Изобретение относится к механической обработке материалов, преимущественно неметаллических, а именно к области резки заготовок на пластины алмазными отрезными кругами с внутренней или наружной режущей кромкой.
Техническая задача, решаемая данным изобретением, заключается в повышении качества отрезаемых пластин за счет уменьшения деформации (прогиба) и уровня вибраций пластины в процессе резки и соответственного уменьшения при этом глубины дефектного поверхностного слоя пластины после резки.
Наиболее близким по технической сущности к заявляемому изобретению является выбранный в качестве ближайшего аналога способ резки заготовок на пластины алмазным отрезным кругом с внутренней или внешней режущей кромкой (Черняев В. Н. Технология производства интегральных микросхем и микропроцессоров. - М.: Радио и связь, 1987, с.61-64; Никифорова-Денисова С.Н. Технология полупроводниковых приборов и изделий микроэлектроники. Книга 4. Механическая и химическая обработка. - М.: Высшая школа. 1989, с.12-17), при котором осуществляют подачу вращающегося алмазного отрезного круга на заготовку, а в зону обработки непрерывно подают смазочно-охлаждающую жидкость (СОЖ).
У ближайшего аналога и заявляемого изобретения имеются сходные существенные признаки: и в том, и в другом случае вращающийся алмазный отрезной круг подают на заготовку, а для повышения эффективности процесса резки в зону обработки (в пропил) подают СОЖ. Недостатком ближайшего аналога является сравнительно невысокое качество поверхностного слоя отрезанной пластины. Указанный недостаток обусловлен следующим. При попадании СОЖ в зазор между отрезным кругом и отрезаемой пластиной имеет место расклинивающее воздействие жидкости на пластину (Крупенников О.Г. Повышение эффективности операции разрезания заготовок из полупроводниковых и диэлектрических материалов на пластины алмазными отрезными кругами. Автореферат диссертации на соискание ученой степени кандидата технических наук. - Ульяновск, 1994, с. 7). С увеличением расхода СОЖ усиливается расклинивающий эффект и соответственно увеличивается прогиб пластины и глубина дефектного (нарушенного) слоя, что наиболее отчетливо проявляется при резке слитков на пластины большого (до 220-250 мм) диаметра, особенно в конце процесса резки, когда пластина имеет наименьшую жесткость. Кроме того, вследствие передачи осевых колебаний алмазного отрезного круга через слой СОЖ на отрезаемую пластину, последняя испытывает в процессе резки знакопеременные нагрузки, что еще более увеличивает дефектную зону в поверхностном слое пластины. Описанный механизм образования дефектов в поверхностном слое отрезаемой пластины подтверждается и известным фактом, отмечаемым рядом исследований, согласно которому глубина нарушенного слоя на поверхности пропила со стороны отрезаемой пластины больше, чем глубина нарушенного слоя на поверхности пропила со стороны заготовки (слитка). При уменьшении расхода СОЖ прогиб пластины будет уменьшаться, однако уменьшать расход СОЖ до величины, меньшей некоей оптимальной, обеспечивающей достаточно эффективные охлаждение зоны обработки и эвакуацию отходов из этой зоны, нежелательно.
Технический результат состоит в уменьшении толщины дефектного слоя, образующегося на торце пластины после резки, за счет уменьшения упругой деформации пластины и уменьшения уровня ее вибраций в процессе резки.
Для достижения указанного технического результата изобретение содержит следующие общие существенные признаки, совокупность которых направлена на решение только одной, связанной с целью изобретения задачи. Способ включает в себя подачу вращающегося алмазного отрезного круга на заготовку, подачу СОЖ в зону обработки и дополнительную подачу СОЖ на необрабатываемый торец отрезаемой пластины в направлении, противоположном направлению прогиба пластины.
По отношению к ближайшему аналогу у заявляемого изобретения имеется один отличительный признак. Дополнительная подача СОЖ на необрабатываемый торец отрезаемой пластины в направлении, противоположном направлению прогиба пластины, способствует уменьшению прогиба отрезаемой пластины, уменьшению уровня ее вибраций в процессе резки и за счет этого обеспечивает уменьшение глубины дефектного слоя на торце пластины после резки.
Между отличительными признаками и техническим результатом имеется следующая причинно-следственная связь. За счет силового воздействия струи СОЖ на пластину в направлении, противоположном направлению прогиба отрезаемой пластины, прогиб и вибрации последней уменьшаются, что приводит к снижению интенсивности изгибных напряжений в поверхностном слое пластины и, в итоге, к уменьшению глубины дефектного (нарушенного) слоя на торце пластины после резки.
