Предлагаемое изобретение относится к устройствам, позволяющим улучшить качество и повысить производительность изготовления абразивного инструмента, и может быть использовано в абразивной промышленности.
Известна установка для производства суперфинишных брусков, основным рабочим элементом которой является форма-обечайка, установленная на фильтровальную бумагу и кирпич-легковес [1]. Несколько таких элементов, размещенных на поверхности стола, составляют промышленную установку по обезвоживанию шликера, залитого в обечайки. Длительность процесса обезвоживания - 24 часа.
Недостаток установки - низкая производительность, намокание кирпичей, требующих сушки после каждого цикла обезвоживания заготовок, постепенное забивание кирпичей связующим, ухудшающим качество изготовляемых изделий. Для увеличения количества одновременно отливаемых суперфинишных брусков необходимо наличие больших заводских площадей.
Известна установка для изготовления литьем единичного суперфинишного бруска, состоящая из электромагнита, между полюсами которого помещена форма из обечайки, установленной на гипсовой плите [2]. Использование электромагнита приводит к сокращению времени обезвоживания залитого в форму шликера, способствует улучшению качества изготовляемого абразивного инструмента.
Недостаток установки - использование гипсовой плиты, которая в процессе эксплуатации также намокает и забивается, что снижает положительный эффект, достигнутый использованием описанной установки. Кроме того, для увеличения производительности, создания промышленной установки, требующей одновременного изготовления заготовок нескольких образцов, необходимо использовать мощный электромагнит специальной конструкции, создание и эксплуатация которого сопряжены с определенными трудностями.
Известна установка для изготовления литьем тиглей и лопаток, являющаяся прототипом предлагаемого изобретения, в которой вакуумирование формы, а также нагрев ее стенок приводит к сокращению времени обезвоживания залитого в форму шликера. Использование бумажной прокладки, полученной из водной суспензии фильтровальной бумаги, нанесенной вакуумированием на перфорированную форму, способствует улучшению качества изготовляемого изделия [3].
Установка состоит из вертикально расположенной /на стойках-цапфах/ камеры, разборной перфорированной формы, внутренняя поверхность которой покрыта бумажной прокладкой. Форма вставлена в отверстие верхнего основания камеры и закреплена обручем. Камера имеет сливной кран, через патрубок, кран и дифманометр камера соединена с вакуумным насосом. Кожух камеры через другой патрубок соединен с устройством, обеспечивающим нагрев и циркуляцию в системе горячей воды.
Недостаток установки - использование бумажной прокладки, технология нанесения которой на поверхность перфорированной формы трудоемка и сложна. Из-за использования горячей воды и вакуума установка энергоемка, приспособлена для изготовления одного изделия, вакуумный насос все время вынужден работать в "жестком режиме" - откачивать из камеры влажный воздух.
Цель изобретения - ускорение процесса обезвоживания залитого в форму шликера, создание промышленной установки, обеспечивающей одновременное изготовление нескольких десятков суперфинишных брусков, снижение энергоемкости установки, повышение качества изготовляемых изделий.
Для достижения поставленной цели предлагается использовать установку (фиг.1), основными элементами которой являются камера 1, вертикально расположенная на ножках 2. В нижнем основании камеры 1 размещен вентилятор 3 с электрической спиралью 4 и терморегулятором 5 для обогрева поступающего в камеру воздуха. Контроль температуры осуществляется потенциометром 6 и термопарой 7. Верхняя часть камеры 1, расположенная напротив вентилятора 3, выполнена в виде перфорированного листа 8 толщиной не менее 15 мм, с отверстиями диаметром порядка 15-20 мм, расположенными равномерно по всей его площади. Перфорированный лист 8 снабжен уровнемером 9, регулировочными болтами 10 через прокладку из вакуумной резины 11 упирается на полочку 12 верхнего основания камеры 1. Щель между перфорированным листом 8 и стенками камеры 1 закрыта экраном 13, сделанным из эластичного материала. На перфорированном листе 8 и стенках камеры экран закреплен обручами 14. Перфорированный лист 8 является общим основанием нескольких форм-обечаек, равномерно расположенных на нем снаружи камеры 1 на расстоянии друг от друга не менее 15 мм. Между обечайками 15 и перфорированным листом 8 находятся сменная фильтровальная бумага 16 и нержавеющая с отверстиями 1,5-2,0 мм сетка 17. Обечайки 15 прижаты к перфорированному основанию 8 вторым перфорированным листом 18, подобным основанию, скрепленным с основанием 8 болтами 19. В цeнтp второго перфорированного листа 18 упирается шток 20 вибратора 21. Вибратор 21 через поворотный кронштейн 22, через вилку 23 соединен с боковыми стенками камеры 1, снабжен замком 24 для жесткого крепления вибратора 21 на установке в момент его включения.
