Изобретение относится к технологии и оборудованию текстильной промышленности при изготовлении пожарных рукавов, образуемых из тканых чехлов из синтетических нитей и покрытий внутренней поверхности чехлов водонепроницаемой пленкой.
Известны и применяются на практике несколько способов изготовления многослойных пожарных рукавов:
а) Cпособ обрезинивания чехла на клею оболочкой из сырой резины с последующей вулканизацией рукава под давлением водяного пара. Одним из вариантов этой технологии является способ по патенту DD 269975, кл. В 29 D 23/22. Недостатком названного способа являются относительно невысокие механические качества резины, необходимость использования клея, перегретого пара, а также низкая производительность способа.
б) Способ обрезинивания чехла методом ионного отложения из латекса. Способ известен по авторским свидетельствам СССР 136043, 499129, 5033734 и др., кл. В 29 D 23/22.
в) Cпособ изготовления трехслойных рукавов методом экструзии, при котором оболочками из полимера покрываются как внутренняя, так и наружная поверхность чехла. Одним из вариантов этой технологии является способ по авторскому свидетельству SU 994597, при котором покрытие чехла производится на основе бутадиенстирольного термоэластопласта, основу которого составляет каучук.
Аналогом изобретенного способа является способ обрезинивания чехла оболочкой из сырой резины с последующей вулканизацией рукава (патент DD 269975). Общим в этих способах является то, что в обоих случаях рукав собирается из чехла и трубчатой водонепроницаемой оболочки.
Изобретенный способ позволяет производить покрытие чехлов водонепроницаемой оболочкой с улучшением качества пожарных рукавов без применения клея и водяного пара, как это делается по патенту DD 269975, что снижает себестоимость изготовления рукавов и резко повышает производительность при их производстве.
Эффективность изобретенного способа достигается тем, что в отличие от аналога внутреннее покрытие чехла производят не резиной, а оболочкой из термопластичного полимера, представляющего собой сополимер этилена с винилацетатом и относящегося к классу полиолефинов, известного под торговым названием "сэвилен".
Свойство этого полимера при нагревании размягчаться и выделять с поверхности жидкую фракцию, проявляющую клеящие свойства, определяет технологию присоединения трубчатой водонепроницаемой оболочки из полимера ко внутренней поверхности ткани чехла, которая коренным образом отличается от технологии аналога.
Согласно изобретенному способу внутрь тканого чехла закрепляют трубчатую оболочку из полимера и собранный таким образом рукав заполняют воздухом под давлением 0,5...0,7 атм. После этого рукав подвергают нагреву с помощью нагревателя-утюга, нагревающие поверхности которого схватывают рукав по его наружной цилиндрической поверхности. Нагреватель перемещают вдоль изготовляемого рукава.
Скорость перемещения нагревателя вдоль изготовляемого рукава зависит от содержания винилацетата в композиции "сэвилена", которая для различных его марок колеблется от 5 до 30%. Соответственно этому температура плавления составляет от 125 до 190oС. В работающей установке скорость перемещения нагревателя принята в 4 м/мин.
Температуру рабочих поверхностей нагревателя регулируют с тем, чтобы при заданной скорости перемещения нагревателя трубчатая оболочка полимера внутри чехла не подвергалась расплаву, а лишь начинала оплавляться, выделяя жидкую фракцию с поверхности, которая склеивает оболочку с тканью чехла.
