Изобретение относится к машиностроению, а именно к обработке металлов резанием с применением абразивных кругов и смазочно-охлаждающих технологических средств (COТС), и может быть использовано на операциях шлифования заготовок из различных материалов.
Резкое повышение в последнее время стоимости абразивных кругов сделало особенно актуальной проблему уменьшения их расхода. Одним из путей решения проблемы является применение сборных абразивных кругов. В свою очередь, расход таких кругов можно уменьшить за счет усиления действия применяемых СОТС в результате усовершенствования конструкции сборных кругов.
Заявляемое изобретение направлено на решение задачи, заключающейся в повышении стойкости сборных комбинированных абразивных кругов.
Известен сборный абразивный круг (см. Гусев В.Г., авт.св. 749649. Опубл. 23.07.89. БИ N 27), выполненный в виде корпуса, несущего абразивные сегменты. Для повышения стойкости такого круга в зону обработки подают смазочно-охлаждающую жидкость (COЖ). Однако вследствие прерывистости рабочей поверхности круга, генерирующего при своем вращении мощные периферийные и торцовые воздушные потоки, затруднено проникновение COЖ в зону контакта круга с заготовкой, что не позволяет обеспечить эффективное ее смазочное действие.
Известен сборный абразивный круг (см. Гусев В.Г., Красоха А.В., авт.св. 982883. Опубл. 23.12.82. БИ N 47), состоящий из абразивных сегментов, размещенных в окнах перфорированного корпуса, имеющего приемную полость для подвода COЖ и отверстия для подачи ее в зону обработки. Приемная полость соединена с абразивными сегментами, что обеспечивает подачу COЖ в зону обработки также через поры сегментов. Недостатком данного аналога является снижение эффективности смазочного действия COЖ по мере заполнения пор абразивных сегментов частицами механических примесей, неизбежно остающихся в COЖ после ее очистки. Кроме того, подача COЖ через поры сегментов будет затруднена или практически невозможна в случае изготовления сегментов с достаточно плотной структурой.
Наиболее близким по технической сущности к заявляемому изобретению является выбранный в качестве прототипа сборный абразивный круг (см. Гусев В.Г., авт. св. 772836. Опубл. 23.10.80. БИ N 39), состоящий из абразивных элементов, установленных в пазах корпуса, имеющего приемную полость, отверстия и щели для подвода СOЖ. COЖ подается в зону обработки через продольные и окружные щели, выполненные в корпусе, и через поры абразивных сегментов.
У прототипа и заявляемого изобретения имеются общие существенные признаки: абразивный круг выполнен в виде корпуса с пазами, в которые установлены абразивные сегменты и прокладки. В корпусе выполнена приемная полость для подвода COЖ и продольные и окружные щели для подачи СОЖ в зону обработки. С корпусом связаны трубопровод и тор для подвода COЖ в приемную полость.
Прототип имеет те же недостатки, что и предыдущий аналог. Наличие этих недостатков в ряде случаев не обеспечивает необходимый уровень стойкости сборного абразивного круга.
Технический результат изобретения - повышение стойкости сборного абразивного инструмента.
Для достижения технического результата абразивный круг содержит абразивные сегменты, установленные на упругих элементах в пазах корпуса, имеющего приемную полость с окружными пазами для подвода COЖ и продольные и окружные щели для подачи COЖ в зону обработки, а также трубопровод, выполненный в виде тора и связанный с приемной полостью круга, при этом в корпусе круга установлены пресс-масленки, связанные посредством отверстий с соответствующими приемными полостями, изолированными от полости для подвода COЖ и заполненными пластичной смазкой, контактирующей с абразивными сегментами, в которых выполнены конические каналы, сужающиеся в направлении образующей рабочей поверхности сегментов.
По отношению к прототипу у заявляемого изобретения имеются следующие отличительные признаки и их причинно-следственная связь с техническим результатом изобретения: наличие полостей, заполненных пластичной смазкой, контактирующей с абразивными сегментами, в которых выполнены конические каналы, и изолированных от полости для подвода COЖ, позволяет обеспечить гарантированное проникновение технологической смазки в зону контакта круга и заготовки независимо от чистоты COЖ и пористости абразивных сегментов, тем самым позволяет существенно усилить смазочное действие внешней среды. В результате этого значительно снижается теплонапряженность шлифования, уменьшаются затупление и износ (расход) сборного абразивного круга и повышается его стойкость. Наличие пресс-масленок, установленных на корпусе и связанных посредством отверстий с приемными полостями для пластичной смазки, позволяет пополнять запас пластичной смазки по мере ее расходования в процессе обработки.
