Изобретение относится к машиностроению и может быть использовано для удержания, а также точной установки или сборки деталей с контролем выполнения этих операций.
Известен захват промышленного робота, содержащий корпус, на наружной боковой поверхности которого закреплена надувная эластичная оболочка, соединенная с источником сжатого воздуха (Авт. свид. СССР № 831610, кл. В 25 J 15/12, 1981).
Недостатком указанного захвата являются невысокая надежность удержания деталей одной надувной оболочкой, а также его низкие функциональные возможности.
Известен захват промышленного робота (Авт. свид. СССР № 1465308, кл. В 25 J 15/00, 15/12, 1989), содержащий корпус в виде трубки с полостью, соединяющей калиброванное сопло на рабочем торце трубки через регулируемый дроссель с источником сжатого воздуха, на наружной боковой поверхности трубки закреплена надувная эластичная оболочка, соединенная с ее полостью, которая связана с контрольным блоком.
Недостатками данного захвата являются низкая надежность удержания детали одной надувной оболочкой, совмещение давления, которым удерживается деталь, с контрольным давлением для размерной сортировки деталей, а также ограниченность функциональных возможностей захвата.
Наиболее близким техническим решением является захват промышленного робота (Патент РФ № 2141396, кл. В 25 J 15/12, 1998), содержащий корпус в виде трубки, на рабочем торце которой закреплена сменная втулка с соплом, соединенным полостью трубки с контрольным блоком и источником сжатого воздуха, надувную эластичную оболочку, закрепленную на наружной боковой поверхности трубки и соединенную через регулируемый дроссель с источником сжатого воздуха, регулируемый упор с датчиком положения, установленный на наружной боковой поверхности трубки между эластичной оболочкой и ее торцем, противоположным рабочему.
Здесь повышается надежность удержания и контроля деталей по диаметру отверстия, а также расширяются технологические возможности за счет отделения измерительного канала от пневматической линии питания эластичной оболочки, возможности подбора калиброванного сопла, а также контроля положения детали в захвате. Однако такая конструкция захвата не обеспечивает возможность целенаправленного перемещения удерживаемой детали перпендикулярно оси трубки, так как контактное давление, действующее на деталь со стороны надувной оболочки, обеспечивает только ее осесимметричное удержание. Функциональные возможности захвата ограничиваются только удержанием, контролем и сортировкой деталей, что не гарантирует надежную установку детали, например, в ячейки технологического приспособления при сортировке или сопряжение с внутренней ответной поверхностью другой неподвижно закрепленной детали при сборке. Кроме того, выполнение сопла в торце трубки постоянно открытым приводит к повышенному расходу сжатого воздуха, что делает захват неэкономичным.
Технический результат изобретения заключается в расширении функциональных возможностей за счет придания детали дополнительной степени подвижности в виде ее перемещения в захвате в направлениях, перпендикулярных оси трубки, а также возможности создавать осевое сборочное усилие в момент сопряжения с другой деталью или при установке детали в ячейку накопителя при сортировке; в повышении надежности удержания за счет набора пневматических камер с раздельным питанием сжатым воздухом; в повышении экономичности за счет сокращения расхода сжатого воздуха через калиброванное сопло с запорным элементом.
Указанный технический результат достигается тем, что в захвате промышленного робота, содержащем корпус в виде трубки, на рабочем торце которой закреплена сменная втулка с соплом, соединенным полостью трубки с контрольным блоком и источником сжатого воздуха, надувную эластичную оболочку, закрепленную на наружной боковой поверхности трубки и соединенную через регулируемый дроссель с источником сжатого воздуха, регулируемый упор с датчиком положения, установленный на наружной боковой поверхности трубки между эластичной оболочкой и ее торцем, противоположным рабочему, согласно изобретению, надувная эластичная оболочка выполнена в виде набора продольных пневматических камер, расположенных по периметру наружной боковой поверхности трубки, причем каждая пневматическая камера снабжена каналом, посредством которого через клапанный элемент она подсоединена к источнику сжатого воздуха, при этом питающий выход клапанного элемента снабжен регулируемым дросселем, причем регулируемый упор выполнен в виде фланца, установленного на наружной боковой поверхности трубки между пневматическими камерами и ее торцем, противоположным рабочему, с возможностью регулируемого перемещения и подпружиненной нажимной шайбы, расположенной соосно трубке между фланцем и пневматическими камерами, с возможностью осевого перемещения и взаимодействия с фланцем, при этом нажимная шайба скреплена с набором направляющих штоков, установленных во фланце с возможностью осевого перемещения, датчик положения закреплен на фланце с возможностью взаимодействия с нажимной шайбой, полость трубки соединена с пневмораспределителем, к рабочему выходу которого подключен пневмоэлектропреобразователь, а к атмосферному входу - контрольный блок, при этом управляющие входы клапанных элементов, пневмораспределителя, а также выходы блока контроля, датчика положения, пневмоэлектропреобразователя подключены к блоку управления.
