Изобретение относится к области машиностроения, в частности к способам изготовления деталей методом пластического деформирования, а именно к способам импульсного холодного накатывания эвольвентных зубьев колес методом огибания с дискретной подачей инструмента на один оборот заготовки, и может быть использовано для получения заготовок зубчатых колес с малым припуском преимущественно с зубьями криволинейной формы.
Известен способ горячего накатывания косозубых цилиндрических зубчатых колес зубчатыми накатниками на зубонакатном станке с предварительным нагревом заготовки методом обката, который заключается в том, что заготовке и инструменту сообщают согласованное вращательное движение, а зубчатому накатнику осевую подачу (Производство зубчатых колес. Справочник. С.Н. Калашников и др., 3-е изд. перераб. и дополн. - М.: Машиностроение. 1990. С. 25, рис. 2.8а). Недостатком способа является низкая точность получаемых размеров венца и колеса, а также частичное выгорание углерода и легирующих элементов при многократных нагревах заготовки, что снижает прочность и износостойкость рабочих поверхностей зубьев.
Известен способ импульсного накатывания зубчатых колес с эвольвентным профилем зубьев накатной головкой, принятый за прототип, в условиях единичного деления и осевой подачи путем периодического взаимодействия роликов накатной головки с боковыми сторонами соседних зубьев заготовки. Роликам накатной головки сообщают свободное вращение вокруг своих осей и планетарное вращение относительно оси накатной головки. Оси роликов располагают параллельно оси вращения накатной головки. Способ позволяет осуществить холодное накатывание зубчатых колес (СН, патент 609261, кл. В 21 Н 5/02, 1979).
