Изобретение относится к механической обработке материалов, преимущественно неметаллических, а именно к области резки заготовок на пластины алмазными отрезными кругами с внутренней или наружной режущей кромкой.
Заявляемое изобретение направлено на решение задачи, заключающейся в повышении качества отрезаемых пластин за счет уменьшения деформации (прогиба) и уровня вибраций пластины в процессе резки и соответственного уменьшения при этом глубины дефектного поверхностного слоя пластины после резки.
Наиболее близким по технической сущности к заявленному изобретению является выбранный в качестве прототипа способ резки заготовок на пластины алмазным отрезным кругом с внутренней или внешней режущей кромкой, при котором осуществляют подачу вращающегося алмазного отрезного круга на заготовку, смазочно-охлаждающую жидкость (СОЖ) непрерывно подают как в зону обработки, так и дополнительно на необрабатываемый торец отрезаемой пластины в направлении, противоположном направлению прогиба пластины (патент РФ 2118594).
У прототипа и заявляемого изобретения имеется три сходных существенных признака: и в том и в другом случае вращающийся алмазный отрезной круг подают на заготовку; для повышения производительности процесса резки и качества отрезаемых пластин СОЖ подают в зону обработки (в пропил) и, кроме того, СОЖ подают дополнительно на необрабатываемый торец отрезаемой пластины в направлении, противоположном направлению прогиба пластины.
Недостатком способа является изменение условий силового воздействия струи СОЖ на необрабатываемый торец отрезаемой пластины по мере увеличения глубины реза (пропила), что не позволяет обеспечить одинаковую и минимальную глубину дефектного слоя на всей торцовой поверхности отрезанной пластины. Указанный недостаток обусловлен следующим. По мере перемещения круга в направлении подачи и увеличения глубины пропила увеличивается расстояние от места приложения силового воздействия струи СОЖ на пластину до режущей кромки отрезного круга. При этом соответственно увеличивается и момент, изгибающий пластину в направлении к отрезному кругу, что приводит к ухудшению условий процесса разрезом и может привести далее к заклиниванию режущей кромки отрезного круга в конце цикла разрезки. Технический результат - обеспечение стабильной и минимальной глубины дефектного слоя, образующегося на торце пластины после резки, за счет создания постоянных условий силового воздействия струи СОЖ на необрабатываемый торец отрезаемой пластины.
Для достижения результата заявляемое изобретение "Способ резки заготовок на пластины" содержит следующие общие, выраженные определенными понятиями, существенные признаки, совокупность которых направлена на решение только одной, связанной с целью изобретения задачи. Способ включает в себя подачу вращающегося алмазного круга на заготовку, подачу СОЖ в зону обработки и дополнительную подачу СОЖ на необрабатываемый торец отрезаемой пластины в направлении, противоположном направлению прогиба пластины, причем по мере перемещения отрезного круга в направлении подачи в том же направлении перемещает сопло для подачи СОЖ на необрабатываемый торец отрезаемой пластины, поддерживая расстояние между периферией отрезного круга и осью указанного сопла, измеренное в направлении подачи круга, постоянным.
По отношению к прототипу у заявляемого изобретения имеется один отличительный признак. Синхронное с перемещением отрезного круга перемещение сопла для подачи СОЖ на необрабатываемый торец отрезаемой пластины в направлении подачи круга так, что в процессе перемещения круга и сопла расстояние между периферией круга и осью сопла, измеренное в направлении подачи круга, поддерживается постоянным, позволяет создать постоянные условия силового воздействия струи СОЖ на необрабатываемый торец отрезаемой пластины и обеспечить за счет этого повышение качества поверхностного слоя на отрезаемом торце пластины.
Таким образом, между отличительными признаками и целью изобретения имеется причинно-следственная связь: синхронное перемещение отрезного круга и сопла для подачи СОЖ на необрабатываемый торец отрезаемой пластины позволяет поддерживать постоянным момент, изгибающий пластину в направлении к отрезному кругу и за счет этого стабилизировать условия процесса разрезки и обеспечить в итоге минимальную глубину дефектного слоя на всей торцовой поверхности отрезанной пластины.
По имеющимся у автора сведениям совокупность существенных признаков, характеризующих сущность заявляемого изобретения, не известна из уровня техники, что позволяет сделать вывод о соответствии изобретения критерию "новизна".
По мнению автора сущность заявляемого изобретения не следует явным образом из известного уровня техники, так как из него не выявляется вышеуказанное влияние на получаемый технический результат - новое свойство объекта - совокупности признаков, которые отличают от прототипа заявляемое изобретение, что позволяет сделать вывод о его соответствии критерию "изобретательский уровень". Совокупность существенных признаков, характеризующих сущность предлагаемого способа резки заготовок на пластины, в принципе, может быть многократно использована с получением технического результата, заключающегося в обеспечении минимального прогиба отрезаемой пластины. Получение указанного технического результата обуславливает достижение поставленной цели - обеспечение стабильной и минимальной глубины дефектного слоя, образующегося на торце пластины после резки, что позволяет сделать вывод о соответствии изобретения критерию "промышленная применимость".