Причем сопло сменной втулки снабжено подпружиненным запорным элементом, выполненным с возможностью осевого перемещения.
Отличиями заявляемого захвата промышленного робота является его конструктивное исполнение, при котором надувная эластичная оболочка выполнена на наружной боковой поверхности трубки в виде набора продольных пневматических камер, каждая из которых посредством канала подсоединена через клапанный элемент к источнику сжатого воздуха. Это обеспечивает независимую раздельную подачу сжатого воздуха от источника к пневматическим камерам, что повышает надежность захвата. Установка на питающем выходе каждого клапанного элемента регулируемого дросселя, при этом управляющие входы клапанных элементов подключены к блоку управления, позволяет задавать необходимую скорость заполнения продольных пневматических камер, а также управлять порядком их заполнения и опорожнения, тем самым создавать направленные усилия, посредством которых осуществляется перемещение детали в направлениях, перпендикулярных оси трубки. Таким образом обеспечивается дополнительная степень подвижности детали, а это существенно расширяет функциональные возможности захвата, например, при сборке, когда необходимо осуществлять удерживаемой в захвате деталью сканирующее движение для поиска отверстия в детали, установленной на сборочной позиции.
Выполнение регулируемого упора в виде фланца с возможностью его перемещения и подпружиненной нажимной шайбы, расположенной соосно трубке и скрепленной с набором направляющих штоков, установленных во фланце с возможностью осевого перемещения, позволяет оказывать осевое давление на торец детали, обеспечивая тем самым сборочное усилие. Кроме того, нажимная шайба устраняет возможность перекоса удерживаемой в захвате детали, например, когда ее торец находится над краем отверстия установленной детали, с которой происходит соединение, что позволяет повысить надежность сборки или загрузки детали в ячейки накопителя.
Снабжение регулируемого упора датчиком положения, закрепленным на фланце с возможностью взаимодействия с нажимной шайбой, позволяет определить начало вхождения детали в сопрягаемое отверстие, т.е. контролировать процесс ориентирования деталей, что повышает надежность функционирования захвата.
Выполнение полости трубки, соединенной с пневмораспределителем, к рабочему выходу которого подключен пневмоэлектропреобразователь, а к атмосферному входу - контрольный блок, при этом управляющий вход пневмораспределителя и выходы блока контроля, пневмоэлектропреобразователя подключены к блоку управления, позволяет использовать трубку со сменным соплом, подключенную к блоку контроля, как входной преобразователь для размерного контроля и сортировки, а при подключении к пневмоэлектропреобразователю - как датчик положения или наличия детали в захвате, что расширяет функциональные возможности захвата.
Выполнение сопла сменной втулки, при котором оно снабжено подпружиненным запорным элементом, выполненным с возможностью осевого перемещения, позволяет осуществлять истечение воздуха из сопла, только когда осуществляется контроль положения захвата, например когда запорный элемент начнет контактировать с какой-либо поверхностью.
Проведенный заявителем анализ уровня техники, включающий поиск по патентным и научно-техническим источникам информации, и выявление источников, содержащих сведения об аналогах заявленного изобретения, позволили установить, что заявителем не обнаружен аналог, характеризующийся признаками, идентичными всем признакам заявленного изобретения, а определение из перечня выявленных аналогов прототипа, как наиболее близкого по совокупности признаков аналога, позволило выявить совокупность существенных по отношению к усмотренному заявителем техническому результату отличительных признаков в заявленном объекте, изложенных в формуле изобретения.