Недостатком способа является невозможность осуществить импульсное накатывание зубьев криволинейной формы, например арочной, циклоидальной и др.
Техническим результатом изобретения является расширение технологических возможностей способа импульсного накатывания зубчатых колес с эвольвентным профилем зубьев за счет получения зубьев криволинейной формы.
Указанный технический результат достигается тем, что в способе импульсного накатывания зубчатых колес с эвольвентным профилем зубьев накатной головкой в условиях единичного деления и осевой подачи путем периодического взаимодействия роликов накатной головки с боковыми сторонами соседних зубьев заготовки колеса, при этом роликам сообщают свободное вращение вокруг своих осей и планетарное вращение относительно оси накатной головки, накатной головке дополнительно сообщают круговое движение вокруг оси, перпендикулярной оси планетарного вращения роликов, и дискретную подачу за один оборот заготовки колеса в тангенциальном направлении, при этом берут накатную головку с двумя роликами с рабочей поверхностью в виде усеченных конусов разной высоты, обращенных большими основаниями к друг другу, причем оси роликов устанавливают под углом, соответствующим углу профиля исходного контура инструментальной рейки.
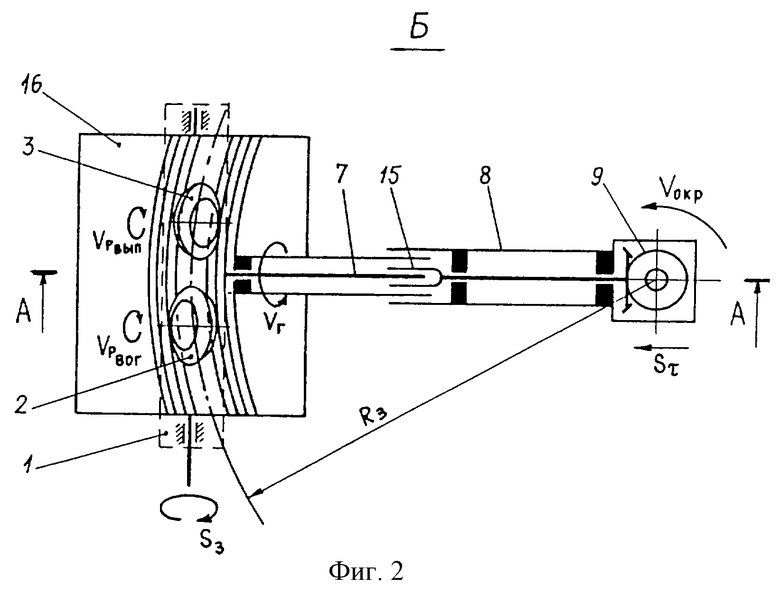
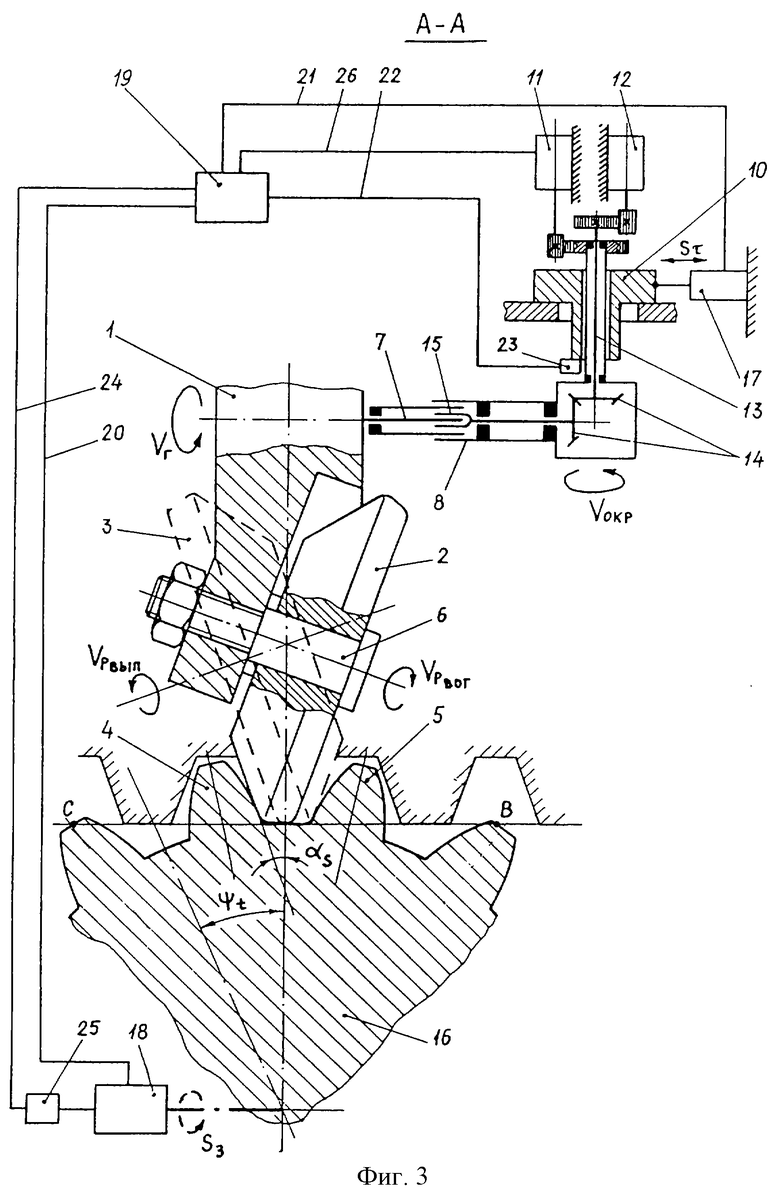
На фиг. 1 представлена принципиальная схема устройства, реализующего способ. На фиг. 2 - вид Б фиг.1, на которой представлена схема привода накатной головки, реализующая расположение роликов на радиусе кривизны арочного зуба. На фиг.3 - разрез А - А фиг.2, на которой представлен профиль рабочей части накатной головки в ее диаметральном сечении, совмещенном с плоскостью, в которой лежит ось дополнительного кругового движения головки.