По имеющимся у авторов сведениям, совокупность существенных признаков, характеризующих сущность заявляемого изобретения не известна из уровня техники, что позволяет сделать вывод о соответствии изобретения критерию "новизна".
По мнению автора, сущность заявляемого изобретения не следует явным образом из известного уровня техники, так как из него не выявляется вышеуказанное влияние на получаемый технический результат - новое свойство объекта - совокупности признаков, которые отличают от ближайшего аналога заявляемое изобретение, что позволяет сделать вывод о его соответствии критерию "изобретательский уровень". Совокупность существенных признаков, характеризующих сущность предлагаемого способа резки заготовок на пластины, в принципе, может быть многократно использована с получением технического результата, заключающегося в обеспечении минимальных прогиба и уровня вибраций отрезаемой пластины. Получение указанного технического результата обуславливает достижение поставленной цели - уменьшение глубины дефектного слоя, образующегося на торце пластины после резки, что позволяет сделать вывод о соответствии изобретения критерию "промышленная применимость".
Сущность изобретения поясняется графическими материалами, на которых изображены схемы реализации предлагаемого способа.
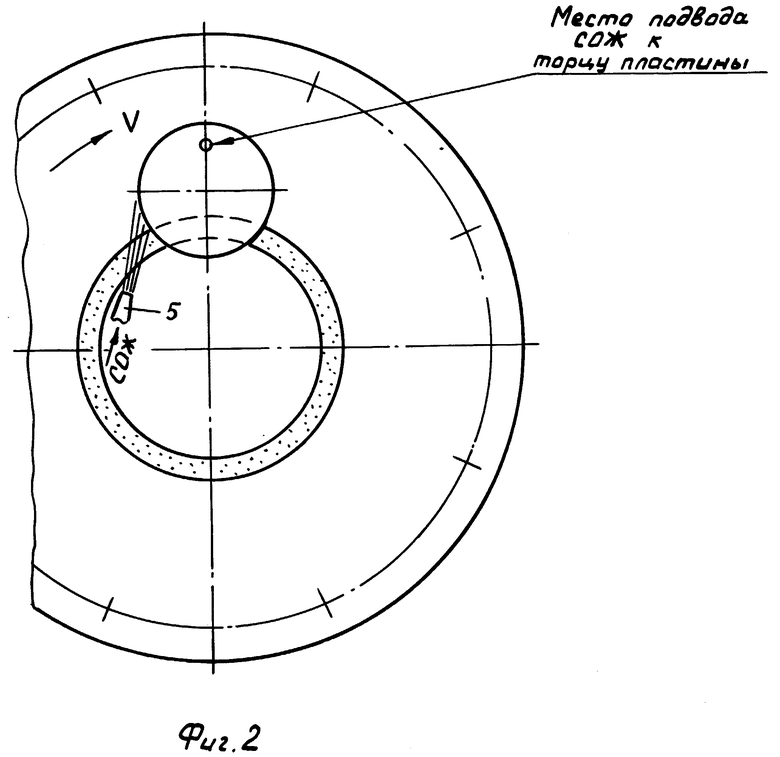
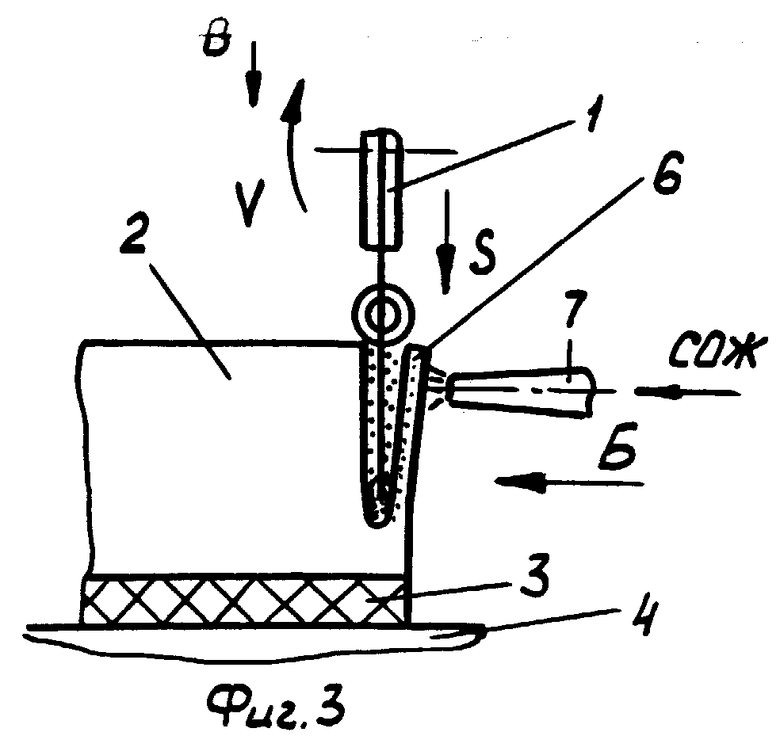
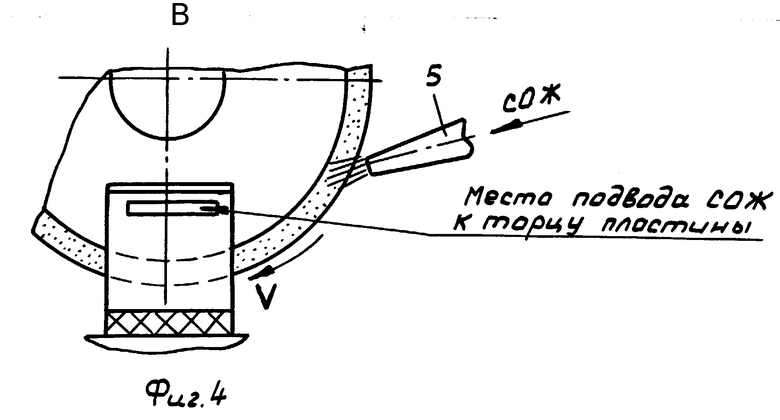