Интенсивное обезвоживание шликера на установке происходит под действием нагрева обечайки 15, обдуваемой горячим воздухом, а также под действием капиллярных сил, возникающих в осажденном зерне шликера и фильтровальной бумаге 16. Влага, вышедшая из формы 15 за пределы фильтровальной бумаги 16, удерживается сеткой 17 на внешней поверхности перфорированного листа 8. Под действием потока горячего воздуха, создаваемого вентилятором 3, влага испаряется и уносится.
Производительность установки определяется: во-первых, интенсивностью обезвоживания шликера, зависит от технических характеристик вентилятора 3 и выбранного терморегулятором 5 режима его работы, что контролируется потенциометром 6 и термопарой 7; во-вторых, геометрическими размерами рабочей поверхности перфорированного листа 8, на которой размещаются несколько десятков литьевых форм 15; рабочая поверхность установки должна быть оптимальной, соответствующей используемому в установке вентилятору 3: должно быть обеспечено равномерное обезвоживание шликера во всех обечайках 15, расположенных на перфорированном листе 8 установки.
Качество заготовок суперфинишных брусков определяется: во-первых, установкой перфорированного листа 8 с помощью уровнемера 9 и регулировочных болтов 10 в горизонтальной плоскости, что обеспечивает равномерную высоту заливаемого в обечайку 15 шликера, а следовательно, и получаемой заготовки; во-вторых, заменой после каждого цикла обезвоживания шликера использованной фильтровальной бумаги 16 на новую; в третьих, использованием вибратора 21 для равномерного распределения шликера в объеме обечайки 15; в четвертых, быстротой обезвоживания шликера, сводящей к минимуму разницу в осаждении его компонентов в объеме обечайки 15.
Принцип работы на установке заключается в следующем. В исходном положении вентилятор 3 и вибратор 21 выключены, коромысло 22 с вибратором 21 отведено в сторону, прижимной перфорированный лист 18, обечайки 15, бумажные прокладки 16 и сетка 17 с перфорированного листа 8 сняты. Уровнемером 9 проверяется и, при необходимости, с помощью регулировочных болтов 10 устанавливается горизонтальное положение перфорированного листа 8. На рабочую поверхность перфорированного листа 8 укладывается сетка 17, свежие листы фильтровальной бумаги 16, нарезанные по размеру обечаек 15, необходимое их число равномерно размещается по рабочей поверхности установки. На вентилятор 2 электрическую спираль 4 подается напряжение и терморегулятором 5 устанавливается режим работы, при котором установка прогревается на 30oС. Приготовленный шликер разливается в обечайки 15 и на них сверху кладется прижимной перфорированный лист 18, который скрепляется с перфорированным листом 8 болтами 19. Поворотом коромысла 22 шток 20 вибратора 21 приводится в соприкосновение с центром перфорированного листа 18 и с помощью замка 24 в таком положении коромысло 22 закрепляется неподвижно. Регулятором 5 устанавливается максимальный нагрев электрической спирали 4. Одновременно, на несколько минут, включается вибратор 21, после чего коромысло 22 отводится в сторону, прижимной перфорированный лист 18 с обечаек 15 снимается. Когда края высушиваемых заготовок суперфинишных брусков, образовавшихся в обечайках 15 при обезвоживании шликера, отойдут от стенок обечаек 15, нагрев установки прекращается. Без обогрева воздуха вентилятор 3 работает до тех пор, пока установка не достигнет температуры 30oС. С рабочей поверхности перфорированного листа 8 снимаются обечайки 15, высушенные заготовки суперфинишных брусков, использованные прокладки фильтровальной бумаги 16 и сетка 17. Последняя, при необходимости, моется водой от осевших на нее связующих и сушится. После этого установка готова к изготовлению следующей партии заготовок суперфинишных брусков.