Следовательно, заявленное изобретение соответствует требованию "новизна" по действующему законодательству.
Для проверки соответствия заявленного изобретения требованию изобретательского уровня заявитель провел дополнительный поиск известных решений с целью выявления признаков, совпадающих с отличительными от прототипа признаками заявленного изобретения, результаты которого показывают, что заявленное изобретение не следует для специалиста явным образом из известного уровня техники.
Следовательно, заявленное изобретение соответствует требованию "изобретательский уровень".
Сущность предлагаемого изобретения поясняется чертежами конструкции захвата промышленного робота.
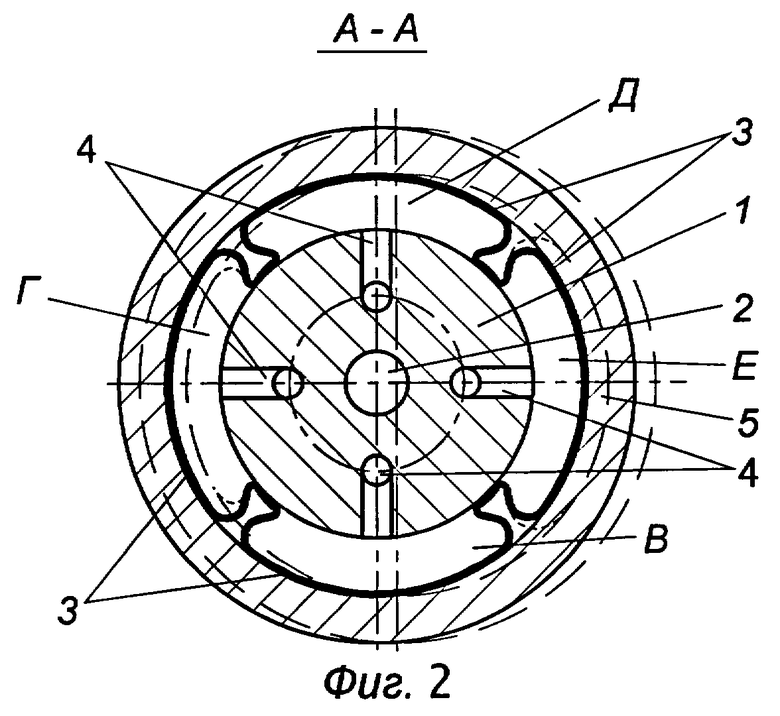
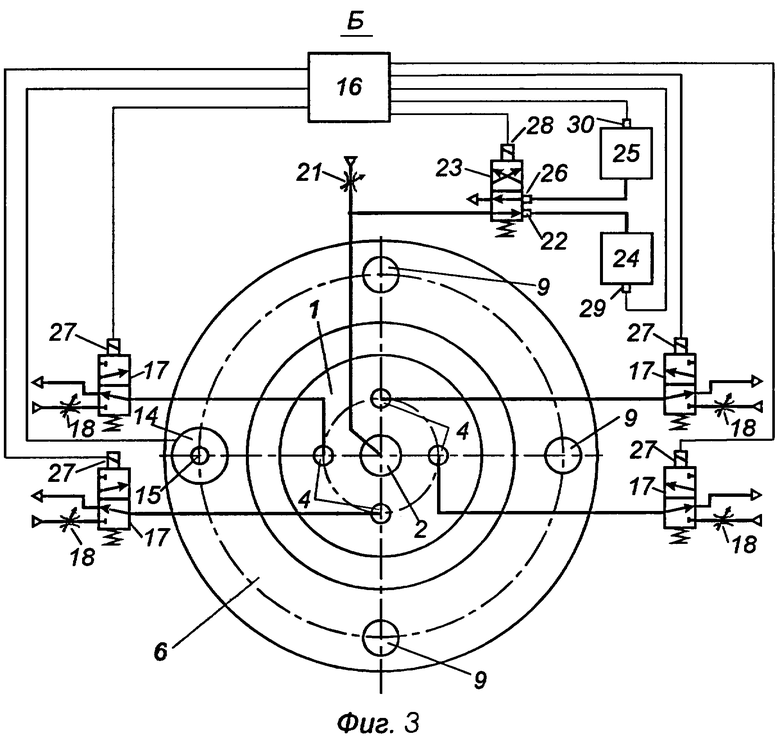
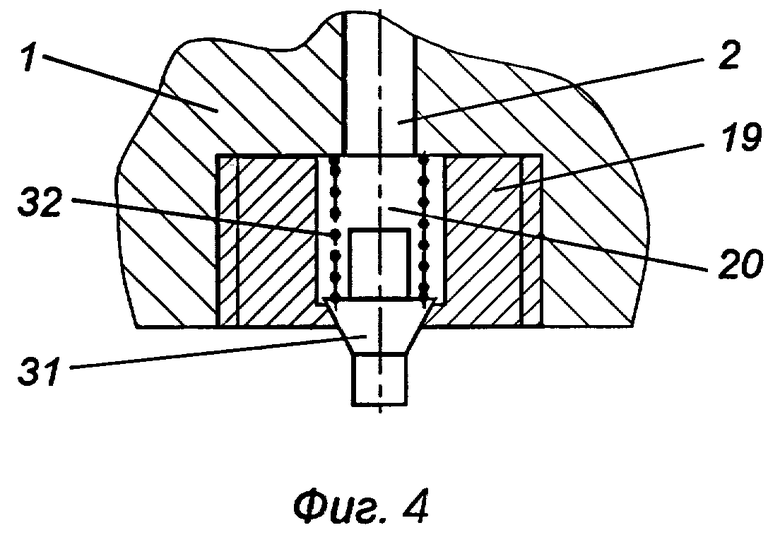
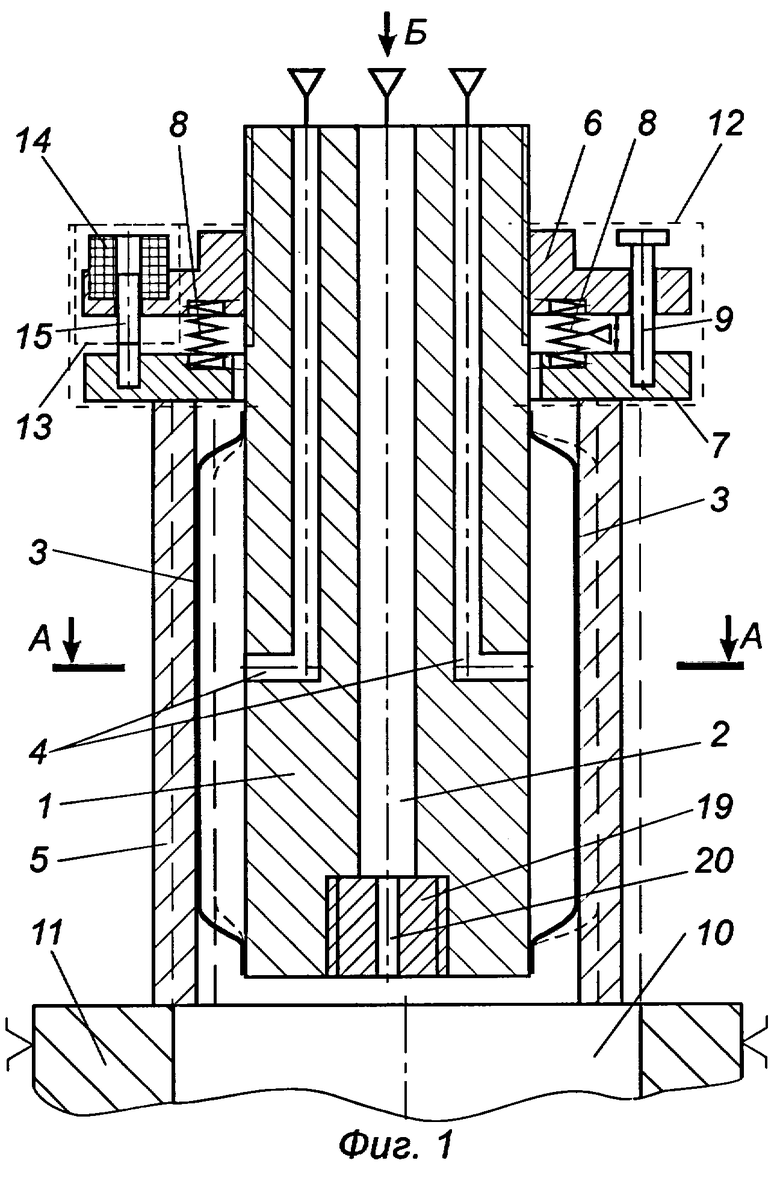
На фиг.1 изображена конструкция захвата в разрезе, общий вид; на фиг.2 - разрез А-А на фиг.1; на фиг.3 - вид Б на фиг.1 и схема подключения элементов захвата к блоку управления; на фиг.4 - сопло сменной втулки с запорным элементом.
