Изобретение относится к текстильной промышленности, в частности к изготовлению пожарных и наливных рукавов на основе текстильного чехла.
Известен способ изготовления пожарного рукава путем предварительной обработки чехла латексом, отжимом, обработки коагулянтом, повторного отжима и обработки латексом внутренней поверхности чехла с последующими промывкой, сушкой и талькированием, где предварительную обработку чехла осуществляют латексом с содержанием сухого вещества 47-55% одновременно с наружной и внутренней поверхности чехла, а обработку внутренней поверхности чехла проводят тем же латексом с содержанием сухого вещества 38-44% (авт. свид. СССР 1239183, кл. D 06 М 15/28 "Способ изготовления пожарного рукава", публ. 23.06.86. Бюл. 23).
Известный способ изготовления пожарного рукава сложный и трудоемкий, дважды осуществляют покрытие латексом поверхностей пожарного тканого чехла с разной концентрацией сухого вещества латекса, с последующей промывкой, на что затрачивают значительное время, при этом требуется сложное оборудование, а в результате - низкая производительность и пожарный рукав имеет значительный вес погонного метра при высокой себестоимости.
Наиболее близким техническим решением с предлагаемым, взятым за прототип, является известный способ изготовления пожарного рукава, согласно которому внутрь тканого чехла пожарного рукава вводят путем протяжки на лентопротяжном устройстве гидроизоляционный слой в виде оболочки, полученной экструдированием полимера (патент ГДР 269975, кл. В 29 D 23/22 "Способ изготовления пожарного рукава", опубл. 19.07.1989).
Однако оболочка, полученная из полимера, имеет толщину стенки 0,6-1,2 мм, что значительно увеличивает вес погонного метра пожарного рукава, что влияет на его эксплуатационные характеристики, при этом прочность оболочки невысока.
В основу изобретения поставлена задача разработать способ изготовления пожарного рукава, устраняющий недостатки прототипа, путем выполнения оболочки из сополимера этилена при 120-130oС со скоростью 900-1000 м/ч и осуществления сцепления на паропроводе при 110-120oС в течение 5-10 мин, что позволяет получать более легкую и прочную оболочку, снизить вес пожарного рукава и улучшить его эксплуатационные характеристики, обеспечить прочное адгезионное сцепление.
Решение поставленной задачи достигается тем, что в способе изготовления пожарного рукава введением внутрь тканого чехла путем протяжки на лентопротяжном устройстве гидроизоляционного слоя в виде внутренней оболочки, полученной экструдированием полимера через формующую головку экструдера с последующим сцеплением их при повышенной температуре, согласно изобретению оболочку получают из сополимера этилена при 120-130oС со скоростью 900-1000 м/ч, а сцепление осуществляют на паропроводе при 110-120oС в течение 5-10 мин.
При этом в качестве сополимера этилена используют сополимер этилена с винилацетатом или с акриловым эфиром.
Предложенный способ изготовления пожарного рукава по сравнению с прототипом обеспечивает удобство в пользовании за счет снижения веса погонного метра пожарного рукава с улучшенными эксплуатационными характеристиками.
В предлагаемом техническом решении отличительные признаки на являются характеристикой целых частей целого объекта, которые сами могут быть целыми и самостоятельными объектами со своими функциями, потому что в отрыве от других частей (признаков) они не классифицируются, а совокупность признаков, изложенных в отличительной части формулы, не была обнаружена в известных технических решениях, поэтому предлагаемое решение соответствует требованию "изобретательского уровня".
Техническим результатом предлагаемого изобретения является низкая материалоемкость пожарного рукава, снижение веса погонного метра рукава, снижение себестоимости за счет использования дешевого материала внутренней оболочки и обеспечения прочного адгезионного сцепления.
Изготовление оболочки из сополимера этилена при 120-130oС со скоростью 900-1000 м/ч обеспечивает получение легкой, герметичной оболочки для покрытия внутренней поверхности тканого пожарного рукава за счет низкого удельного веса сополимера этилена, позволяет повысить производительность.
Осуществление сцепления оболочки с тканым чехлом на паропроводе при 110-120oС в течение 5-10 мин обеспечивает прочное адгезионное сцепление тканой основы с сополимерами этилена, повышает прочность при разрыве.
Использование в качестве сополимера этилена композиции из двух полимеров: сополимера этилена с винилацетатом или с акриловым волокном позволяет улучшить эксплуатационные характеристики пожарного рукава, увеличить относительное удлинение при разрыве, а также повысить прочность.
Предлагаемый способ осуществляют по следующей схеме, представленной на чертеже.
Установка для изготовления пожарного рукава включает экструдер 1 с бункером 2 для приема гранул сополимеров этилена. Экструдер 1 с холодильником 3 посредством транспортера 4 связан с лентопротяжным устройством 5, которое посредством транспортера 6 соединено с паропроводом 7.
Предложенный способ осуществляет следующим образом. Гранулы сополимеров этилена, например этилена с винилацетатом или с акриловыми эфирами (эватан, сэвилен, лотрил ТУ 6-05-1636-97 ОАО "Сэвилен" г. Казань) засыпают в бункер 2 экструдера 1 для экструдирования при 120-130oC на формующей головке экструдера заданного диаметра для получения внутренней оболочки пожарного рукава. Экструдирование осуществляют со скоростью 900-1000 м/ч. Сформированную оболочку заданного диаметра охлаждают водой в холодильнике 3, после чего на транспортере 4 ее подают в лентопротяжное устройство 5, на столе которого предварительно располагают тканевый чехол пожарного рукава. На лентопротяжном устройстве 5 внутреннюю оболочку протягивают внутрь тканого чехла пожарного рукава и посредством транспортера 6 подают и закрепляют фиксатором на паропроводе 7, в котором осуществляют адгезионное сцепление оболочки с тканым чехлом при 110-120oС в течение 5-10 мин.
