Изобретение относится к технологии изготовления подложек из полупроводниковых материалов и может быть использовано на операциях резки слитков из этих материалов на пластины.
Предлагаемое изобретение направлено на решение задачи, заключающейся в повышении качества отрезанных пластин.
Известен способ резки твердых и хрупких материалов, преимущественно полупроводниковых (авт.св. N 1705095 СССР, кл. B 28 D 1/00), в соответствии с которым для повышения качества пластин на поверхности слитка намораживают слой льда или СОЖ определенной толщины в направлении врезания отрезного круга.
Недостатком аналога является сложность конструктивной реализации, связанная с необходимостью применения холодильного индуктора, размеры и параметры которого зависят от параметров разрезаемого слитка.
Наиболее близким по технической сущности к предлагаемому изобретению является выбранный в качестве прототипа способ резки полупроводниковых слитков алмазными отрезными кругами с внутренней режущей кромкой - кругами АКВР (В.П.Запорожский, Б.А.Лапшинов. Обработка полупроводниковых материалов. - М. :Высшая школа, 1988 с. 38-41, 47-48), согласно которому круг АКВР натягивают на барабане, приводят его во вращение, внутрь режущей кромки вводят слиток и, перемещая последний на режущую кромку отрезного круга, производят отрезание пластины с подачей в зону резания смазочно-охлаждающей жидкости (СОЖ).
У прототипа и заявляемого изобретения имеются следующие сходные существенные признаки.
1. Закрепление и натяжение на барабане круга АКВР для придания последнему работоспособного состояния.
2. Вращение барабана вокруг своей оси для сообщения отрезному кругу определенной окружной скорости.
3. Введение слитка в отверстие круга АКВР на расстояние, равное сумме заданной толщины пластины и ширины пропила.
4. Прямолинейное перемещение на режущую кромку вращающегося круга слитка с отрезанием от последнего пластины.
5. Подача в зону резания СОЖ для охлаждения области контакта режущей кромки со слитком и очистки ее от продуктов резания.
6. Отвод слитка в исходное положение для съема отрезанной пластины и подготовки к новому циклу разрезания.
Недостатком прототипа является невысокое качество отрезанных пластин.
Указанный недостаток обусловлен тем, что круг АКВР представляет собой нежесткую тонкую мембрану толщиной около 0,1 мм. Поэтому в процессе резания отрезной круг начинает вибрировать и "уходить" в сторону от плоскости реза. В результате воздействия вибраций и увода режущей кромки поверхность отрезаемой пластины имеет низкое качество по микрогеометрии (повышенную высоту микронеровностей и толщину нарушенного слоя), а форма самой пластины искажается (появляется прогиб, отклонение от параллельности сторон и т.д.).
Цель изобретения - повышение качества отрезанных пластин за счет демпфирования колебаний режущей кромки круга АКВР и усиления смазочного действия СОЖ.
Для достижения поставленной цели предлагаемое изобретение содержит следующие общие, выраженные определенными понятиями существенные признаки, совокупность которых направлена на решение только одной связанной с целью изобретения задачи: закрепление и натяжение круга АКВР на барабане; вращение барабана вокруг своей оси; введение слитка в отверстие отрезанного круга на расстояние, равное сумме заданной толщины пластины и ширине пропила; прямолинейное перемещение на режущую кромку вращающегося круга слитка с отрезанием от последнего пластины; подача в зону резания водной СОЖ поливом через штатное сопло станка; отвод слитка в исходное положение; подача на режущую кромку отрезанного круга масляной магнитной жидкости с одновременным наложением на нее магнитного поля.
По отношению к прототипу у предлагаемого изобретения имеется следующий отличительный признак - подача на режущую кромку масляной магнитной жидкости, которая при наложении на нее магнитного поля осуществляет демпфирование колебаний режущей кромки круга АКВР и смазывает его режущую кромку.
Между отличительным признаком и целью изобретения существует следующая причинно-следственная связь.
Магнитная жидкость, поданная на режущую кромку, растекается по последней и под действием магнитного поля изменяет свою вязкость и форму, что приводит к демпфированию колебаний отрезного круга, результатом которого является повышение качества отрезаемых пластин. В то же время режущая кромка круга покрывается тонким слоем масляной СОЖ, которую круг транспортирует непосредственно в зону резания.
Для осуществления демпфирования колебаний режущей кромки круга АКВР необходимо перед отрезанием каждой пластины наложить на расстояние на растекающуюся по режущей кромке магнитную жидкость магнитное поле, напряженность которого зависит от уровня вибраций режущей кромки.
