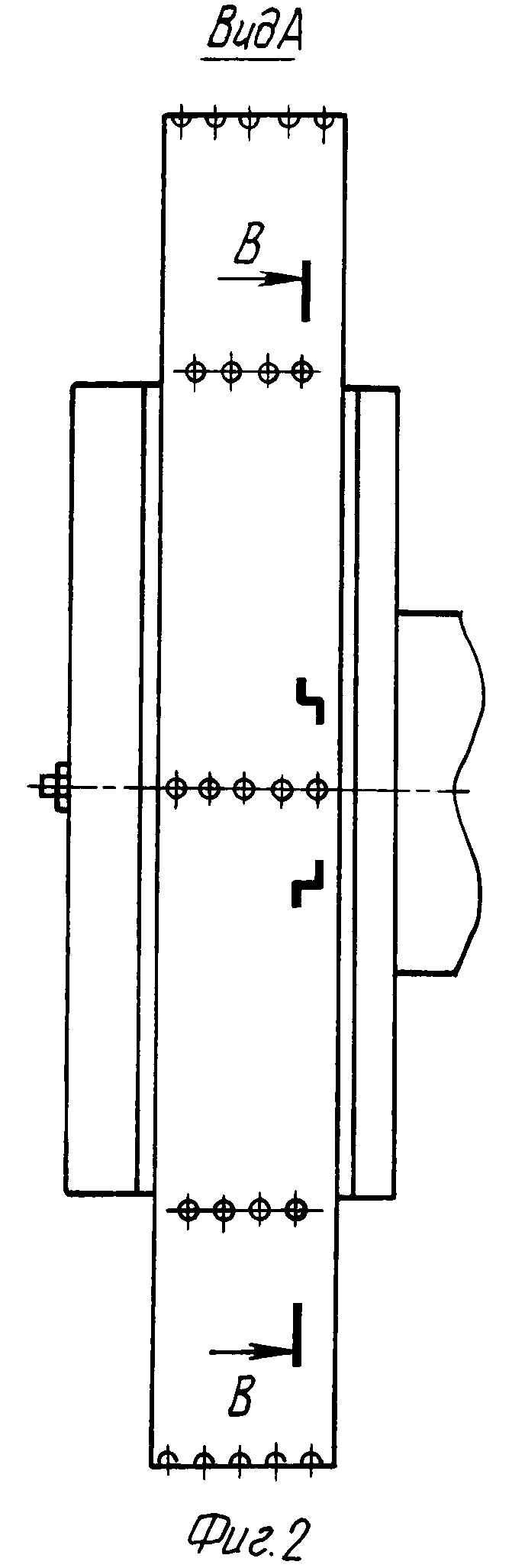
Использование: в машиностроении на операциях шлифования заготовок деталей из различных материалов. Сущность изобретения: шлифовальный круг содержит корпус с закрепленным на нем абразивным слоем 1, в котором выполнены ряды радиальных каналов 2, выходящих на периферийную рабочую поверхность и предназначенных для подвода СОТС. При этом корпус выполнен в виде планшайбы 4 с проточкой и установленной на ней пресс-масленкой со сквозным отверстием, смещенным относительно оси круга и соединенным с проточкой. На посадочной поверхности абразивного слоя выполнены осевые пазы 3, сообщенные с радиальными каналами 2 и проточкой на планшайбе. В свою очередь радиальные каналы выполнены в форме коническо-цилиндрических отверстий из условия расположения основания малого диаметра конической части каждого отверстия на периферийной рабочей поверхности круга. Проточка, осевые пазы и радиальные каналы заполнены пластичной смазкой, а количество осевых пазов равно количеству рядов радиальных каналов. 3 ил.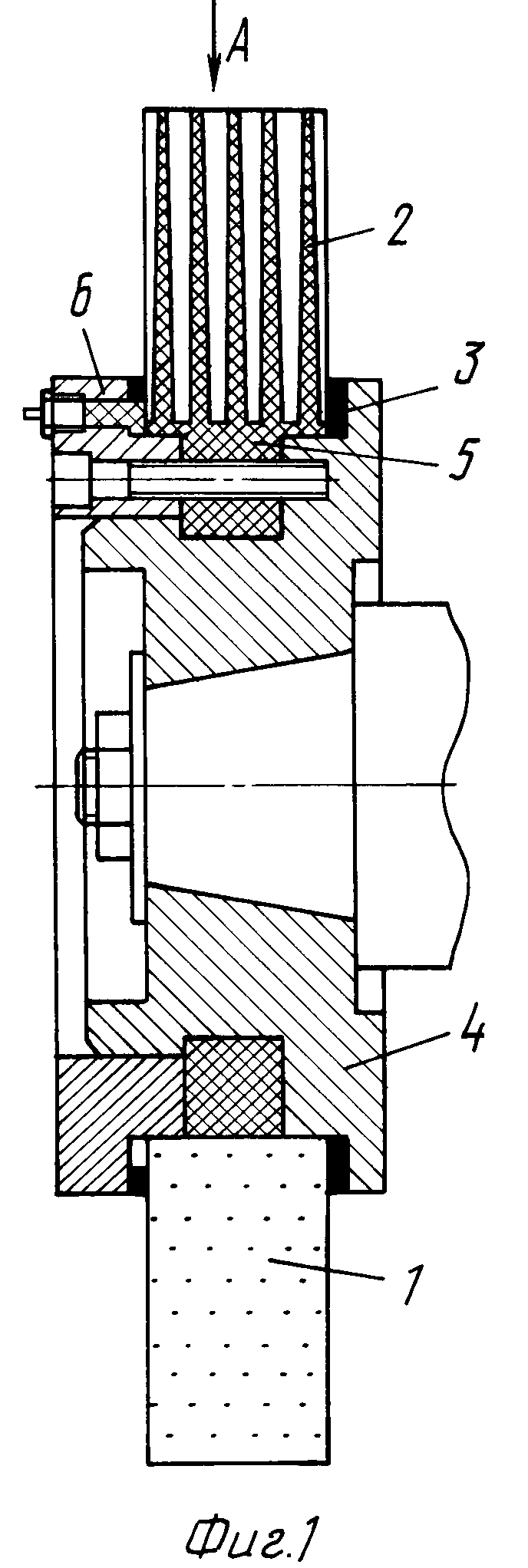
Шлифовальный круг, в абразивном слое которого выполнены ряды радиальных каналов, предназначенных для подвода СОТС и выходящих на периферийную рабочую поверхность круга, отличающийся тем, что абразивный слой закреплен на корпусе, выполненном в виде планшайбы с проточкой и установленной на ней пресс-масленки со сквозным отверстием, смещенным относительно оси вращения круга и соединенным с проточкой, при этом на посадочной поверхности абразивного слоя выполнены осевые пазы, сообщенные с проточкой на планшайбе и радиальными каналами, которые выполнены в форме коническо-цилиндрических отверстий из условия расположения основания малого диаметра конической части каждого отверстия на периферийной рабочей поверхности круга, причем проточка, осевые пазы и радиальные каналы заполнены пластичной смазкой, а количество осевых пазов равно количеству рядов радиальных каналов.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU, авторское свидетельство, 1024249, B 24 D 5/10, 1983 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Kare F | |||
| Ne ue Spezialschleiben min Kuhlkanalen-Des Mashinenmarkt | |||
| Судно | 1925 |
|
SU1961A1 |
