1
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении зубчатых колес внешнего и внутреннего зацеплений методами горячей и холодной накатки зубьев.
Цель изобретения - повышение качества накатываемых зубьев.
Па чертеже изображено устройство, осуществляющее предлагаемый способ, общий вид. , .
Устройство содержит корпус 1 с за- креплеиньм в нем колесом синхронизирующей передачи 2, инструментальный блок 3 с накатниками 4, имеющими коническую заборную часть 5 с толщиной зуба на вершине на окружности малого диаметра усеченного конуса на . 30-50% меньше толщины зуба на вершине на окружности большого диаметра и с синхронизирующей шестерней 6, расположенными на эксцентриковых осях 7, гидроцилиндр радиальной подачи 8 и винт 9 механизма дискретной осевой подачи (не показан) инструментального блока 3, Корпус 1 приводится во вращение с помощью электромеханического привода (не показан), инструментальный блок 3 удерживаете от проворота шпонкой 10 и неподвижной опорой 11.
7540
Способ накатки зубьев, например,
на колесе внутреннего зацепления заключается в следующем.
В корпусе 1 устанавливается за- 5 готовка 12 и при вращении нагревается индуктором (не показан). В исходном положении накатники 4 коническими частями 5 касаются внутреннего диаметра заготовки 12, причем меж- 0 осевое расстояние в синхронизирующей передаче на 0,4 - 0,5 меньше номинального значения, соответствующего беззазорному зацеплению. При синхронном вращении заготовки 12 и 15 накатников 4 подается давление
в гидроцилиндр радиальной подачи 8, в результате чего сформируются зубья на некоторой длине заготовки 12, и в конце цикла синхронизирующие коле- 20 са 2 и 6 входят в беззазорное зацепление, осуществляя калибровку зубьев заготовки 12 на заданной длине. После этого накатники 4 сводятся в исходное положение, инструментальный 25 блок 3 винтом 9 механизма дискретной осевой подачи перемещается в осевом направлении на величину 1,5 - 2, и цикл накатки повторяется. Предварительно сформированные зубья заго- 2Q товки в конце очередного цикла накатки взаимодействуют с зубьями накатника, дополнительно повышая жесткость синхронизирующей передачи.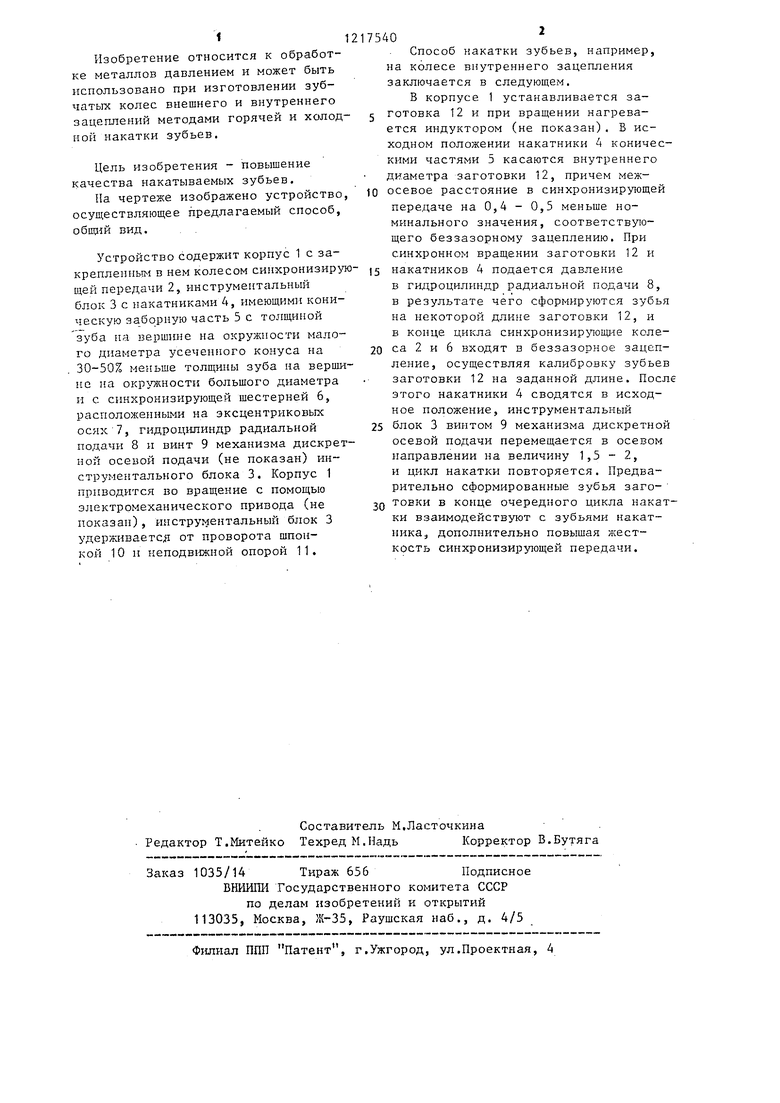
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для чистовой обработки зубчатых колес | 1980 |
|
SU871948A1 |
| Устройство для размерной термомеханической обработки зубчатых колес | 1984 |
|
SU1244195A1 |
| УСТРОЙСТВО ДЛЯ НАКАТКИ ЗУБЧАТЫХ КОЛЕС | 1985 |
|
SU1653261A1 |
| СТАНОК ДЛЯ ШЕВИНГОВАНИЯ - ПРИКАТЫВАНИЯ ЗУБЧАТЫХ КОЛЕС | 1992 |
|
RU2068754C1 |
| Устройство для накатки зубчатых колес | 1989 |
|
SU1609522A1 |
| Устройство для накатки внутренних зубчатых профилей | 1988 |
|
SU1710175A1 |
| Установка для термомеханической обработки зубчатых колес внутреннего зацепления | 1987 |
|
SU1468936A1 |
| Устройство для накатывания цилиндрических зубчатых колес | 1974 |
|
SU572322A1 |
| Устройство для накатки профилей | 1981 |
|
SU963655A1 |
| СПОСОБ НАКАТЫВАНИЯ ЗУБЧАТЫХ ВЕНЦОВ | 1991 |
|
RU2015780C1 |

| Устройство для горячей накатки зубчатых колес | 1955 |
|
SU116884A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