Захват промышленного робота (фиг.1 и 2) содержит корпус, выполненный в виде трубки 1 с внутренней полостью 2 и надувную эластичную оболочку, выполненную в виде набора (например, из четырех камер В, Г, Д, Е) продольных пневматических камер 3, расположенных по периметру наружной боковой поверхности трубки 1 и закрепленных, например, клеем, причем каждая из них снабжена каналом 4, выполненным в трубке 1. Такое расположение пневматических камер 3 обеспечивает надежный зажим детали 5, а также возможность осуществлять ее перемещения в направлениях, перпендикулярных оси трубки 1. На наружной боковой поверхности трубки 1 установлен фланец 6, расположенный между пневматическими камерами 3 и ее торцем, противоположным рабочему, с возможностью регулируемого перемещения, например, посредством резьбового соединения. Между фланцем 6 и пневматическими камерами 3 соосно трубке 1 расположены нажимная шайба 7, набор пружин 8 сжатия и набор направляющих штоков 9, которые обеспечивают ее осевое перемещение относительно фланца 6. Направляющие штоки 9, скрепленные с нажимной шайбой 7 и установленные во фланце 6 с возможностью осевого перемещения, позволяют избегать перекоса нажимной шайбы 7 относительно трубки 1, а следовательно, предотвращать перекос детали 5 относительно оси отверстия 10 детали 11, в которое она устанавливается при сборке. Фланец 6, нажимная шайба 7, пружины 8 и направляющие штоки 9 образуют регулируемый упор 12, изменение положения которого посредством резьбового соединения позволяет настраивать захват на требуемый размер детали 5, а также регулировать усилие, оказываемое им на торец детали 5 за счет изменения деформации пружин 8.
Регулируемый упор 12 снабжен датчиком 13 положения (например, индуктивным), соленоид 14 которого закреплен на фланце 6, при этом в нем установлен сердечник 15 с возможностью взаимодействия с нажимной шайбой 7. Датчик 13 положения подключен к блоку 16 управления и позволяет управлять работой захвата на основе информации о величине зазора Δ между фланцем 6 и нажимной шайбой 7 (фиг.1 и 3).
Каждая пневматическая камера 3 посредством канала 4 через соответствующий нормально закрытый клапанный элемент 17 и регулируемый дроссель 18 подсоединена к источнику сжатого воздуха (не показан). В нерабочем состоянии камеры 3 связаны с атмосферой. (В качестве клапанных элементов может быть использован пневмораспределитель типа П-ЭПК, приведенный в кн. Пневматические устройства и системы в машиностроении: Справочник. / Е.В. Герц, А.И. Кудрявцев, О.В. Ложкин и др. Под общ. ред. Е.В. Герц - М.: Машиностроение, 1981. - с.95, рис.4.22). Регулируемый дроссель 18 обеспечивает необходимую скорость заполнения соответствующей пневматической камеры 3, что обеспечивает плавное нарастание давления в ней.
