Изобретение относится к металлическому изделию, имеющему обеспечивающее тепловой барьер покрытие, нанесенное на поверхность изделия, из суперсплава, например на лопатку турбины газотурбинного двигателя, и к способу нанесения этого покрытия на металлическое изделие. Изобретение относится, в частности, к керамическим покрытиям, обеспечивающим тепловой барьер.
Постоянную необходимость повышения рабочей температуры в газотурбинных двигателях первоначально удовлетворяли за счет воздушного охлаждения лопаток турбин и лопастей турбин и разработки суперсплавов для производства из них лопаток и лопастей турбин, у каждых из которых увеличился срок службы. Дальнейшее повышение температуры привело к необходимости разработки материалов с керамическим покрытием для изолирования лопатки и лопасти турбин от содержащегося в газах тепла, подаваемых из камер сгорания, что опять увеличило сроки службы лопаток и лопастей турбин.
Из предшествующего уровня техники известен способ получения таких материалов с керамическим покрытием посредством термического или плазменного напыления на подходящее связующее покрытие, например связующее покрытие из сплава MCrAlY, которое наносят на металлическую подложку.
Известен также способ получения этих материалов с керамическим покрытием посредством физического осаждения пара на подходящее связующее покрытие, которое имеет промежуточный слой окиси алюминия, например связующее покрытие из сплава MCrAlY или диффузионное связующее покрытие алюминидом, которое наносят на металлическую подложку.
Известны также способы получения этих материалов с керамическим покрытием посредством плазменного напыления или физического осаждения пара на слой оксида на металлической подложке.
Обеспечивающие тепловой барьер керамические покрытия, осажденные способом физического осаждения из паровой фазы, имеют преимущества перед покрытием с керамическим барьером, осажденным плазменным напылением. Основным преимуществом является улучшение сопротивления термическому удару благодаря столбчатой структуре обеспечивающего тепловой барьер керамические покрытия, получаемого посредством способа физического осаждения из паровой фазы.
Одна из проблем, связанная с обеспечивающими тепловой барьер керамическими покрытиями, полученными посредством физического осаждения из паровой фазы, состоит в том, что они склонны к скалыванию керамического покрытия, обеспечивающего тепловой барьер. Скалывание керамического покрытия, обеспечивающего тепловой барьер, приводит к утрате этого покрытия за счет отслоения чешуек от связующего покрытия в связи с условиями термического циклирования. Недавно было обнаружено, что обеспечивающие тепловой барьер керамические покрытия, получаемые фирмой Chromalloy United Kingdom Limited, отслаиваются на участках ребра атаки и задней кромки лопаток и лопастей турбины или на других участках, где имеет место быстрое изменение формы компонента.
Техническим результатом настоящего изобретения является создание металлического изделия с обеспечивающим тепловой барьер покрытием, нанесенным физическим осаждением из паровой фазы, которое имеет более высокое сопротивление скалыванию керамического покрытия, обеспечивающего тепловой барьер.
Этот технический результат достигается тем, что в металлическом изделии, содержащем связующее покрытие на поверхности металлического изделия и обеспечивающее тепловой барьер керамическое покрытие, расположенное на связующем покрытии и имеющее множество столбчатых зерен, проходящих по существу перпендикулярно к поверхности металлического изделия, обеспечивающее тепловой барьер, согласно изобретению керамическое покрытие содержит внутреннюю часть, примыкающую к связующему покрытию, промежуточную часть, расположенную на внутренней части, и наружную часть, расположенную на промежуточной части, причем внутренняя часть имеет столбчатые зерна, выращенные в конкурентных условиях, наружная часть имеет столбчатые зерна, выращенные в стабильных условиях, промежуточная часть имеет столбчатые зерна, выращенные в условиях, промежуточных между конкурентными и стабильными, причем в наружной части каждое столбчатое зерно имеет по существу постоянную площадь поперечного сечения на всей его длине и сглаженные боковые поверхности без наличия выступающих из них субзерен, и отделено от соседних зерен одинаковыми промежутками, которые минимизируют напряжение или деформацию в столбчатых зернах и/или минимизируют напряжение или деформацию между соседними столбчатыми зернами и, тем самым, повышают сопротивление скалыванию обеспечивающего тепловой барьер керамического покрытия.