Предлагаемая в качестве изобретения установка изготовлена и опробована в работе. В установке использован вентилятор фирмы "Binatone", Япония, с электрической спиралью и терморегулятором. Мощность прибора - 2,0 кВт. На рабочей поверхности перфорированного листа, имеющего размеры 520•520 мм, размещалось 18 форм-обечаек, позволяющих получать заготовки суперфинишных брусков размером 25•50•150 мм. При максимальной температуре нагрева установки 80oС, создаваемой указанным вентилятором, обезвоживание шликера в установке происходило за 1,5 часа.
Для вибрационной обработки залитого в формы-обечайки шликера использован вибратор отечественного производства электромассажный вибрационный прибор ПЭМ-1 УХЛ 4.2 Н9 мощностью 17 Вт, частотой вибрации 50 Гц и 100 Гц. С одной из этих частот после разливки шликера по формам-обечайкам прибор включался на 10 минут. Качество получаемых заготовок определялось по степени твердости обожженных и подвергнутых механической обработке суперфинишных брусков согласно методике, описанной в [2]. Критерием оценки качества суперфинишных брусков являлся перепад твердости по длине бруска и его высоте в единицах Роквелла. Проверка изготовленных на установке брусков показала: указанный перепад твердости не превышает 2-5 единиц Роквелла, что в 2-3 раза меньше, а следовательно, лучше аналогичных показателей суперфинишных брусков, серийно выпускаемых промышленностью. Эффект воздействия на шликер вибрации в 50 Гц и 100 Гц практически одинаков: разница в изменении твердости бруска не обнаружена.
Источники информации
1. Комплект документов на технологический процесс изготовления суперфинишных брусков из микрошлифпорошков на керамической связке методом холодного литья 05748371.25201.00083. АООТ "Абразивный завод "Ильич". Утвержден 01.04.1996 г.
2. Изготовление абразивного инструмента методом шликерного литья в магнитном поле. Е.М. Голинец и др., ж. Абразивы. 1982 г., 7, с.13.
3. Шликерное литье. А.Г. Добровольский. Изд. "Металлургия". 1967 г., с. 88.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА ШЛИКЕРНЫМ ЛИТЬЕМ И ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2248873C2 |
| Установка для вибрационной обработки | 1976 |
|
SU653093A1 |
| Устройство для формования керамических изделий методом шликерного литья | 2015 |
|
RU2623393C2 |
| Установка для сушки несгораемых пескообразных материалов | 1989 |
|
SU1719833A1 |
| РАСПЫЛИТЕЛЬНАЯ СУШИЛКА С СИСТЕМОЙ ОЧИСТКИ ВОЗДУХА | 2017 |
|
RU2645798C1 |
| Способ сушки несгораемых сыпучих материалов и установка для его осуществления | 1989 |
|
SU1776949A1 |
| Способ изготовления абразивного инструмента из микрошлифпорошков и устройство для его осуществления | 1989 |
|
SU1678591A1 |
| Термоабразивный струйный инструмент | 1990 |
|
SU1796434A1 |
| УСТРОЙСТВО ДЛЯ ОБЕЗВОЖИВАНИЯ СЫПУЧИХ МАТЕРИАЛОВ С ОГРАЖДЕНИЕМ ИЗ КОНУСНЫХ КОЛЕЦ | 2007 |
|
RU2361824C2 |
| Барабанная сушилка | 1979 |
|
SU775564A1 |