На рабочем торце трубки 1 (фиг.1) установлена сменная втулка 19, которая крепится, например, посредством резьбового соединения. В сменной втулке 19 выполнено сопло 20, которое через полость 2 и регулируемый дроссель 21 (фиг.3) соединено с источником сжатого воздуха (не показан), а через рабочий выход 22 пневмораспределителя 23 - с пневмоэлектропреобразователем 24. (Пневмораспределитель может быть типа В63-1, приведенный в выше упомянутой книге на с.102, рис.4.31. Пневмоэлектропреобразователь может быть типа П-ПЭ-С, приведенный в этой же книге на с.77, рис.3.18). Регулируемый дроссель 21 обеспечивает рабочее давление сжатого воздуха в полости 2. При этом контрольный блок 25 (выполненный, например, в виде пневмоэлектроконтактного сильфонного датчика) подсоединен к атмосферному входу 26 пневмораспределителя 23. Пневмораспределитель 23 позволяет по сигналу от блока 16 управления избирательно подключать полость 2 и сопло 20 либо к контрольному блоку 25, либо к пневмоэлектропреобразователю 24, что позволяет в первом случае использовать их как входной преобразователь для размерного контроля и сортировки, а во втором случае - как датчик положения захвата. Управляющие входы 27 и 28 соответственно клапанных элементов 17 и пневмораспределителя 23, а также выходы 29 и 30 соответственно пневмоэлектропреобразователя 24 и контрольного блока 25 подключены к блоку 16 управления, что позволяет оперативно управлять работой всего захвата.
Сопло 20 сменной втулки 19 (фиг.4) может быть снабжено запорным элементом 31 с пружиной 32, выполненным с возможностью осевого перемещения. Благодаря этому истечение сжатого воздуха из сопла 20 происходит только при контактировании запорного элемента 31 с какой-либо поверхностью, т.е. когда осуществляется контроль положения захвата.
Захват промышленного робота работает следующим образом (фиг.1, 2 и 3).
Предварительно регулируемый упор 12 настраивается таким образом, чтобы при захвате детали 5 устанавливался зазор Δ между фланцем 6 и нажимной шайбой 7, а датчик 13 положения выдавал соответствующий сигнал в блок 16 управления. Настройка осуществляется перемещением фланца 6 по боковой поверхности трубки 1 посредством резьбового соединения.
Настроенный захват, соединенный с рукой робота посредством державки (не показано), вводится в полость детали 5, которая находится на загрузочной позиции. Нажимная шайба 7, взаимодействуя с деталью 5, будет смещаться в сторону фланца 6, одновременно сердечник 15 вводится в соленоид 14 до тех пор, пока не сработает датчик 13 положения и не выдаст сигнал в блок 16 управления, что будет соответствовать зазору Δ и требуемому положению трубки 1 относительно детали 5. При этом блок 16 управления выдаст сигнал на управляющие входы 27 всех клапанных элементов 17, и они подключат каждую пневматическую камеру 3 через соответствующий канал 4 и регулируемый дроссель 18 к источнику сжатого воздуха (не показан). При достижении рабочего давления в пневматических камерах 3 обеспечивается надежный захват и удержание детали 5, необходимые для ее доставки на позицию сборки. Здесь захват устанавливается таким образом, чтобы торец детали 5 соприкасался с торцем собираемой детали 11, после чего блок 16 управления переключит клапанные элементы 17 и соединит пневматические камеры 3 через каналы 4 с атмосферой. После этого деталь 5 будет зафиксирована только нажимной шайбой 7. Далее возможны два случая: несоосность деталей 5 и 11 незначительна и не препятствует сборке; величина несоосности деталей 5 и 11 для осуществления сборки требует их дополнительного ориентирования.
В первом случае под действием сборочного усилия, создаваемого набором пружин 8, нажимная шайба 7 переместит деталь 5 в отверстие 10 детали 11, что одновременно вызовет выведение сердечника 15 из соленоида 14 и прекращение подачи сигнала от датчика 13 положения регулируемого упора 12. Если для сопряжения деталей 5 и 11 необходимо небольшое перемещение, то оно обеспечивается за счет хода нажимной шайбы 7. Если же для сборки требуется значительное по величине перемещение детали 5 в отверстии 10 детали 11, то оно обеспечивается совместным ходом нажимной шайбы 7 и трубки 1. Конечное положение трубки 1 контролирует датчик положения захвата в виде сопла 20 и полости 2, подключенных через регулируемый дроссель 21 к источнику сжатого воздуха (не показан), а через рабочий выход 22 пневмораспределителя 23 - к пневмоэлектропреобразователю 24, который сработает при перекрытии сопла 20, и его выход 29 выдаст соответствующий сигнал в блок 16 управления на останов перемещения трубки 1.