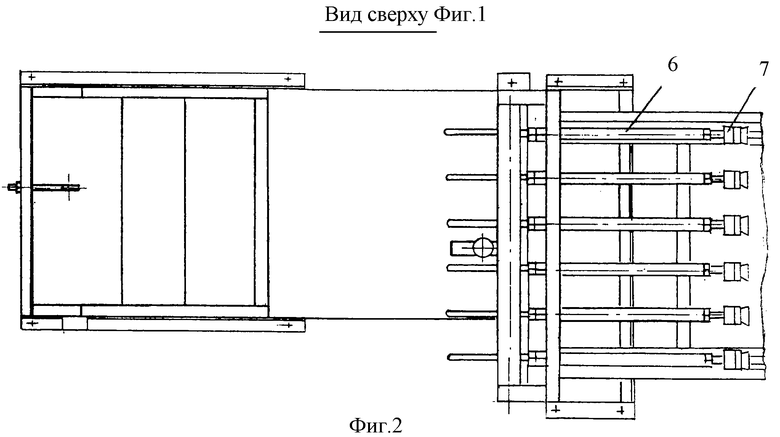
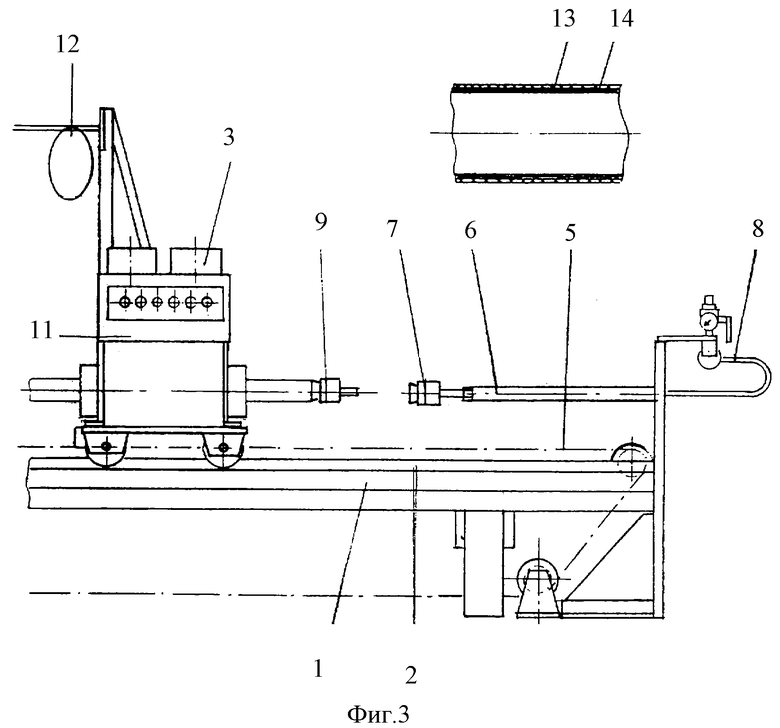
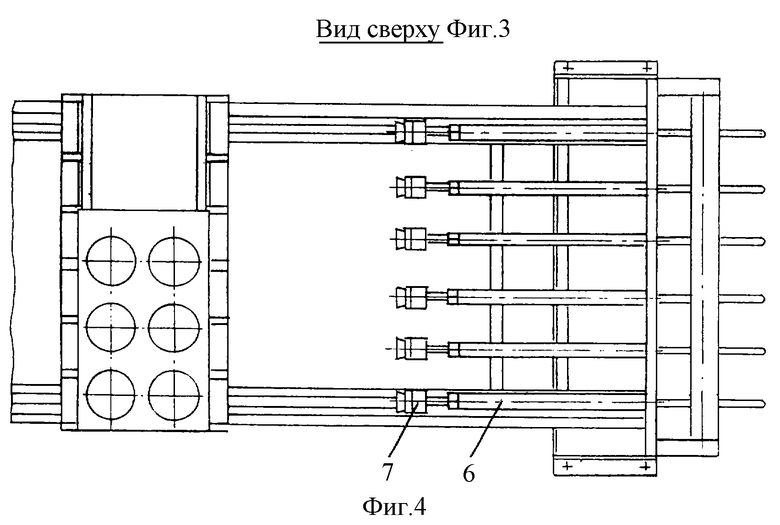
Устройство, с помощью которого осуществлен изобретенный способ, показано на фиг. 1-4. Устройство аналогов не имеет, так как в практике изготовления пожарных рукавов способ нанесения покрытия методом присоединения трубчатой оболочки из сополимера этилена с винилацетатом не применялся.
Устройство содержит рабочий стол 1 с направляющими рельсами 2 для перемещения нагревателя вдоль рабочего стола, нагреватель 3, приводное устройство нагревателя 4 с тяговой цепью 5. Устройство содержит также гребенки из труб 6 для подачи воздуха в изготовляемые рукава, зажимы для присоединения рукавов 7, запорное устройство системы подачи воздуха 8, устройства для регулирования давления воздуха в рукавах 9, пульт управления устройством 10, а также устройство для автоматического контроля и регулирования температуры нагревателя 11 и систему электропитания 12.
Существенным элементом изобретенного устройства является нагреватель - утюг 3, одновременно обрабатывающий партию изготовляемых рукавов. Нагревающая поверхность его выполнена цилиндрической, охватывающей рукава по их наружной поверхности.
Порядок изготовления пожарного рукава следующий:
На рабочем столе раскладывают отрезки чехла длиной до 20 м с заправленной внутрь чехла трубчатой оболочкой из термопластичного полимера, представляющего собой сополимер этилена с винилацетатом, известный под торговым названием "сэвилен".
В положении, когда нагреватель 3 занимает одно из своих крайних положений на столе 1 и надвинут на гребенку 6 с зажимами для рукавов 7, подготовленные заготовки рукавов одним из своих концов закрепляют в зажимах 7. На вторые концы заготовок закрепляют устройства для регулирования давления воздуха в рукаве 9.