По имеющимся у авторов сведениям совокупность существенных признаков, характеризующих сущность заявляемого изобретения, не известна из уровня техники, что позволяет сделать вывод о соответствии изобретения критерию "новизна".
По мнению авторов сущность заявляемого изобретения не следует для специалиста явным образом из известного уровня техники, так как из него не выявляется вышеуказанное влияние на получаемый технический результат - новое свойство объекта - совокупности признаков, которые отличают от прототипа заявляемое изобретение, что позволяет сделать вывод о его соответствии критерию "изобретательский уровень".
Совокупность существенных признаков, характеризующих сущность изобретения, в принципе, может быть многократно использована в машиностроении, а именно на операциях шлифования сборными абразивными инструментами с применением COТС.
Получение технического результата, заключающегося в обеспечении эффективного смазочного действия в зоне контакта шлифовального круга и заготовки, обуславливающего повышение стойкости сборного абразивного круга, позволяет сделать вывод о соответствии изобретения критерию "промышленная применимость".
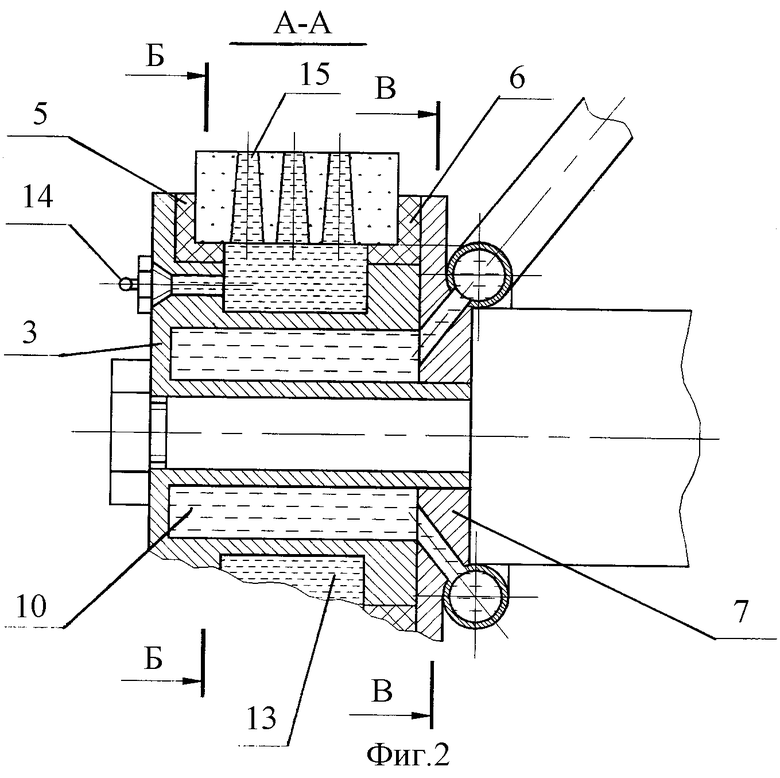
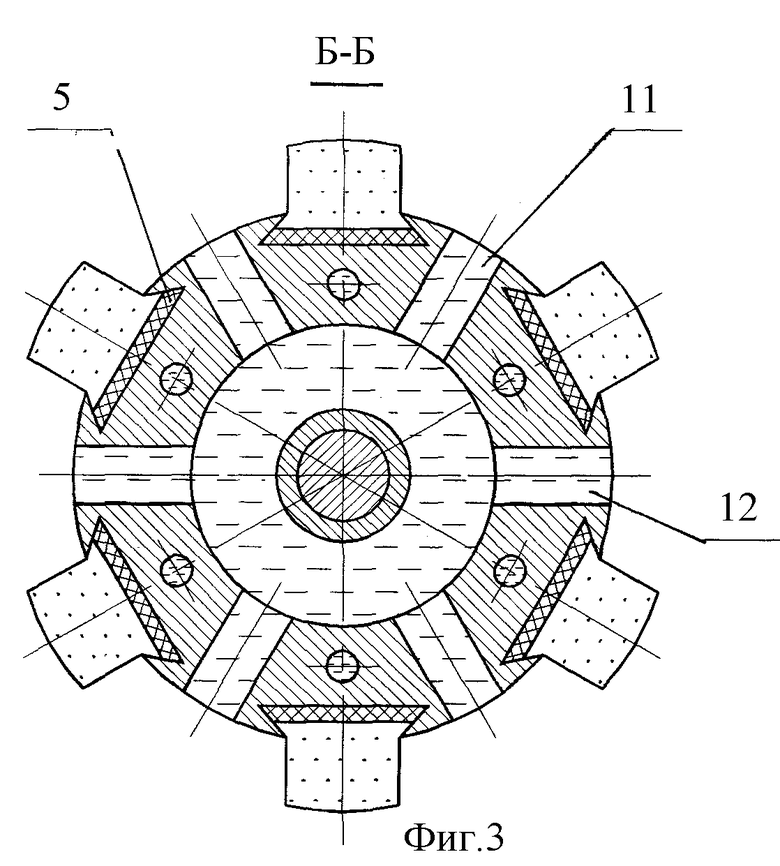
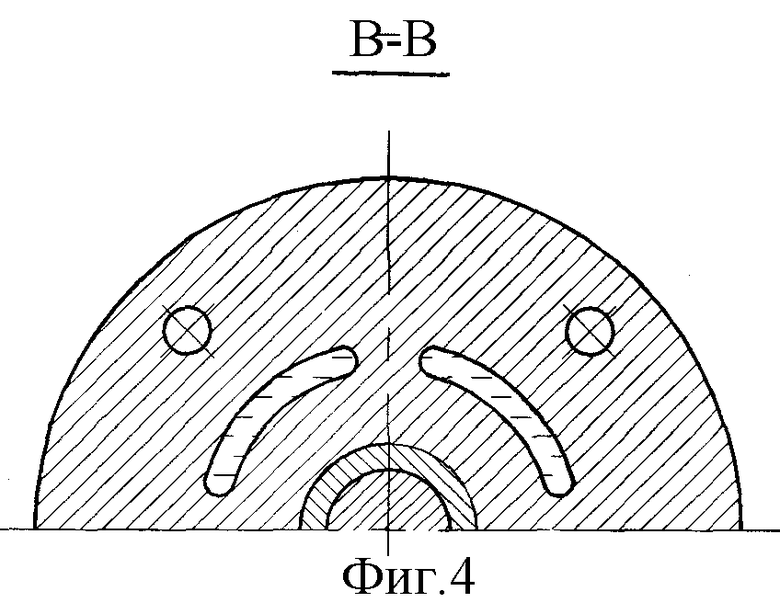
Сущность изобретения поясняется чертежами: на фиг. 1 - общий вида абразивного круга; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - разрез В-В на фиг. 2.
На шпинделе 1 с помощью болта 2 закреплен сборный абразивный круг. Круг содержит корпус 3 с пазами в форме ласточкина хвоста, в которые установлены абразивные сегменты 4 с прокладками 5 и 6 (фиг. 3). Для исключения выпадения абразивных сегментов с правого торца круга к корпусу крепится крышка 7. По трубопроводу 8, заканчивающемуся тором 9, к кругу подводится СОЖ. Тор 9 не касается