Связующее покрытие предпочтительно состоит из содержащего алюминий связующего покрытия, причем содержащее алюминий связующее покрытие, имеющее поверхностный слой из окиси алюминия, при этом обеспечивающее тепловой барьер керамическое покрытие нанесено на слой окиси алюминия.
Содержащее алюминий связующее покрытие может содержать связующее покрытие из MCrAlY, где М представляет собой по меньшей мере один элемент из группы, включающей кобальт, железо и никель, покрытие на основе алюминида или покрытие из алюминида платины.
Связующее покрытие предпочтительно содержит на металлическом изделии связующее покрытие из MCrAlY, где М представляет собой по меньшей мере один элемент из группы, включающей кобальт, железо и никель, обогащенный платиной слой MCrAlY на связующем покрытии из MCrAlY, слой алюминида платины на обогащенном платиной слое MCrAlY, имеющей поверностный слой из окиси алюминия, а обеспечивающее тепловой барьер керамическое покрытие нанесено на слой окиси алюминия.
Как вариант, металлическое изделие может иметь поверхностный слой из окиси алюминия, и обеспечивающее тепловой барьер керамическое покрытие нанесено на слой окиси алюминия.
Металлическое изделие может представлять собой изделие из никелевого суперсплава или изделие из кобальтового суперсплава.
Металлическое изделие может представлять собой лопатку турбины или лопасть турбины.
Керамическое покрытие, обеспечивающее тепловой барьер, может состоять из окиси циркония. Окись циркония может быть стабилизирована иттрием.
Наружная часть составляет предпочтительно от 38 до 67% толщины обеспечивающего тепловой барьер керамического покрытия. Более предпочтительно, наружная часть составляет от 40 до 60% толщины обеспечивающего тепловой барьер керамического покрытия.
Прирост ширины столбчатых керамических зерен в наружной части предпочтительно составляет величину, равную или меньшую 2,0 микрометров на 100 микрометров длины столбчатого керамического зерна. Более предпочтительно, прирост ширины столбчатых керамических зерен в наружной части составляет величину, равную или меньшую 1,7 микрометров на 100 микрометров длины столбчатого керамического зерна. Более предпочтительно прирост ширины столбчатых керамических зерен в наружной части составляет предпочтительно величину, равную или меньшую 0,24 микрометров на 100 микрометров длины столбчатого керамического зерна.
Вышеуказанный технический результат достигается также и тем, что в способе нанесения на металлическое изделие обеспечивающего тепловой барьер керамического покрытия, содержащем образования связующего покрытия на поверхности металлического изделия, нанесение обеспечивающего тепловой барьер керамического покрытия на связующее покрытие посредством осаждения из паровой фазы для образования множества столбчатых зерен, проходящих по существу перпендикулярно к поверхности металлического изделия, согласно изобретению, осаждение из паровой фазы обеспечивающего тепловой барьер керамического покрытия содержит осаждение внутренней части, примыкающей к связующему покрытию, осаждение промежуточной части на внутренней части и осаждение наружной части на промежуточной части, при этом внутренняя часть имеет столбчатые зерна, выращенные в конкурентных условиях, наружная часть имеет столбчатые зерна, выращенные в стабильных условиях, промежуточная часть имеет столбчатые зерна, выращенные в условиях, промежуточных между конкурентными и стабильными, причем в наружной части каждое столбчатое зерно имеет по существу постоянную площадь поперечного сечения на всей его длине и сглаженные боковые поверхности без наличия выступающих из них субзерен и отделено от соседних зерен одинаковыми промежутками, которые минимизируют напряжение или деформацию в столбчатых зернах и/или минимизируют напряжение или деформацию между соседними столбчатыми зернами и, тем самым, повышают сопротивление скалыванию керамического покрытия, обеспечивающего тепловой барьер.
Способ включает преимущественно регулирование скорости испарения керамики, температуры и скорости вращения металлического изделия в процессе осаждения из паровой фазы обеспечивающего тепловой барьер керамического покрытия.
Предпочтительно скорость испарения керамики составляет от 3 до 5 микрометров в минуту, температура металлического изделия составляет от 1000 до 1100oС, и скорость вращения металлического изделия составляет 15 оборотов в минуту.
Способ может включать нанесение содержащего алюминий связующего покрытия на металлическое изделие и образование слоя окиси алюминия на содержащем алюминий связующем покрытии.