Сущность изобретения поясняется графическими материалами, на которых изображены схемы реализации предлагаемого способа.
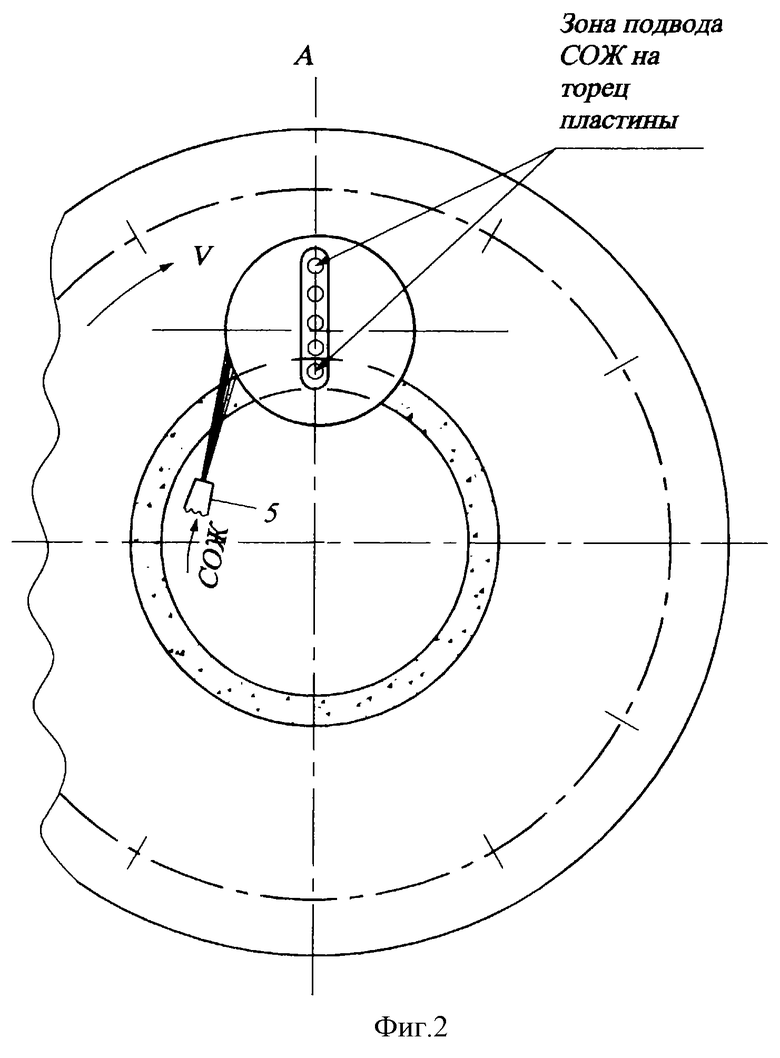
На фиг. 1 показана схема резки заготовки цилиндрической формы (слитка полупроводникового материала) алмазным кругом с внутренней режущей кромкой, на фиг.2 - вид А с фиг.1.
Способ осуществляют следующим образом.
Для случая резки алмазным кругом с внутренней режущей кромкой вращающийся с окружной скоростью алмазный отрезной круг с внутренней режущей кромкой 1 подают на заготовку 2, приклеенную с помощью шеллака 3 на державку 4, в радиальном направлении (направление подачи круга обозначено на фиг.1 - Sкр). В процессе резки СОЖ подают в зону обработки через сопло 5 и на торец отрезаемой пластины 6 через сопло 7, причем по мере перемещения отрезного круга в направлении подачи Sкр в том же направлении перемещают сопло 7 (направление подачи сопла обозначено на фиг.1 - Sc), поддерживая расстояние между периферией отрезного круга и осью указанного сопла, измеренное в направлении подачи круга, постоянным (на фиг.1 это расстояние обозначено а=const).
Заявляемый способ резки заготовок на пластины позволяет улучшить качество поверхностного слоя отрезанных пластин.
Заявляемое техническое решение не оказывает отрицательного воздействия на окружающую среду.