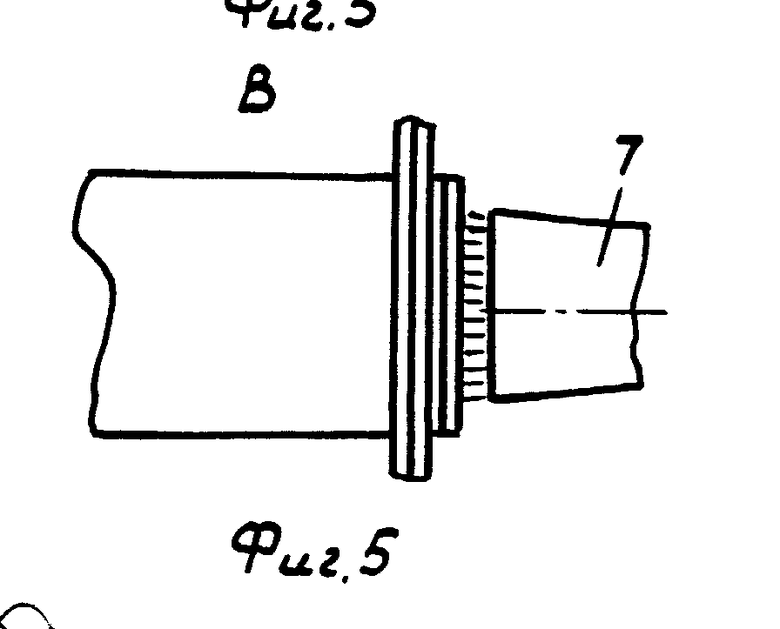
На фиг. 1 показана схема резки заготовки цилиндрической формы (слитка полупроводникового материала) алмазным кругом с внутренней режущей кромкой, на фиг. 2 - вид А с фиг. 1. На фиг. 3 показана схема резки заготовки в форме прямоугольного параллелепипеда (заготовка из стекла или диэлектрика) алмазным кругом с наружной режущей кромкой, на фиг. 4 и 5 - соответственно виды Б и В с фиг. 3.
Способ осуществляют следующим образом.
Для случая резки алмазным кругом с внутренней режущей кромкой вращающийся с окружной скоростью алмазный отрезной круг с внутренней режущей кромкой 1 подают на заготовку 2, приклеенную с помощью шеллака 3 на державку 4, в радиальном направлении (направление подачи обозначено на фиг. 1 буквой S). В процессе резки СОЖ подают в зону обработки через сопло 5, а на торец отрезаемой пластины - через сопло 7.
Для случая резки алмазным кругом с наружной режущей кромкой вращающийся алмазный отрезной круг 1 подают на заготовку 2, приклеенную с помощью шеллака 3 на державку 4, в направлении подачи, обозначенном буквой S. В процессе резки СОЖ подают в зону обработки через сопло 5 и на торец отрезаемой пластины 6 через сопло 7.
Как показали результаты опытной проверки заявляемого способа, его реализация способствует уменьшению упругой деформации пластины при отрезке ее от слитка на 20-35% и уменьшению при этом толщины дефектного слоя на торце пластины после резки на 10-15%.