Совокупность существенных признаков, характеризующих сущность заявляемого изобретения, не известна из уровня техники, что позволяет сделать вывод о соответствии изобретения критерию "новизна".
Сущность предлагаемого изобретения не следует для специалиста явным образом из известного уровня техники, так как из него не выявляется вышеуказанное влияние на получаемый технический результат - новое свойство объекта - совокупности признаков, которые отличают от прототипа заявляемое изобретение, что позволяет сделать вывод о его соответствии критерию "изобретательский уровень".
Совокупность существенных признаков, характеризующих сущность изобретения, в принципе может быть многократно использована на операциях резки слитков из полупроводниковых материалов на пластины с получением технического результата, заключающегося в демпфировании колебаний режущей кромки отрезного круга и усилии смазочного действия СОЖ, обуславливающего обеспечение достижения поставленной цели - повышения качества отрезаемых пластин, что позволяет сделать вывод о соответствии изобретения критерию "промышленная применимость".
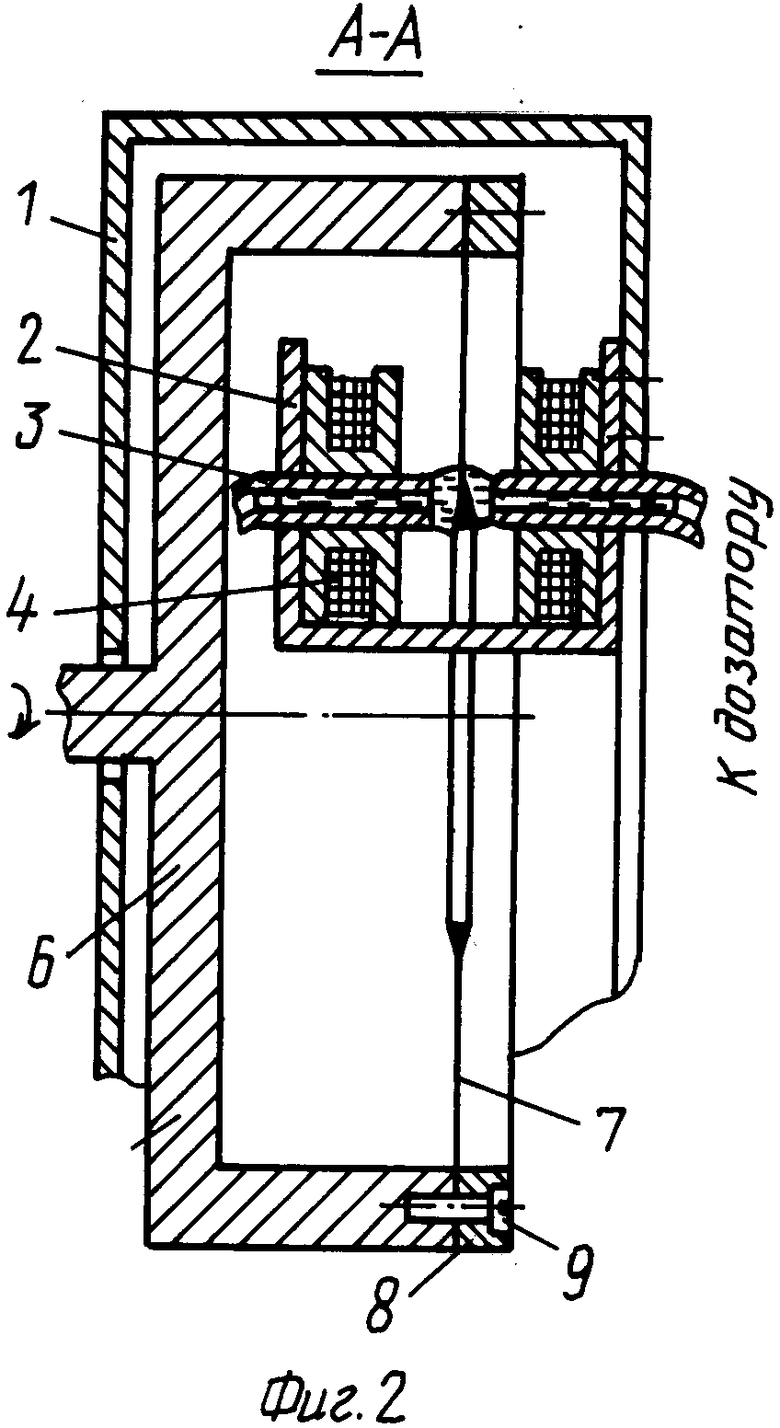
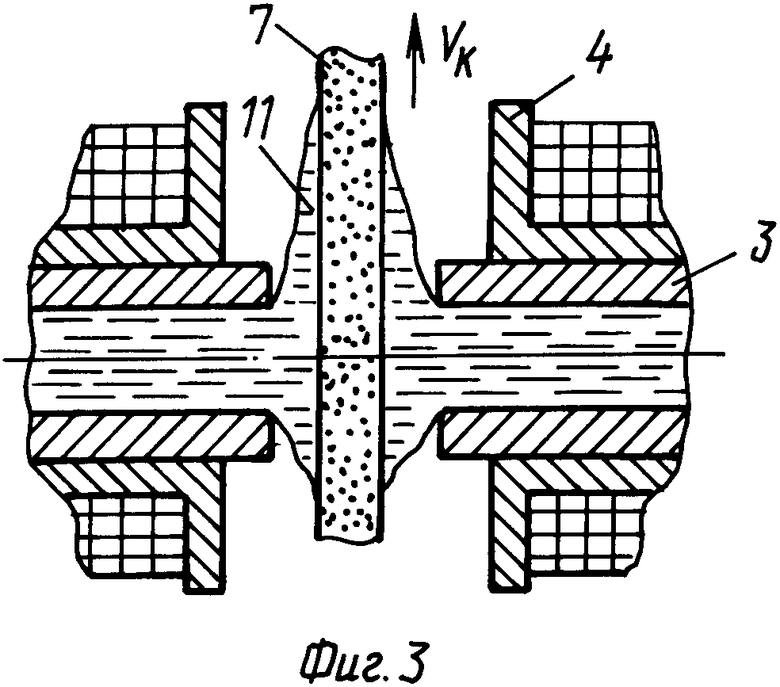
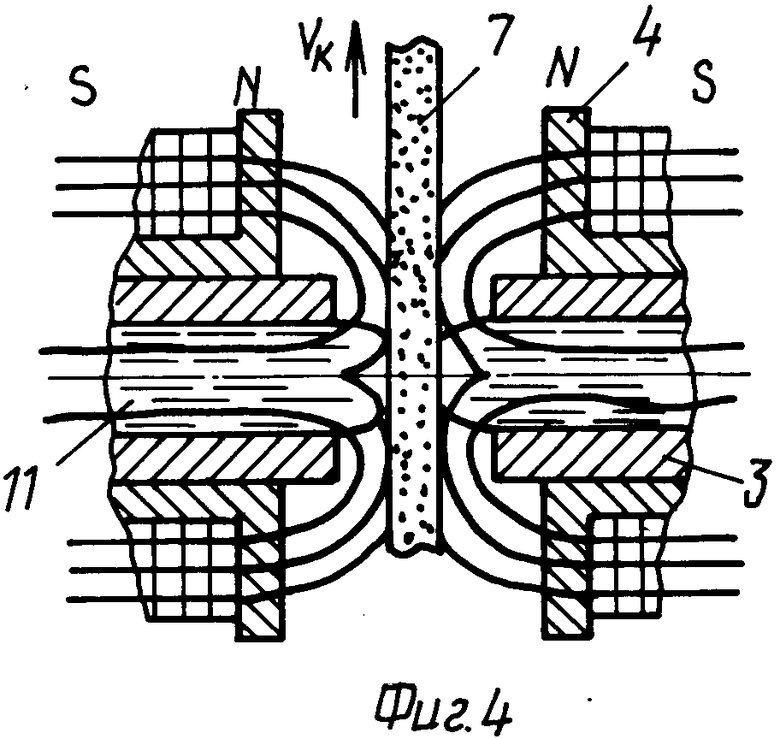
На фиг. 1 показано устройство для реализации предлагаемого способа резки, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - состояние магнитной жидкости в момент ее растекания по режущей кромке; на фиг. 4 - состояние магнитной жидкости в момент наложения на нее магнитного поля.
Способ резки полупроводниковых материалов на пластины алмазными отрезными кругами с внутренней режущей кромкой может быть реализован с помощью материального объекта, содержащего кожух 1, закрепленный на нем П-образный кронштейн 2, охватывающий режущую кромку круга АКВР, установленные оппозитно друг другу в кронштейне 2 насадки 3 для подачи магнитной жидкости, катушки индуктивности 4, размещенные на насадках 3 концентрично каналу истекания жидкости (фиг. 1-2).
Для подачи в зону резания водной СОЖ используется штатное сопло 5, закрепленное на кожухе 1.