Установка относится к производству суперфинишных брусков из абразивного материала. Технический результат - повышение производительности изготовления заготовок суперфинишных брусков и улучшение их качества. Установка для обезвоживания залитого в форму шликера состоит из вертикально расположенной на ножках камеры. Часть верхнего основания камеры перфорирована и покрыта прослойкой бумажной массы. В нижнем основании камеры размещен вентилятор с терморегулятором и электрической спиралью, а также потенциометр с термопарой для контроля температуры. Напротив вентилятора в верхней части камера выполнена в виде снабженного уровнемером алюминиевого перфорированного плоского листа, на котором установлены формы-обечайки. Перфорированный лист регулировочными болтами через прокладку, выполненную из резины, упирается в полочку у верхнего основания камеры, щель между боковыми стенками камеры и перфорированным листом закрыта эластичным экраном, закрепленным обручами. Снаружи на верхнем основании камеры между перфорированным листом и формами-обечайками, равномерно распределенными на поверхности перфорированного листа и прижатыми к нему дополнительным перфорированным листом посредством крепежных болтов, расположены фильтровальная бумага и нержавеющая сетка. В центр дополнительного перфорированного листа уперт шток вибратора. Вибратор через поворотный кронштейн и вилку соединен с боковой стенкой камеры, снабженной замком для жесткого крепления вибратора. 1 ил.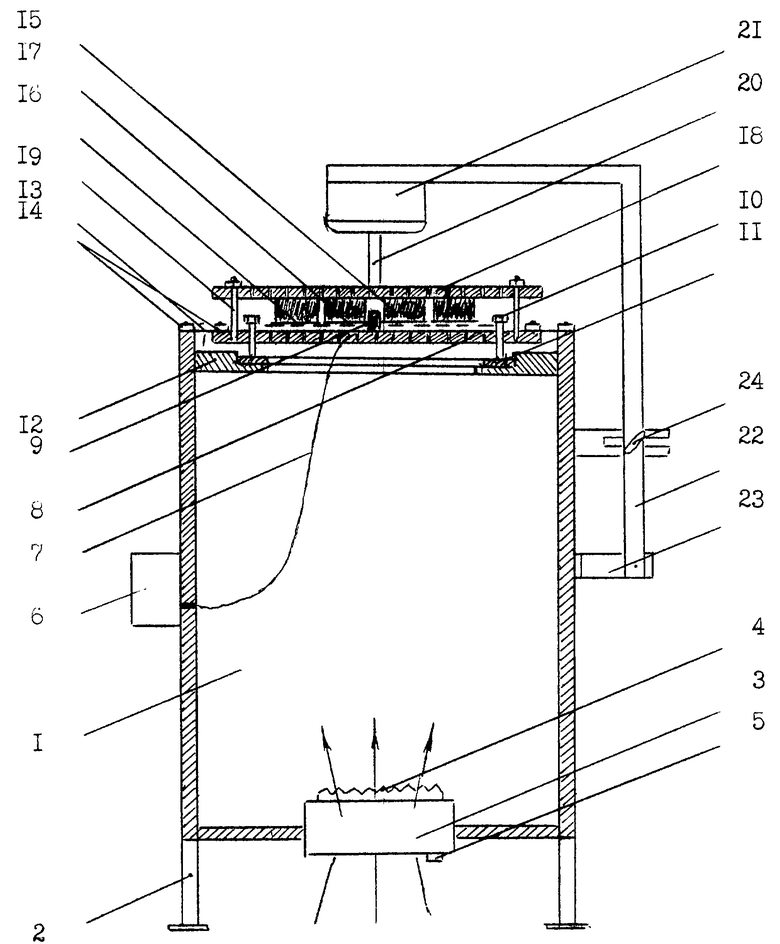
Установка для обезвоживания залитого в форму шликера, состоящая из вертикально расположенной на ножках камеры, снабженной устройствами для удаления из камеры влажного воздуха и ее нагрева, при этом часть верхнего основания камеры перфорирована и покрыта прослойкой бумажной массы, отличающаяся тем, что в нижнем основании камеры размещен вентилятор с терморегулятором и электрической спиралью, а также потенциометр с термопарой для контроля температуры, напротив вентилятора в верхней части камера выполнена в виде снабженного уровнемером, алюминиевого перфорированного плоского листа, на котором установлены формы-обечайки, при этом перфорированный лист регулировочными болтами через прокладку, выполненную из резины, упирается в полочку у верхнего основания камеры, щель между боковыми стенками камеры и перфорированным листом закрыта эластичным экраном, закрепленным обручами, снаружи на верхнем основании камеры между перфорированным листом и формами-обечайками, равномерно распределенными на поверхности перфорированного листа и прижатыми к нему дополнительным перфорированным листом посредством крепежных болтов, расположены фильтровальная бумага и нержавеющая сетка, в центр дополнительного перфорированного листа уперт шток вибратора, а вибратор через поворотный кронштейн и вилку соединен с боковой стенкой камеры, снабженной замком для жесткого крепления вибратора.
| ДОБРОВОЛЬСКИЙ А.Г | |||
| Шликерное литье | |||
| - М.: Металлургия, 1967, с.88 | |||
| УСТРОЙСТВО ДЛЯ ЛИТЬЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ПОД ДАВЛЕНИЕМ | 1991 |
|
RU2040392C1 |
| Способ получения изделия из керамического композиционного материала | 1987 |
|
SU1828462A3 |
| Устройство и способ магнитной стимуляции с переменными импульсными интервалами | 2019 |
|
RU2721081C1 |