Устройство (фиг.1, 2 и 3), реализующее предложенный способ, содержит накатную головку 1, состоящую по меньшей мере из двух роликов 2 и 3 для формирования соответственно вогнутой и выпуклой боковых профилей соседних зубьев 4 и 5. Ролики 2 и 3 выполнены с рабочими поверхностями в виде усеченных конусов разной высоты, обращенных большими основаниями к друг другу. Оси 6 роликов 2 и 3 установлены в корпусе головки 1 под углом αs, соответствующим углу профиля исходного контура воображаемой инструментальной рейки, условно показанной на фиг. 3. Головка 1 размещена на шлицевом валу 7, проходящем внутри телескопического водила 8 регулируемой длины, закрепленного на поворотной колонке 9 (фиг. 1), размещенной на неподвижном основании 10. Для вращения поворотной колонки 9 вокруг своей оси предназначен привод 11 и колонка 9. Вращение головки 1 вокруг своей оси обеспечивается приводом 12, состоящим из зубчатой цилиндрической передачи, вала 13, конической передачи 14, шлицевого вала 15, соединенного с валом 7 шлицевым зацеплением, расположенных внутри телескопического водила 8. Для тангенциальной подачи накатной головки 1 относительно заготовки накатываемого зубчатого колеса 16 за один ее оборот имеется сервопривод 17, жестко соединенный с основанием 10 (фиг. 1, 3). Для единичного деления заготовки накатываемого зубчатого колеса 16 на один зуб (угловой шаг ψt) имеется привод 18 единичного деления (фиг. 1), жестко связанный с заготовкой колеса 16. Для управления работой приводов 11, 12, 17 и 18 устройство снабжено блоком 19 программного управления, функциональными связями 20 и 21 соответственно для сервопривода 17 и привода 18 единичного деления, связью 22 с измерителем 23 углового положения оси вращения головки 1 относительно оси заготовки колеса 16, связью 24 с измерителем 25 привода 18 единичного деления заготовки колеса 16 и связью 26 с приводом 11 вращения колонки 9 вокруг своей оси.
Импульсное накатывание зубчатых колес с эвольвентным профилем зубьев по предлагаемому способу осуществляется следующим образом.
При накатывании зубчатых колес 16 с эвольвентным профилем зубьев накатной головкой 1 в условиях единичного деления и осевой подачи путем периодического взаимодействия роликов 2 и 3 накатной головки 1 с боковыми сторонами соседних зубьев заготовки колеса 16 роликам 2 и 3 сообщают свободное вращение вокруг своих осей и планетарное вращение относительно оси накатной головки 1. В соответствии с заданным радиусом кривизны впадины арочного зуба R3 (фиг.1, 2) устанавливают длину водила 8 за счет смещения шлицевого вала 7 относительно шлицевого вала 15 с последующей жесткой фиксацией таким образом, чтобы размер от оси вала 13 до рабочих поверхностей роликов 2 и 3 соответствовал радиусу кривизны накатываемых вогнутых и выпуклых профилей зубьев 4 и 5. При этом берут накатную головку 1 с двумя роликами 2 и 3 с рабочей поверхностью в виде усеченных конусов разной высоты, обращенных большими основаниями к друг другу, а оси роликов 2 и 3 устанавливают под углом αs (фиг.3), соответствующим углу профиля исходного контура воображаемой инструментальной рейки.
Импульсное накатывание впадины арочных зубьев 4 и 5 осуществляется вращающейся вокруг своей оси от привода 12 с скоростью VГ накатной головкой 1, которой дополнительно сообщают от блока 19 программного управления посредством связи 26 круговое движение от привода 11 со скоростью Voкp вокруг оси вала 13, перпендикулярной оси планетарного вращения роликов 2 и 3, и дискретную подачу Sτ от сервопривода 17 (фиг.1) за один оборот заготовки колеса 16 в тангенциальном направлении, причем скорость VГ много больше скорости Vокр.. При этом ролики 2 и 3, вращающиеся вокруг своих осей соответственно со скоростями VРВОГ и VРВЫП за счет силы трения при их взаимодействии с заготовкой колеса 16, в период нахождения оси вращения накатной головки 1 в секторе заготовки колеса 16 с центральным углом αt (фиг.1) многократно периодически вдавливаются в заготовку за каждый проход головки 1 на ширине накатываемого зубчатого венца колеса 16, одновременно формируя соответственно вогнутую и выпуклую боковые стороны зубьев 4 и 5.