Содержащее алюминий связующее покрытие может содержать сплав MCrAlY, где М представляет собой по меньшей мере один элемент из группы, включающей кобальт, железо и никель, алюминид или алюминид платины.
Способ может включать нанесение на металлическое покрытие связующего покрытия из MCrAlY, где М представляет собой по меньшей мере один элемент из группы, включающей кобальт, железо и никель, образование обогащенного платиной слоя MCrAlY на связующем покрытии MCrAlY, образование слоя алюминида платины на обогащенном платиной слое MCrAlY, образование поверхностного слоя окиси алюминия на слое алюминида платины.
Способ может включать образование поверхностного слоя окиси алюминия на металлическом изделии.
Металлическое изделие может быть получено из никелевого суперсплава или из кобальтового суперсплава.
Металлическое изделие может представлять собой лопатку турбины или лопасть турбины.
Керамическое покрытие, обеспечивающее тепловой барьер, может содержать окись циркония, предпочтительно стабилизированную иттрием.
Керамическое покрытие, обеспечивающее тепловой барьер, может быть нанесено посредством физического осаждения из паровой фазы, предпочтительно, посредством физического осаждения из паровой фазы электронно-лучевым методом.
Настоящее изобретение будет описано более подробно с помощью примера со ссылкой на чертежи, на которых:
фиг. 1 представляет собой схематичный вид поперечного сечения металлического изделия, имеющего обеспечивающее тепловой барьер покрытие, известное из предшествующего уровня техники;
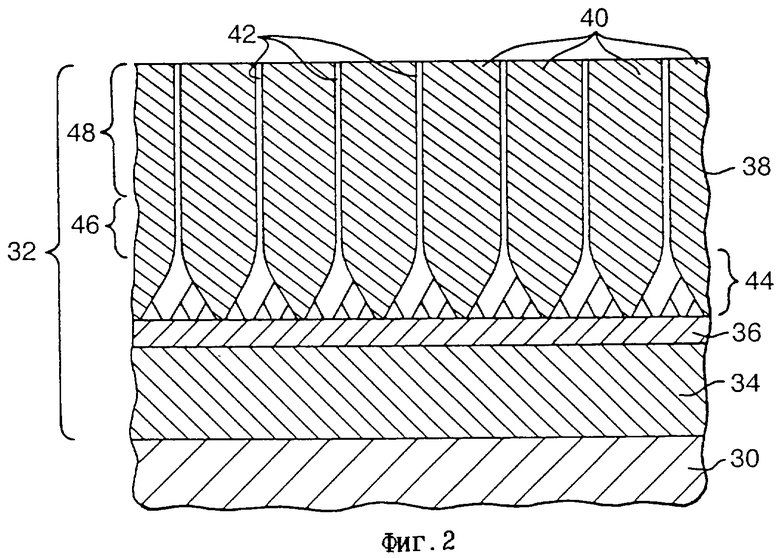
фиг. 2 представляет собой схематичный вид поперечного сечения металлического изделия, имеющего обеспечивающее тепловой барьер покрытие, в соответствии с настоящим изобретением;
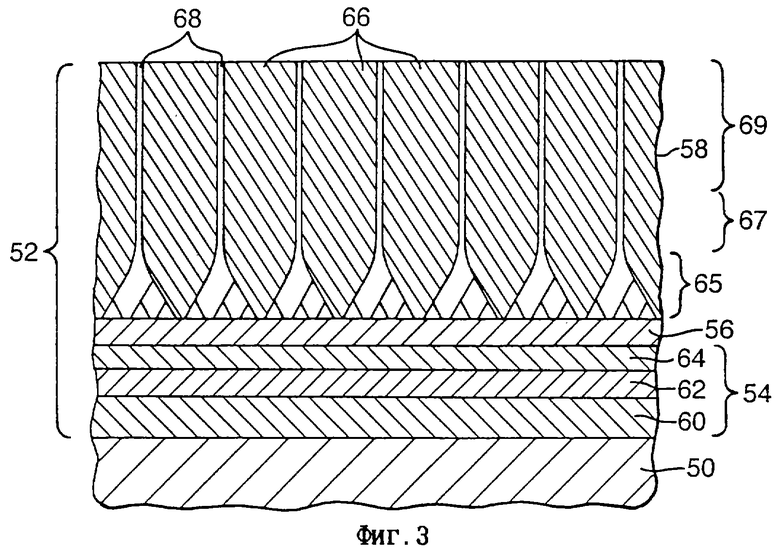
фиг. 3 представляет собой схематичный вид поперечного сечения металлического изделия, имеющего другое обеспечивающее тепловой барьер покрытие в соответствии с настоящим изобретением;
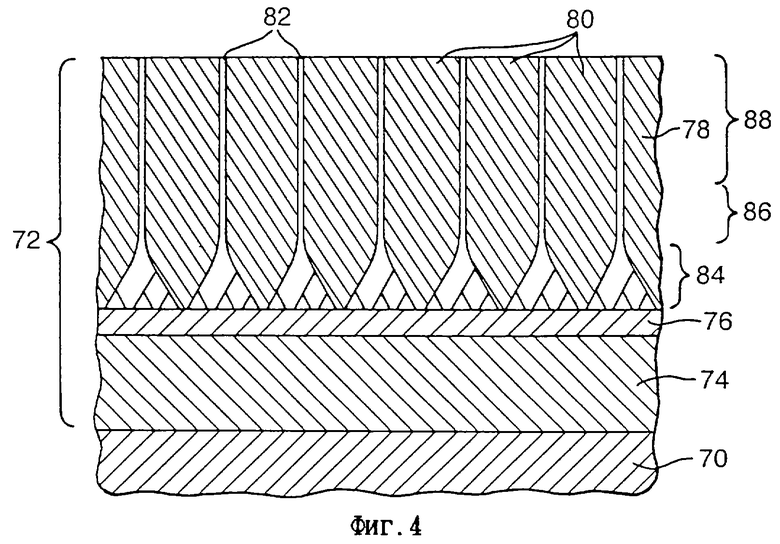
фиг. 4 представляет собой схематичный вид поперечного сечения металлического изделия, имеющего еще одно обеспечивающее тепловой барьер покрытие в соответствии с настоящим изобретением;