Во втором случае, когда несоосность деталей 5 и 11 препятствует их сборке, нажимная шайба 7 не будет перемещаться и сигнал от датчика 13 положения регулируемого упора 12 не прекратится. Тогда через определенное время блок 16 управления начнет включать клапанные элементы 17 по заданному алгоритму управления. Это обеспечит такой порядок заполнения пневматических камер 3 сжатым воздухом, при котором деталь 5 начнет перемещаться в определенных направлениях, перпендикулярных оси трубки 1. Например, при наборе из четырех пневматических камер 3 (фиг.2) можно использовать следующий алгоритм управления: сжатым воздухом заполняется только пневматическая камера В, затем - только Д, далее - только Г и Д, затем - только В и Е, далее - только Е, затем - только Г, далее - только В и Г, затем - только Д и Е. При таком порядке заполнения пневматических камер 3 сжатым воздухом создаются усилия, которые перемещают деталь 5 в направлениях, перпендикулярных оси трубки 1. Причем эти направления с каждым переключением пневматических камер 3 по данному алгоритму изменяются на противоположное с последующим изменением направления усилия на 45°. Например, при заполненной только пневматической камере Е деталь 5 переместится в положение, показанное пунктиром (фиг.2). Перемещение детали 5 параллельно оси трубки 1 обеспечивается за счет исключения ее перекоса посредством постоянного усилия, создаваемого нажимной шайбой 7, которая может перемещаться только по направляющим штокам 9. Такой процесс автопоиска деталью 5 отверстия 10 детали 11 будет продолжаться до тех пор, пока их несоосность не будет препятствовать сборке. Далее захват будет работать так, как описано в первом случае.
Если захват необходимо использовать для размерного контроля и сортировки деталей, то сигналом от блока 16 управления на управляющий вход 28 пневмораспределителя 23 он переключится. При этом произойдет подсоединение внутренней полости 2 трубки 1 и сопла 20 к контрольному блоку 25, который соединен с атмосферным входом 26 пневмораспределителя 23. Результаты линейного контроля деталей передаются электрически в блок 16 управления через выход 30 контрольного блока 25 для выработки команды, например, на их сортировку. При этом операция сортировки совмещается с транспортировкой и установкой деталей в накопитель годной и бракованной продукции.
Если сопло 20 сменной втулки 19 снабжено запорным элементом 31 с пружиной 32 (фиг.4), то контроль наличия детали или ее размера происходит при контакте с ней запорного элемента 31, который, перемещаясь внутрь сопла 20, открывает выход сжатому воздуху, величина падения давления которого является сигналом датчика о наличии детали или мерой ее линейного размера.
Использование предлагаемого захвата промышленного робота по сравнению с существующими обеспечивает существенное расширение функциональных возможностей за счет того, что самой конструкцией захвата обеспечивается автоматический поиск удерживаемой в нем деталью отверстия детали, с которой осуществляется сборка, или отверстия ячейки приспособления, в которую осуществляется установка сортируемых деталей; обеспечивается создание требуемого по величине осевого усилия в момент сопряжения или установки детали, что дополнительно повышает надежность указанных процессов. Обеспечение избирательного подключения трубки с соплом к контрольному блоку или пневмоэлектропреобразователю позволяет использовать их в первом случае как первичный преобразователь контрольно-сортировочного устройства, а во втором - как датчик положения захвата или наличия детали, что дополнительно позволяет расширить функциональные возможности захвата. Применение двух датчиков положения позволяет контролировать как процесс загрузки-разгрузки, так и сборки, осуществляемые посредством захвата, а также независимое питание сжатым воздухом пневматических камер дополнительно повышает надежность функционирования захвата в целом. Применение запорного элемента для перекрытия сопла, находящегося в нерабочем состоянии, существенно уменьшает расход сжатого воздуха, что делает захват более экономичным по сравнению с аналогами.