Пример конкретного выполнения.
В бункер 2 экструдера 1 засыпают фракции сополимеров этилена, например этилена с винилацетатом (эватарн) гранулы 4 мм из расчета 70 г на 1 метр, которые экструдируют при 120oС на формующей головке экструдера со скоростью 950 м/ч. Сформированную оболочку с внутренним диаметром ⊘51 мм толщиной стенки ≈0,1 мм пропускают через холодильник 3, после чего на транспортере 4 ее подают на стол лентопротяжного устройства 5. На столе лентопротяжного устройства 5 типа ЛМ предварительно располагают тканый чехол пожарного рукава, изготовленный любым известным способом. На лентопротяжном устройстве 5 внутреннюю оболочку протягивают внутрь тканого чехла пожарного рукава, после чего на транспортере 6 рукав подают и закрепляют фиксатором на паропроводе 7, где и осуществляют адгезионное сцепление оболочки с тканым чехлом при 115oС в течение 6 мин. Вес погонного метра полученного пожарного рукава составляет 150 г, а скатка (20 м) весит 3 кг, в сравнении вес погонного метра рукава по прототипу 375 г, а скатка - 7,5 кг.
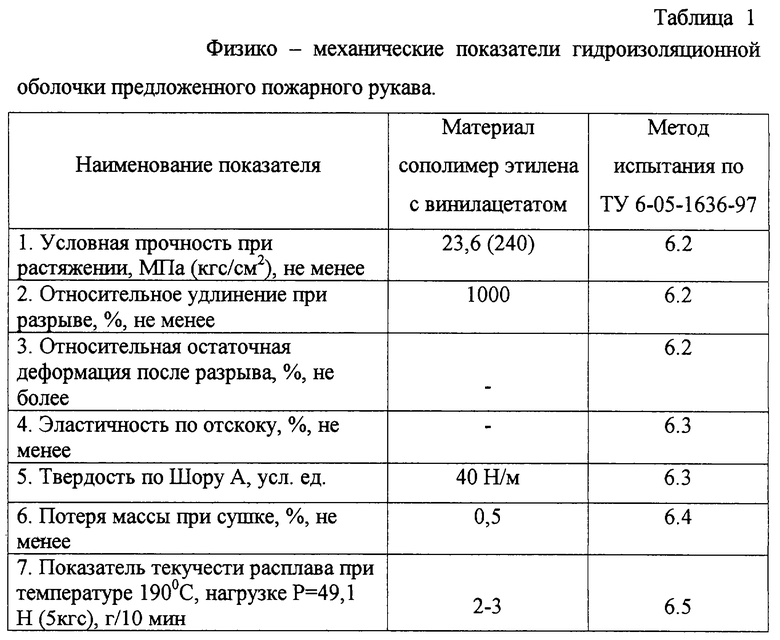
Физико-механические показатели гидроизоляционной оболочки предложенного пожарного рукава представлены в табл. 1.
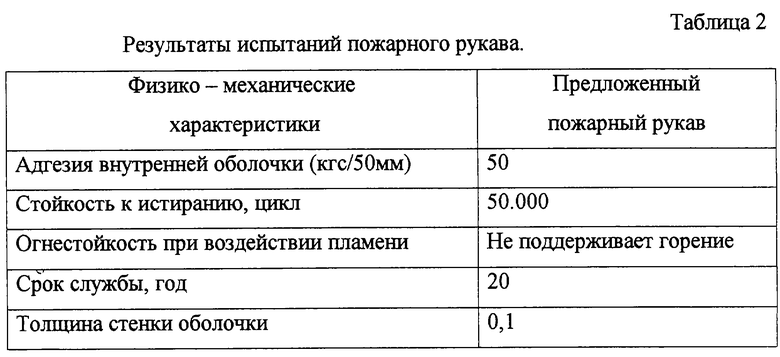
Результаты испытаний пожарного рукава, изготовленного предлагаемым способом, представлены в табл. 2.
Для получения оболочек различного внутреннего диаметра, различных характеристик эластичности, относительно удлинения и т.д. возможно осуществлять модифицирование сополимеров этилена различными добавками.
Изобретение относится к технологии получения пожарного рукава. Согласно способу оболочку получают из сополимера этилена при 120-130oС со скоростью 900-1000 м/ч, а сцепление оболочки с тканым чехлом осуществляют на паропроводе при 110-120oС в течение 5-10 мин. При этом в качестве сополимера этилена используют сополимер этилена с винилацетатом или с акриловым эфиром. Изобретение позволяет снизить вес погонного метра рукава за счет получения легкой и прочной оболочки путем использования сополимера этилена для ее изготовления, повысить производительность, улучшить условия эксплуатации, увеличить срок службы рукава. 1 з.п.ф-лы, 2 табл., 1 ил.
| ПРЕОБРАЗОВАТЕЛЬ ДВОИЧНЫХ СИГНАЛОВ В КВАЗИТРОИЧНЫЕ | 0 |
|
SU269975A1 |
| СПОСОБ НАНЕСЕНИЯ ВОДОНЕПРОНИЦАЕМОГО ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ТКАНОГО ЧЕХЛА В ПОЖАРНОМ РУКАВЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2181082C2 |
| DE 3021618 А1, 11.12.1980 | |||
| Устройство для нанесения покрытия на внутреннюю поверхность тканевого рукава | 1989 |
|
SU1657401A1 |