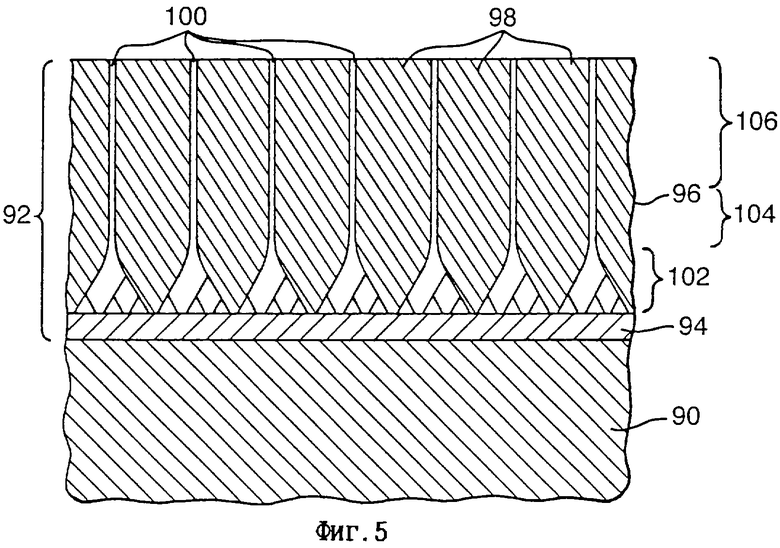
фиг. 5 представляет собой схематичный вид поперечного сечения металлического изделия, имеющего еще одно обеспечивающее тепловой барьер покрытие в соответствии с настоящим изобретением;
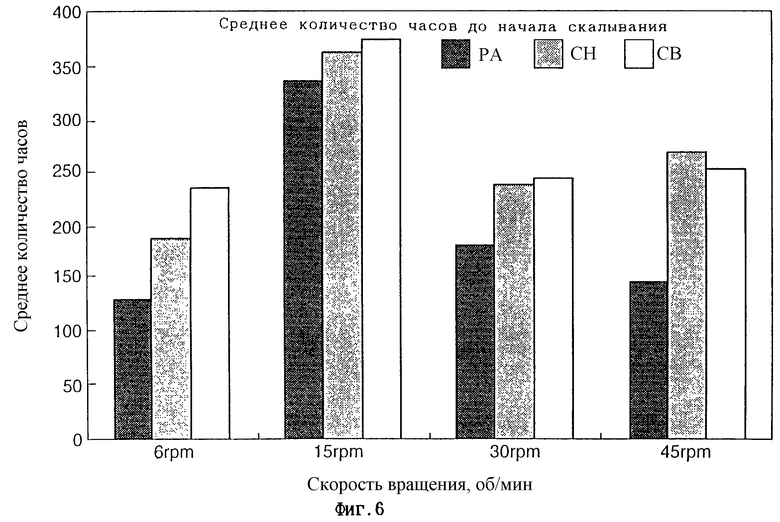
фиг. 6 представляет собой график, показывающий среднее количество часов до начала скалывания обеспечивающего тепловой барьер керамического покрытия в зависимости от скорости вращения металлического изделия при постоянной температуре и постоянной скорости испарения;
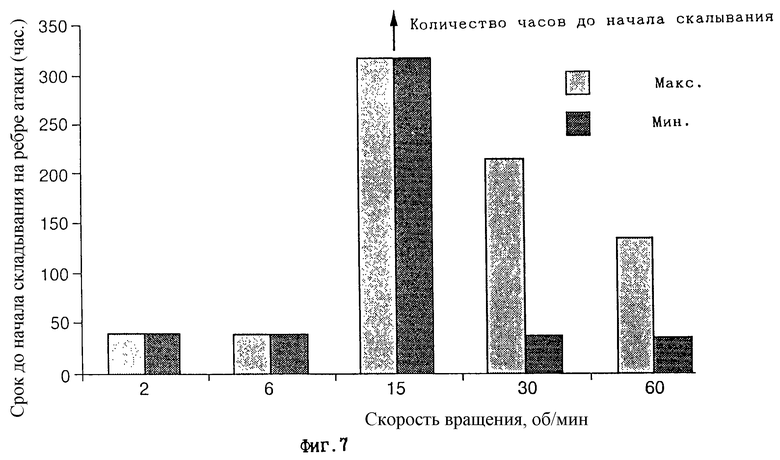
фиг.7 представляет собой другой график, показывающий количество часов до начала скалывания обеспечивающего тепловой барьер керамического покрытия в зависимости от скорости вращения металлического изделия при постоянной температуре и постоянной скорости испарения;
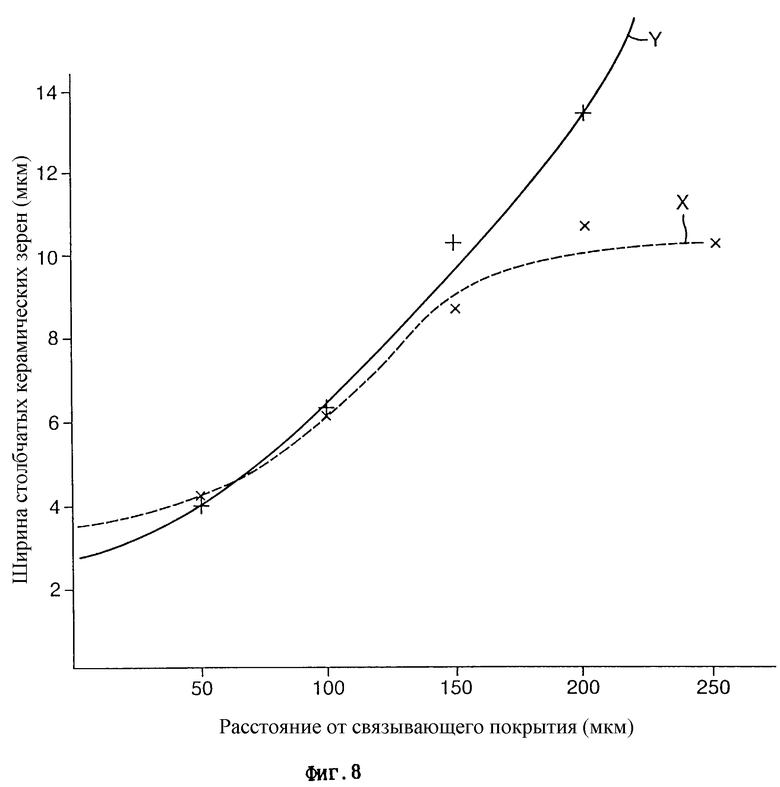
фиг. 8 представляет собой схематичный график, показывающий ширину столбчатых керамических зерен в зависимости от расстояния от подложки.