Изобретение относится к механической обработке материалов, преимущественно неметаллических, а именно к области резки заготовок на пластины алмазными отрезными кругами с внутренней или наружной режущей кромкой. Способ включает подачу вращающегося отрезного круга на заготовку, подачу смазочно-охлаждающей жидкости (СОЖ) в зону обработки и на необрабатываемый торец отрезаемой пластины в направлении, противоположном направлению прогиба пластины. По мере перемещения отрезного круга в направлении подачи в том же направлении перемещают сопло для подачи СОЖ на необрабатываемый торец отрезаемой пластины. При этом расстояние между периферией отрезного круга и осью указанного сопла, измеренное в направлении подачи круга, поддерживают постоянным. Использование изобретения обеспечивает стабильную и минимальную глубину дефектного слоя, образующегося на торце пластины после резки, за счет создания постоянных условий силового воздействия струи СОЖ на необрабатываемый торец отрезаемой пластины. 2 ил.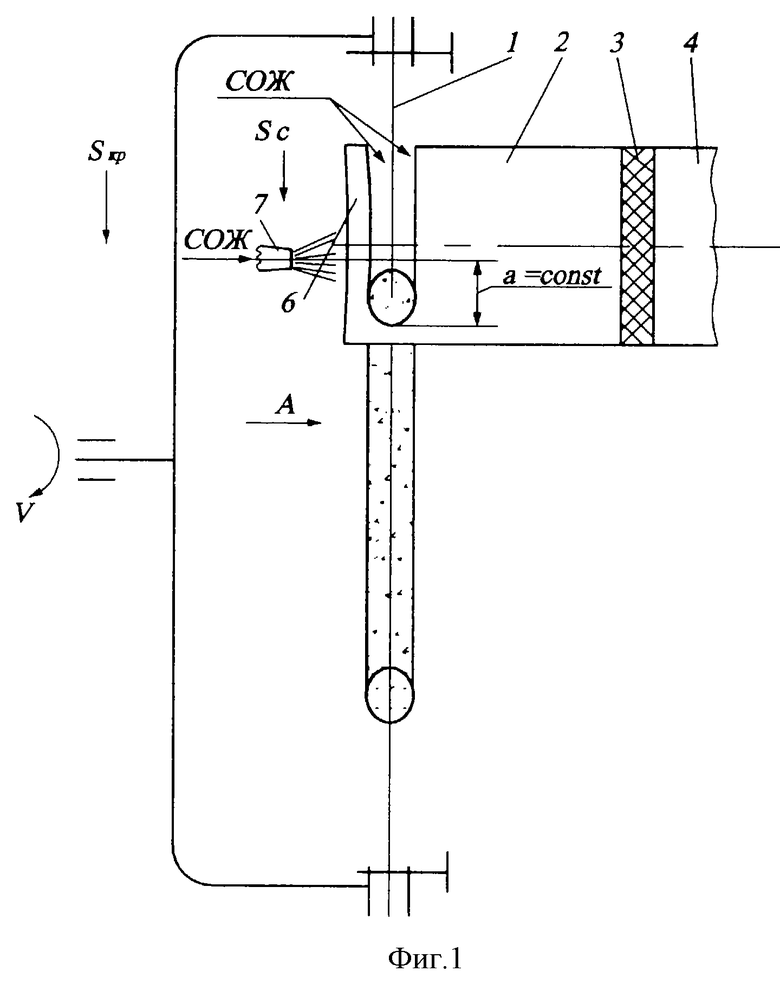
Способ резки заготовок на пластины, при котором осуществляют подачу вращающегося отрезного круга на заготовку, смазочно-охлаждающую жидкость (СОЖ) подают как в зону обработки, так и дополнительно на необрабатываемый торец отрезаемой пластины в направлении, противоположном направлению прогиба пластины, отличающийся тем, что по мере перемещения отрезного круга в направлении подачи в том же направлении перемещают сопло для подачи СОЖ на необрабатываемый торец отрезаемой пластины, причем расстояние между периферией отрезного круга и осью указанного сопла, измеренное в направлении подачи круга, поддерживают постоянным.
| СПОСОБ РЕЗКИ ЗАГОТОВОК НА ПЛАСТИНЫ | 1996 |
|
RU2118594C1 |
| Способ резки камней на многодисковых станках | 1937 |
|
SU56408A1 |
| СПОСОБ РЕЗКИ ПОЛУПРОВОДНИКОВЫХ СЛИТКОВ НА ПЛАСТИНЫ АЛМАЗНЫМ ОТРЕЗНЫМ КРУГОМ С ВНУТРЕННЕЙ РЕЖУЩЕЙ КРОМКОЙ | 1995 |
|
RU2109631C1 |
| УСТРОЙСТВО ДЛЯ ОТСОЕДИНЕНИЯ ТРУБКИ ОТ СБОРОЧНОГО УЗЛА ТРУБОПРОВОДА И СПОСОБ УДАЛЕНИЯ УПЛОТНЕНИЯ, ОХВАТЫВАЮЩЕГО ТРУБКУ, ИЗ КОРПУСА ТАКОГО УСТРОЙСТВА | 2010 |
|
RU2548329C2 |
| US 4516560 А, 14.05.1985. | |||