Вышеизложенные сведения свидетельствуют о выполнении при использовании заявляемого изобретения следующей совокупности условий:
средство, воплощающее заявляемое изобретение при его осуществлении, предназначено для использования в промышленности, а именно в качестве захвата промышленного робота на позициях робототехнических комплексов, сборочных и контрольно-сортировочных автоматов, где требуется автоматическая сборка деталей цилиндрической формы или раскладка деталей в ячейки накопителя при их сортировке;
для заявляемого изобретения в том виде, как оно охарактеризовано в формуле изобретения, подтверждена возможность его осуществления с помощью вышеописанных в заявке средств;
средство, воплощающее заявляемое изобретение при его осуществлении, способно обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленное изобретение соответствует требованию "промышленная применимость".
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАХВАТ ПРОМЫШЛЕННОГО РОБОТА | 1998 |
|
RU2141396C1 |
| Захват промышленного робота | 1987 |
|
SU1465308A1 |
| АВТОМАТИЗИРОВАННЫЙ СТЕНД ДЛЯ ИСПЫТАНИЯ ИЗДЕЛИЙ НА ГЕРМЕТИЧНОСТЬ | 2001 |
|
RU2194259C2 |
| Пневматический захват | 1989 |
|
SU1785893A1 |
| АВТОМАТИЗИРОВАННЫЙ СТЕНД ДЛЯ ИСПЫТАНИЯ ИЗДЕЛИЙ НА ГЕРМЕТИЧНОСТЬ | 1998 |
|
RU2141634C1 |
| Устройство для отделения плоских воздухопроницаемых деталей от пачки | 1988 |
|
SU1509322A1 |
| ОЧУВСТВЛЕННЫЙ ВАКУУМНЫЙ ЗАХВАТ | 2005 |
|
RU2283751C1 |
| Стенд для испытания изделий на герметичность | 1990 |
|
SU1756787A1 |
| СТЕНД ПРОВЕРКИ ИЗДЕЛИЙ НА ГЕРМЕТИЧНОСТЬ | 2022 |
|
RU2794414C1 |
| ПНЕВМАТИЧЕСКИЙ МНОГОДОЗОВЫЙ БЕЗЫГОЛЬНЫЙ ИНЪЕКТОР | 2003 |
|
RU2241413C1 |
Изобретение относится к машиностроению и может быть использовано для удержания, а также точной установки или сборки деталей с контролем выполнения операций. Захват содержит корпус в виде трубки, на рабочем торце которой закреплена сменная втулка с соплом, соединенным полостью трубки с контрольным блоком и источником сжатого воздуха, надувную эластичную оболочку, закрепленную на наружной боковой поверхности трубки и соединенную через регулируемый дроссель с источником сжатого воздуха, регулируемый упор с датчиком положения, установленный на наружной боковой поверхности трубки между эластичной оболочкой и ее торцем, противоположным рабочему. Надувная эластичная оболочка выполнена в виде набора продольных пневматических камер, расположенных по периметру наружной боковой поверхности трубки. Каждая пневматическая камера снабжена каналом, посредством которого через клапанный элемент она подсоединена к источнику сжатого воздуха, при этом питающий выход клапанного элемента снабжен регулируемым дросселем. Полость трубки соединена с пневмораспределителем, к рабочему выходу которого подключен пневмоэлектропреобразователь, а к атмосферному входу - контрольный блок. При этом управляющие входы клапанных элементов, пневмораспределителя, а также выходы блока контроля, датчика положения, пневмоэлектропреобразователя подключены к блоку управления. Изобретение позволит придать детали дополнительную степень подвижности, повысить надежность удержания детали, повысить экономичность. 1 з.п. ф-лы, 4 ил.
| ЗАХВАТ ПРОМЫШЛЕННОГО РОБОТА | 1998 |
|
RU2141396C1 |
| Захват промышленного робота | 1987 |
|
SU1465308A1 |
| ДЕФОРМИРУЮЩЕ-РЕЖУЩАЯ ПРОТЯЖКА | 2003 |
|
RU2237552C1 |