На фиг. 1, иллюстрирующей известное техническое решение, показана подложка 10 изделия из суперсплава, снабженного обеспечивающим тепловой барьер многослойным покрытием 12. Оно показано в соответствии с условиями производства. Покрытие 12, обеспечивающее тепловой барьер, состоит из слоя 16 оксида на связующем слое 14 и керамического покрытия 18, обеспечивающего тепловой барьер, на слое 16 оксида. Связующее покрытие 14 представляет собой, как правило, содержащий алюминий сплав, например, сплав MCrAlY, где М представляет собой по меньшей мере один элемент из группы, включающей никель, кобальт или железо, алюминид никеля, алюминид кобальта или алюминид платины. Слой оксида содержит, как правило, окись алюминия вместе с другими оксидами.
Керамическое покрытие 18, обеспечивающее тепловой барьер, имеет множество столбчатых керамических зерен 20, 22, проходящих по существу перпендикулярно к поверхности подложки 10 из суперсплава. Кроме того, видно, что все столбчатые керамические зерна 20, 22 зародились на слое 16 оксида и сначала растут по существу' перпендикулярно к поверхности подложки 10 из суперсплава. Столбчатые керамические зерна 20, 22 растут в конкурентных условиях, и столбчатые керамические зерна 20 прорастают полностью на всю толщину керамического покрытия 18, обеспечивающего тепловой барьер, тогда как столбчатые керамические зерна 22 заблокированы столбчатыми керамическими зернами 20 на различных расстояниях от слоя 16 оксида. Таким образом, можно видеть, что у столбчатых керамических зерен 20 площадь поперечного сечения постепенно увеличивается с увеличением расстояния от слоя 16 оксида. Кроме того, количество столбчатых керамических зерен 20 на единицу площади у поверхности покрытия 18, обеспечивающего тепловой барьер, значительно меньше, чем количество столбчатых керамических зерен 20, 22 на единицу площади у поверхности слоя 16 окиси алюминия.
Кроме того, видно, что, поскольку площадь столбчатых керамических зерен 20 увеличивается с увеличением расстояния от слоя 16 окиси, то столбчатые керамические зерна 20 сращиваются так, что остается очень мало или вообще отсутствуют промежутки между столбчатыми керамическими зернами 20. К тому же у столбчатых керамических зерен 20 имеются субзерна, и они выступают в поперечном направлении относительно столбчатых зерен 20 и растут в поперечном и продольном направлении от столбчатых зерен 20. Субзерна у каждого столбчатого керамического зерна 20 не все имеют одинаковую кристаллическую структуру. Субзерна, выступающие в поперечном направлении относительно столбчатых керамических зерен 20, сращиваются с соседними столбчатыми керамическими зернами 20 или субзернами, выступающими в поперечном направлении относительно соседних столбчатых керамических зерен 20. Субзерна, выступающие в поперечном направлении относительно столбчатых керамических зерен 20, мешают росту соседних столбчатых керамических зерен 20.
Обнаружено, что сопротивление скалыванию обеспечивающего тепловой барьер керамического покрытия в соответствии с известным техническим решением является недостаточным на участках ребра атаки и задней кромки лопаток и лопастей турбины, а также на других участках, где имеется резкое изменение формы компонента, например малые радиусы кривизны.
Многослойное покрытие 12, обеспечивающее тепловой барьер, наносят на подложку 10 изделия из суперсплава посредством сначала осаждения связующего покрытия 14 из сплава MCrAlY плазменным напылением или физическим осаждением из паровой фазы, или образованием связующего покрытия 14 из алюминида никеля посредством диффузионного алюминирования, или образованием связующего покрытия 14 из алюминида платины посредством модифицирования платины при диффузионном алюминировании. Затем на связующее покрытие 14 наносят керамическое покрытие 18, обеспечивающее тепловой барьер, путем физического осаждения из паровой фазы, обычно физическим осаждением из паровой фазы электронно-лучевым методом. На связующем покрытии 14 образуют слой 16 оксида, в то время как подложку 10 из суперсплава нагревают до рабочей температуры в камере для физического осаждения из паровой фазы электронно-лучевым методом в присутствии кислорода. Для получения обеспечивающего тепловой барьер керамического покрытия 18 изделие с подложкой 10 из суперсплава вращают в камере для физического осаждения из паров керамики электронно-лучевым методом. Температуру изделия поддерживают от 1000 до 1100oС, а скорость осаждения керамики на подложке 10 изделия из суперсплава составляет от 3 до 5 микрометров в минуту, и скорость вращения изделия составляет 6 оборотов в минуту.