шпинделя 1. Из окружной щели тора 9 СОЖ под давлением направляется в окружные пазы, выполненные в крышке 7 (фиг. 4), и далее в приемную кольцевую полость 10, выполненную в корпусе 3 и закрытую крышкой 7 (фиг. 2). В корпусе 3 выполнены окружные 11 и продольные 12 щели для подвода COЖ из приемной полости в зону резания (фиг. 1). В корпусе 3 выполнены также приемные полости 13 для пластичной смазки, образованные цилиндрическими и торцовыми поверхностями корпуса 3 и основаниями сегментов 4 (фиг. 2). Приемные полости 13 посредством отверстий связаны с пресс-масленками 14. В сегментах 4 выполнены конические каналы 15, сужающиеся в направлении образующей абразивного сегмента и заполненные пластичной смазкой.
Абразивный круг работает следующим образом. В процессе шлифования круг вращается на рабочей частоте относительно вращающейся заготовки и удаляет с нее припуск. COЖ из трубопровода 8 попадает в тор 9, выходит из него под давлением (0,1 - 0,2) МПа и попадает в приемную полость 10, откуда через окружные 11 и продольные 12 щели поступает в зону обработки. Под воздействием центробежной силы и интенсивного теплообразования в зоне обработки часть пластичной смазки, находящейся в каналах 15 и непосредственно прилегающей к рабочей поверхности сегмента 4, переходит в жидкое агрегатное состояние и наносится при вращении круга тонким слоем на обрабатываемую поверхность заготовки, а также пропитывает объемы сегмента, расположенные в непосредственной близости от каналов. В результате этого смазка равномерно распределяется по зоне контакта, обеспечивая эффективное смазочное действие и снижение трения абразивных зерен по материалу обрабатываемой заготовки, уменьшается теплонапряженность процесса шлифования и интенсивность износа абразивных сегментов, повышается стойкость круга, улучшаются условия его правки.