Вторым этапом в изготовлении рукавов является заполнение заготовок рукавов воздухом от устройства 8, в результате чего оболочка из полимера расплавляется и плотно прижимается ко внутренней поверхности ткани чехла.
Третий этап - включение механизма передвижения нагревателя вдоль рабочего стола.
Стенка заготовки рукава при этом подвергается сжатию действием напора воздуха изнутри рукава, а нагреватель 3 прогревается до состояния, когда поверхность оболочки размягчается, начинает оплавляться с поверхности, прилегающей ко внутренней поверхности чехла, и выделять жидкую фракцию, склеивающую оболочку с тканью чехла.
Когда нагреватель 3 пройдет вдоль стола 1 в свое другое крайнее положение и рабочие поверхности нагревателя охватят гребенку 6 с другой стороны стола, механизм передвижения нагревателя автоматически выключается. После этого через устройство 9 воздух из рукавов выпускают и готовые рукава освобождают от зажимов 7.
Новую партию изготавляемых рукавов закрепляют в зажимах 7 с противоположной первому случаю стороны, и процесс закрепления оболочки внутри чехла повторяют при движении нагревателя в противоположном направлении.
Источники информации
1. Патент ГДР 269975 кл. B 29 D 23/22.
2. Авт.свид. СССР 136043, 499129, 5033734.
3. Авт.свид. СССР 994597.
4. Технические условия на "СЭВИЛЕН". ТУ 6-05-1636-97.
Изобретение относится к изготовлению двухслойных пожарных рукавов. В способе нанесения водонепроницаемого покрытия на внутреннюю поверхность тканого чехла в пожарном рукаве оболочку для покрытия чехла изготовляют из термопластичного полимера, представляющего собой сополимер этилена с винилацетатом, относящегося к классу полиолефинов. Устройство для нанесения водонепроницаемого покрытия содержит устройство для закрепления концов изготовляемого рукава, нагреватель и рабочий стол для размещения элементов устройства нагревателя, выполненного в виде утюга, охватывающего изготавливаемые рукава по их наружной поверхности. Устройство содержит расположенные вдоль стола направляющие, приводное устройство для перемещения нагревателя по направляющим, устройство для подачи воздуха в рукава и устройство для контроля регулирования давления воздуха в рукаве и температуры рабочих поверхностей нагревателя. Изобретение снижает себестоимость изготовления рукавов и улучшает качество пожарных рукавов. 2 с. и 3 з.п.ф-лы, 4 ил.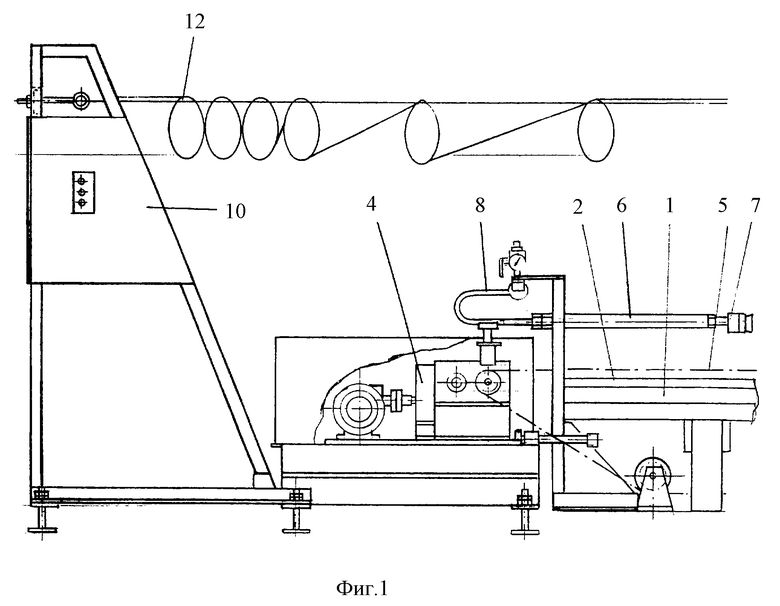
| Нож для надрезывания подошвы рантовой обуви | 1917 |
|
SU269A1 |
| Автомобильная запальная разборная свеча | 1921 |
|
SU994A1 |
| Аппарат для предохранения паровых котлов, экономайзеров, кипятильников и т.п. приборов от разъедания воздухом, растворенным в питательной воде | 1918 |
|
SU585A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Поливинилацетатные пластики | |||
| Каталог | |||
| - М.: НИИТЭХИМ, 1978, с.10-13. | |||