На фиг.2, иллюстрирующей настоящее изобретение, представлена подложка 30 изделия из суперсплава, снабженного многослойным покрытием 32, обеспечивающим тепловой барьер. Оно показано в соответствии с условиями производства. Покрытие 32, обеспечивающее тепловой барьер, состоит из связующего покрытия 34 на подложке 30 из суперсплава, слоя 36 оксида на связующем покрытии 34 и керамического покрытия 38, обеспечивающего тепловой барьер, на слое 36 оксида. Связующее покрытие 34 представляет собой, как правило, сплав, содержащий алюминий, например сплав MCrAlY, где М представляет собой по меньшей мере один элемент из группы, включающей никель, кобальт или железо, алюминид никеля, алюминид кобальта или алюминид платины. Слой оксида содержит, как правило, окись алюминия вместе с другими оксидами.
Керамическое покрытие 38, обеспечивающее тепловой барьер, имеет множество столбчатых керамических зерен 40, проходящих по существу перпендикулярно к поверхности подложки 30 из суперсплава. Кроме того, видно, что все столбчатые керамические зерна 40 зародились на слое 36 оксида и сначала растут по существу перпендикулярно поверхности подложки 30 из суперсплава. Керамическое покрытие 38, обеспечивающее тепловой барьер, состоит из внутренней части 44 на слое 36 оксида, промежуточной части 46 на внутренней части 44 и наружной части 48 на промежуточном слое 46. Столбчатые керамические зерна 40 растут в конкурентных условиях во внутренней части 44, однако, в промежуточной части 46 столбчатые керамические зерна 40 растут значительно менее конкурентно, а в наружной части 48 столбчатые керамические зерна 40 растут в стабильных условиях. Таким образом, большее количество столбчатых керамических зерен 40 прорастает полностью на всю толщину керамического покрытия 38, обеспечивающего тепловой барьер. Таким образом, можно видеть, что у столбчатых керамических зерен 40 площадь поперечного сечения остается по существу одинаковой с увеличением расстояния от слоя 36 оксида в наружной части 48 керамического покрытия 36, обеспечивающего тепловой барьер. Кроме того, количество столбчатых керамических зерен 40 на единицу площади у поверхности покрытия 38, обеспечивающего тепловой барьер, лишь немного меньше, а преимущественно по существу такое же, как количество столбчатых керамических зерен 40 на единицу площади на границе раздела между промежуточной частью 46 и наружной частью 48.
Кроме того, видно, что существуют отчетливые одинаковые промежутки 42 между столбчатыми керамическими зернами 40 в наружной части 48 керамического покрытия 38, обеспечивающего тепловой барьер, которые сохраняются на протяжении всей толщины наружной части 48 керамического покрытия 38, обеспечивающего тепловой барьер. Все субзерна в каждом столбчатом керамическом зерне имеют одинаковую кристаллическую структуру, и соседние столбчатые керамические зерна хорошо стыкуются друг с другом, а субзерна, выступающие в поперечном направлении и растущие из столбчатых керамических зерен 40, отсутствуют. Таким образом, росту столбчатых керамических зерен 40 не препятствуют никакие субзерна, выступающие в поперечном направлении из соседних столбчатых керамических зерен 40. Столбчатые керамические зерна 40 в наружной части 48 имеют сглаженные поверхности, примыкающие к соседним столбчатым керамическим зернам 40.
Обнаружено, что сопротивление скалыванию керамического покрытия 38, обеспечивающего тепловой барьер, согласно настоящему изобретению является лучшим, чем у керамического покрытия в соответствии с известным техническим решением, особенно на участках ребра атаки и задней кромки лопаток и лопастей турбины, а также на поверхностях стороны нагнетания и стороны всасывания лопаток и лопастей турбины.