Емкость для масляной магнитной жидкости и ее дозатор, а также токопроводящая система для катушек 4 на фиг. 1 и 2 условно не показаны.
Процесс резки полупроводниковых слитков на пластины алмазным отрезным кругом с внутренней режущей кромкой целесообразно осуществлять следующим образом.
В процессе работы оператор устанавливает на барабане 6 новый круг АКВР 7, закрепляет его при помощи зажимного кольца 8 и винтов 9 и натягивает специальным механизмом натяжения, встроенным в барабан (например, для отрезного стакана "Алмаз-6М" гидравлическим механизмом).Далее оператор включает привод вращения барабана, разгоняя его до рекомендуемой окружной скорости отрезного круга (для резки кремния Vk = (18-20) м/с), и вводит полупроводниковый слиток 10 в отверстие круга АКВР на расстояние, равное сумме заданной толщины пластины и ширины пропила (для монокристаллического кремния диаметром 76 мм ЭКЭС-0,01, разрезаемого отрезным кругом с габаритами 422•152•0,32 мм, толщина пластины составляет 0,51 мм. Следовательно, расстояние равно 0,32 + 0,51 =0,83 мм).
Затем оператор осуществляет подачу слитка на режущую кромку круга АКВР со скоростью 20-30 мм/мин до отрезания целой пластины. В течение всего цикла отрезания пластины к зоне резания подают поливом водную СОЖ с расходом 6-8 дм3/мин из сопла 5.
Перед врезанием режущей кромки отрезного круга 7 в слиток 10 срабатывает дозатор и масляная магнитная жидкость 11 в объеме, достаточном для заполнения зазора между насадками 3 и плоскостью круга АКВР, подается в режущую кромку, растекаясь по ней (фиг. 3). Одновременно с подачей магнитной жидкости 11 на катушку индуктивности 4 подают постоянное напряжение. Возникший в катушке магнитный поток пронизывает зазор, заполненный магнитной жидкостью, вызывая изменение ее свойств. Магнитные частички, содержащиеся в жидкости, ориентируются вдоль силовых линий магнитного поля (фиг. 4), изменяя форму объема, занимаемого жидкостью, и ее вязкость. Эти изменения могут достигать 20-40 % (Б.М.Берковский и др. Магнитные жидкости. - М.: Химия, 1989 с.170).
За счет изменения формы объема и вязкости масляная магнитная жидкость 11 оказывает демпфирующее воздействие на режущую кромку отрезанного круга 7, уменьшая уровень его вибраций и тем самым способствуя повышению качества отрезаемых пластин. Одновременно режущая кромка круга (по торцам) покрывается тонким слоем масляной СОЖ, которую при своем вращении транспортирует непосредственно в зону обработки.
После отрезания пластины слиток 10 отводится в исходное положение, катушки индуктивности 4 обесточиваются и магнитная жидкость 11 с накопившимися в ней продуктами резания отбрасывается центробежными силами к сливным отверстиям в барабане 6. Затем цикл резки повторяется.
Предлагаемый способ резки полупроводниковых слитков на пластины алмазными отрезными кругами с внутренней режущей кромкой представляет определенный интерес для народного хозяйства, так как позволит повысить качество отрезаемых пластин за счет демпфирования колебаний режущей кромки отрезного круга и усиления смазочного действия СОЖ.