Центральный угол αt, измеряемый в плоскости вращения водила 8, образован лучами, проходящими от оси вращения вала 13 (оси поворотной колонки 9) через торцы зубчатого венца накатываемой заготовки колеса 16. Его величина контролируется измерителями 23 углового положения водила 8 относительно заготовки колеса 16. Импульсы от измерителей 23 посредством связей 22 (фиг.1) направляются в блок 19 программного управления. После каждого выхода головки 1 из зацепления с заготовкой колеса 16 блок 19 программного управления посредством связи 20 включает привод 18, который осуществляет поворот заготовки колеса 16 в направлении круговой подачи S3 на один угловой шаг ψt (фиг.1, 3).
Затем процесс импульсного накатывания периодически повторяется для каждой впадины последующих зубьев до совершения заготовкой колеса 16 полного оборота, что контролируется измерителем 25 регистрации полных оборотов заготовки колеса 16. Импульс после завершения полного оборота заготовки колеса 16 от измерителя 25 посредством связи 24 направляется в блок 19 программного управления, который посредством связи 21 включает сервопривод 17, перемещающий основание 10, поворотную колонку 9, водило 8 и накатную головку 1 на величину подачи Sτ в тангенциальном направлении к заготовке колеса 16. Величина подачи Sτ устанавливается блоком 19 программного управления. Таким образом ролики 2 и 3 накатной головки 1 последовательно внедряются во впадину зубьев заготовки колеса 16 на заданную глубину, формируя полный профиль всех зубьев колеса 16 при тангенциальном перемещении головки 1 из точки B в точку C (фиг.3). Число зубьев накатываемого колеса 16 задается блоком 19 программного управления и определяется числом импульсов измерителя 25, регистрирующего полные обороты заготовки колеса 16.
Сообщение накатной головке 1 дополнительного кругового движения вокруг оси, перпендикулярной оси планетарного вращения роликов 2 и 3, позволяет накатывать зубчатые колеса с зубьями криволинейной формы, а одновременное сообщение накатной головке дискретной подачи за один оборот заготовки в тангенциальном направлении к ней позволяет заменить метод копирования при пластическом формообразовании зубьев методом квазинепрерывного обката, что позволяет повысить точность накатываемых зубьев колес.
Применение для формирования отдельно вогнутой и выпуклой боковых сторон соседних зубьев двух роликов с рабочими поверхностями в виде двух усеченных конусов разной высоты, обращенных большими основаниями к друг другу, при установке осей роликов под углом, соответствующим углу профиля исходного контура воображаемой инструментальной рейки, исключает трение скольжения роликов и касания ими боковых сторон соседних зубьев при формировании ими впадин криволинейной формы посредством вдавливания их в заготовку. При этом диаметры накатных роликов и головки подбирают оптимальными для предотвращения искажения профиля накатываемых боковых профилей соседних зубьев и обеспечения наилучших показателей процесса накатывания - производительности, стойкости инструмента, точности и шероховатости накатываемых поверхностей.