Заявляемый способ резки заготовок на пластины позволяет улучшить качество поверхностного слоя отрезанных пластин.
Заявляемое техническое решение не оказывает отрицательного воздействия на окружающую среду.
Изобретение относится к способам резки заготовок, преимущественно неметаллических, на пластины алмазными отрезными кругами с наружной или внутренней режущей кромкой. Для повышения качества поверхностного слоя отрезанных пластин, уменьшения глубины дефектного слоя, образующегося на отрезанном торце пластины после резки, способ резки включает в себя подачу вращающегося алмазного отрезного круга на заготовку, подачу СОЖ в зону обработки, а также дополнительную подачу СОЖ на необрабатываемый торец отрезаемой пластины в направлении, противоположном направлению прогиба пластины. 5 ил.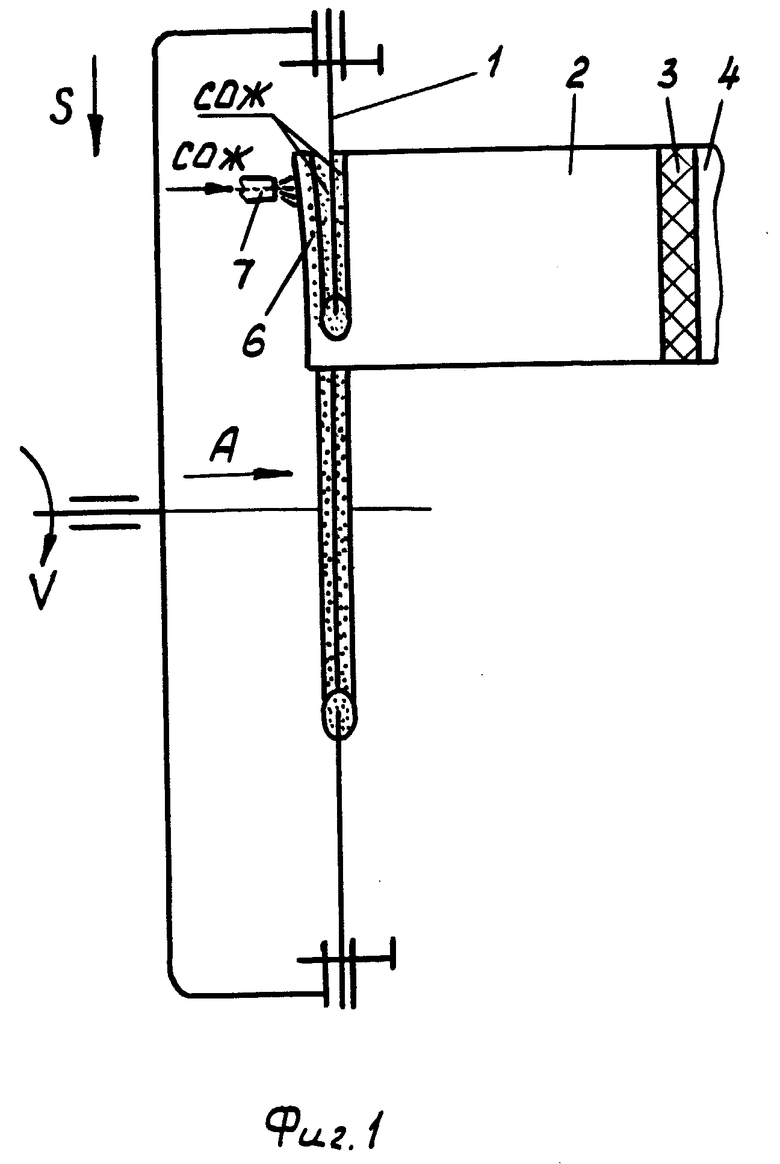
Способ резки заготовок на пластины, при котором осуществляют подачу вращающегося алмазного отрезного круга на заготовку, а смазочно-охлаждающую жидкость (СОЖ) подают в зону обработки, отличающийся тем, что СОЖ дополнительно подают на необрабатываемый торец отрезаемой пластины в направлении, противоположном направлении прогиба пластины.
| Никифорова-Денисова С.Н | |||
| Технология полупроводниковых приборов и изделий микроэлектроники | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Механическая и химическая обработка | |||
| - М.: Высшая школа, 1989, с.12 - 17 | |||
| Черняев В.Н | |||
| Технология производства интегральных микросхем и микропроцессоров | |||
| - М.: Радио и связь, 1987, с.61 - 64. | |||