Предлагаемое решение не оказывает отрицательного воздействия на состояние окружающей среды.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕЗКИ СЛИТКОВ НА ПЛАСТИНЫ КРУГАМИ С ВНУТРЕННЕЙ РЕЖУЩЕЙ КРОМКОЙ | 2003 |
|
RU2252869C2 |
| СПОСОБ РЕЗКИ ПОЛУПРОВОДНИКОВЫХ СЛИТКОВ НА ПЛАСТИНЫ | 1996 |
|
RU2108225C1 |
| Способ резки заготовок на пластины | 2002 |
|
RU2220845C1 |
| СПОСОБ РЕЗКИ ЗАГОТОВОК НА ПЛАСТИНЫ | 1996 |
|
RU2118594C1 |
| СПОСОБ РЕЗКИ МОНОКРИСТАЛЛОВ КРЕМНИЯ | 1998 |
|
RU2155131C2 |
| СПОСОБ РЕЗКИ ЗАГОТОВОК НА ПЛАСТИНЫ | 2002 |
|
RU2215638C1 |
| УСТРОЙСТВО ДЛЯ СТАБИЛИЗАЦИИ АЛМАЗНОГО ОТРЕЗНОГО КРУГА С ВНУТРЕННЕЙ РЕЖУЩЕЙ КРОМКОЙ | 1995 |
|
RU2108909C1 |
| УСТРОЙСТВО ДЛЯ СТАБИЛИЗАЦИИ ПОЛОЖЕНИЯ АЛМАЗНОГО ОТРЕЗНОГО КРУГА С ВНУТРЕННЕЙ РЕЖУЩЕЙ КРОМКОЙ | 1995 |
|
RU2092300C1 |
| УСТРОЙСТВО ДЛЯ СТАБИЛИЗАЦИИ АЛМАЗНОГО ДИСКА | 1996 |
|
RU2129068C1 |
| СПОСОБ РЕЗКИ ПЛАСТИН ДИСКАМИ С ВНЕШНЕЙ РЕЖУЩЕЙ КРОМКОЙ | 2002 |
|
RU2211142C1 |
Использование: в технологии изготовления подложек из полупроводниковых материалов на операциях резки слитков из этих материалов на пластины. Сущность изобретения: способ резки полупроводниковых слитков на пластины алмазным отрезным кругом с внутренней режущей кромкой включает закрепление и натяжение круга на барабане, вращение последнего вокруг своей оси, введение слитка в отверстие отрезного круга на расстояние, равное сумме заданной толщины пластины и ширины пропила, прямолинейное перемещение на режущую кромку вращающегося круга слитка с отрезанием от последнего пластины при подаче в зону резания водной смазочно-охлаждающей жидкости и отвод слитка в исходное положение. При этом перед отрезанием каждой пластины на режущую кромку отрезного круга подают масляную магнитную жидкость с одновременным наложением на нее магнитного поля. 4 ил.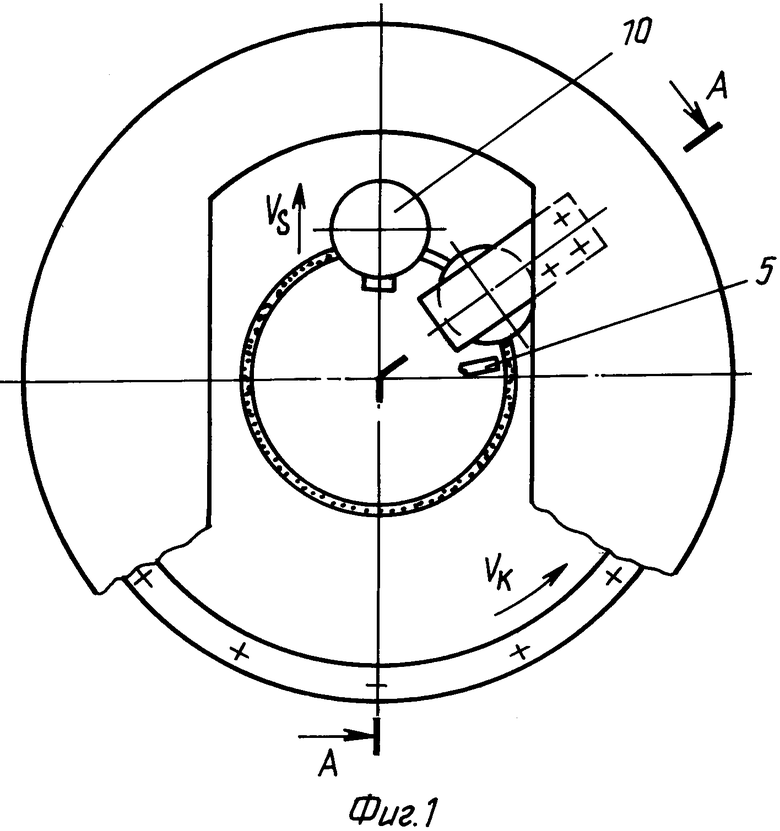
Способ резки полупроводниковых слитков на пластины алмазным отрезным кругом с внутренней режущей кромкой, включающий закрепление и натяжение круга на барабане, вращение последнего вокруг своей оси, введение слитка в отверстие отрезного круга на расстояние, равное сумме заданной толщины пластины и ширины пропила, прямолинейное перемещение на режущую кромку вращающегося круга слитка с отрезанием от последнего пластины при подаче в зону резания водной смазочно-охлаждающей жидкости и отвод слитка в исходное положение, отличающийся тем, что перед отрезанием каждой пластины на режущую кромку отрезного круга подают масляную магнитную жидкость с одновременным наложением на нее магнитного поля.
| Запорожский В.П., Лапшинов Б.А | |||
| Обработка полупроводниковых материалов | |||
| - М.: Высшая школа, 1988, с.38-410, 47-48. |