Кроме этого, предлагаемый способ импульсного накатывания зубчатых колес с эвольвентным профилем зубьев является универсальным, так как обеспечивает накатывание зубьев не только арочной (круговой), но и любой другой криволинейной формы зубьев вдоль зубчатого венца при сообщении заготовке зубчатого колеса дополнительной осевой подачи. При фиксации водила перпендикулярно оси вращения заготовки способ, в частности, позволяет накатывать и прямолинейные зубья колес при Vокр=0.9
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074794C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 1997 |
|
RU2123915C1 |
| ШЛИФОВАЛЬНАЯ ГОЛОВКА | 1999 |
|
RU2148488C1 |
| ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ | 2002 |
|
RU2209325C1 |
| УСТРОЙСТВО ДЛЯ ИСПЫТАНИЯ НА ПРОЧНОСТЬ ЗУБЧАТЫХ КОЛЕС И ИХ ЭЛЕМЕНТОВ | 2001 |
|
RU2193177C1 |
| ТЕЛЕЖКА РЕЛЬСОВОГО ТРАНСПОРТНОГО СРЕДСТВА | 1999 |
|
RU2168431C2 |
| ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ | 2001 |
|
RU2205283C1 |
| ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ | 2000 |
|
RU2178826C1 |
| ИСКРОГАСИТЕЛЬ-ГЛУШИТЕЛЬ ВЫХЛОПНЫХ ГАЗОВ | 2001 |
|
RU2189465C1 |
| Инструмент для накатывания зубчатых профилей | 1988 |
|
SU1516208A1 |
Изобретение относится к машиностроению, в частности к способам изготовления деталей методом пластического деформирования, а именно к способам импульсного холодного накатывания эвольвентных зубьев колес методом огибания с дискретной подачей инструмента на один оборот заготовки, и может быть использовано для получения заготовок зубчатых колес с малым припуском преимущественно с зубьями криволинейной формы. В способе импульсного накатывания зубчатых колес с эвольвентным профилем зубьев накатной головкой в условиях единичного деления и осевой подачи путем периодического взаимодействия роликов накатной головки с боковыми сторонами соседних зубьев заготовки колеса роликам сообщают свободное вращение вокруг своих осей и планетарное вращение относительно оси накатной головки, при этом накатной головке с двумя роликами с рабочей поверхностью в виде двух усеченных конусов разной высоты, обращенных большими основаниями к друг к другу, дополнительно сообщают круговое движение вокруг оси, перпендикулярной оси планетарного вращения роликов, и дискретную подачу за один оборот заготовки колеса в тангенциальном направлении, причем оси роликов устанавливают под углом, соответствующим углу профиля исходного контура инструментальной рейки. Изобретение обеспечивает расширение технологических возможностей способа импульсного накатывания зубчатых колес с эвольвентным профилем зубьев за счет получения зубьев криволинейной формы. 3 ил.
Способ импульсного накатывания зубчатых колес с эвольвентным профилем зубьев накатной головкой в условиях единичного деления и осевой подачи путем периодического взаимодействия роликов накатной головки с боковыми сторонами соседних зубьев заготовки колеса, при этом роликам сообщают свободное вращение вокруг своих осей и планетарное вращение относительно оси накатной головки, отличающийся тем, что накатной головке дополнительно сообщают круговое движение вокруг оси, перпендикулярной оси планетарного вращения роликов, и дискретную подачу за один оборот заготовки колеса в тангенциальном направлении, при этом берут накатную головку с двумя роликами с рабочей поверхностью в виде двух усеченных конусов разной высоты, обращенных большими основаниями друг к другу, причем оси роликов устанавливают под углом, соответствующим углу профиля исходного контура инструментальной рейки.
| CH 609261, 26.09.1978 | |||
| RU 1758941 A, 27.08.1996 | |||
| RU 94023278 A, 10.04.1997 | |||
| МЕХАНИЗМ ДЛЯ НЕПРЕРЫВНОГО ИЗМЕНЕНИЯ СКОРОСТИ ВРАЩЕНИЯ СВЯЗАННЫХ МЕЖДУ СОБОЙ ПРИВОДНОГО И ВЕДОМОГО ЭЛЕМЕНТОВ ТРАНСМИССИИ | 1993 |
|
RU2121616C1 |
| Способ накатки зубьев | 1983 |
|
SU1217540A1 |
| ЧЕТЫРЕХПЛЕЧИЙ ЦИРКУЛЯТОР | 0 |
|
SU231640A1 |
| DE 1287549, 23.01.1969 | |||
| DE 3619631, 16.12.1987 | |||
| Способ изготовления зубчатых профилей продольной накаткой | 1978 |
|
SU747606A1 |