Заявляемое изобретение не оказывает отрицательного влияния на состояние окружающей среды.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШЛИФОВАЛЬНЫЙ КРУГ | 1996 |
|
RU2113339C1 |
| АБРАЗИВНЫЙ КРУГ (ВАРИАНТЫ) | 1996 |
|
RU2160661C2 |
| СБОРНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1999 |
|
RU2147275C1 |
| СБОРНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1998 |
|
RU2152868C2 |
| СБОРНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1999 |
|
RU2167048C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ СМАЗКИ НА ШЛИФОВАЛЬНЫЙ КРУГ | 1998 |
|
RU2152864C2 |
| КОМПОЗИЦИОННЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1997 |
|
RU2155670C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО КРУГА | 1996 |
|
RU2146998C1 |
| СБОРНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 2000 |
|
RU2176588C1 |
| СПОСОБ ШЛИФОВАНИЯ | 1997 |
|
RU2152294C2 |
Изобретение может быть использовано в машиностроении на операциях шлифования заготовок из различных материалов сборными абразивными кругами. Абразивный круг содержит абразивные сегменты, установленные в пазах корпуса. В сегментах выполнены конические каналы, а в корпусе под каждым из сегментов приемные полости для пластичной смазки, изолированные от полости для подачи смазочно-охлаждающей жидкости (СОЖ). Приемные полости посредством отверстий связаны с пресс-масленками, установленными на торце корпуса для пополнения запаса пластичной смазки. При контакте круга и заготовки обеспечивается гарантированное проникновение смазки в зону обработки независимо от чистоты СОЖ и пористости абразивных сегментов, в результате чего повышается стойкость круга. 4 ил.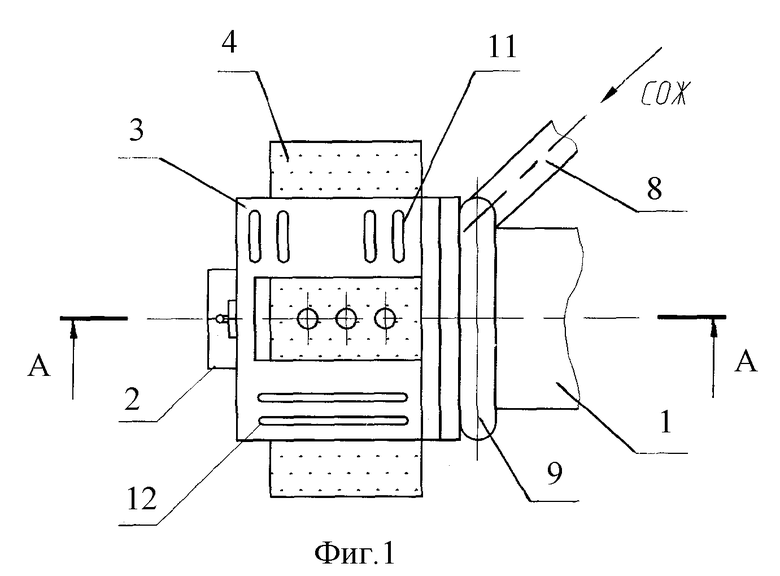
Сборный абразивный круг, содержащий абразивные сегменты, установленные на упругих элементах в пазах корпуса, имеющего приемную полость с окружными пазами для подвода смазочно-охлаждающей жидкости (СОЖ) и продольные и окружные щели для подачи СОЖ в зону обработки, а также трубопровод для подвода СОЖ, выполненный в виде тора и связанный с приемной полостью корпуса, отличающийся тем, что он снабжен пресс-масленками, установленными в корпусе, в котором выполнены изолированные от полости для подачи СОЖ и связанные посредством отверстий с соответствующими пресс-масленками приемные полости, заполненные пластичной смазкой, контактирующей с абразивными сегментами, в которых выполнены конические каналы, сужающиеся в направлении образующей рабочей поверхности сегментов.
| Сборный абразивный круг | 1979 |
|
SU772836A1 |
| Абразивный инструмент | 1981 |
|
SU982883A1 |
| Абразивный круг | 1978 |
|
SU749649A1 |
| ХУДОБИН Л.В | |||
| и др | |||
| Техника применения смазочно-охлаждающих средств в металлообработке | |||
| - М.: Машиностроение, 1977, с.158 | |||
| US 3636665, 18.07.1968. | |||