Предполагают, что существуют столбчатые керамические зерна 40 с по существу постоянной площадью поперечного сечения по мере увеличения расстояния от слоя 36 оксида на наружной части 48 и сглаженными боковыми поверхностями у столбчатых керамических зерен 40, которые снижают, предпочтительно, минимизируют напряжение или деформацию в каждом из столбчатых керамических зерен 40 и/или снижают, предпочтительно, минимизируют напряжение или деформацию между соседними столбчатыми керамическими зернами 40. Наряду с этим предполагают, что существуют столбчатые керамические зерна 20 с увеличивающейся площадью поперечного сечения при увеличении расстояния от слоя 16 оксида и субзернами, выступающими в поперечном направлении относительно столбчатых керамических зерен 20, что способствует возникновению более высокого внутреннего напряжения или деформации в каждом из столбчатых керамических зерен 20 и/или появлению более высокого напряжения или деформации между соседними столбчатыми керамическими зернами 20.
Предполагают, что в каждом столбчатом керамическом зерне 40 и между соседними столбчатыми керамическими зернами 40 существует пониженный уровень напряжения или деформации, которые обеспечивают более высокое сопротивление скалыванию керамического покрытия 38, обеспечивающего тепловой барьер. Высокое напряжение или деформация, как полагают, возникает в обеспечивающем тепловой барьер керамическом покрытии по известному техническому решению из-за малого или отсутствующего промежутка между соседними столбчатыми керамическими зернами и из-за субзерен, выступающих в поперечном направлении относительно столбчатых керамических зерен, которые вызывают взаимодействие и сращивание столбчатых керамических зерен. Наряду с этим, по настоящему изобретению соседние столбчатые керамические зерна в наружной части имеют сглаженные противолежащие поверхности, разделены четкими одинаковыми промежутками и не имеют субзерен, выступающих в поперечном направлении из столбчатых керамических зерен.
Многослойное покрытие 32, обеспечивающее тепловой барьер, наносят на подложку 30 изделия из суперсплава посредством сначала осаждения связующего покрытия 34 из сплава MCrAlY плазменным напылением или физическим осаждением из паровой фазы, или образованием связующего покрытия 34 из алюминида никеля посредством диффузионного алюминирования, или образованием связующего покрытия 34 из алюминида платины посредством модифицирования платины при диффузионном алюминировании. Затем на связующее покрытие 34 наносят обеспечивающее тепловой барьер керамическое покрытие 38, посредством физического осаждения из паровой фазы, как правило, физическим осаждением из паровой фазы электронно-лучевым методом. На связующем покрытии 34 образуют слой 36 оксида, в то время как подложку 30 изделия из суперсплава нагревают до рабочей температуры в камере для физического осаждения из паровой фазы электронно-лучевым методом в присутствии кислорода. Для получения керамического покрытия 38, обеспечивающего тепловой барьер, изделие с подложкой 30 из суперсплава вращают в камере для физического осаждения из паровой фазы электронно-лучевым методом в присутствии керамических паров. Температуру изделия поддерживают от 1000 до 1100oС, а скорость осаждения керамики на подложке 30 изделия из суперсплава составляет от 3 до 5 микрометров в минуту, и скорость вращения изделия составляет 15 оборотов в минуту. Керамика оседает на слое 36 окиси алюминия, и сначала растут столбчатые керамические зерна 40 во внутренней части 44 в конкурентных условиях. После этого столбчатые керамические зерна 40 растут в промежуточной части 46 при менее конкурентных условиях, и наконец, столбчатые керамические зерна 40 растут в наружной части 48 образованием по существу одинаковых поперечных сечений.
На фиг.3, иллюстрирующей следующий вариант выполнения настоящего изобретения, показана подложка 50 изделия из суперсплава, снабженного обеспечивающим тепловой барьер многослойным покрытием 52. Оно показано в соответствии с условиями производства. Покрытие 52, обеспечивающее тепловой барьер, состоит из связующего покрытия 54 на подложке 50 из суперсплава, слоя 56 оксида на связующем покрытии 54 и керамического покрытия 58, обеспечивающего тепловой барьер, на слое 56 оксида. Связующее покрытие 54 представляет собой, как правило, сплав, содержащий алюминий, например, сплав MCrAlY 60, где М представляет собой по меньшей мере один элемент из группы, включающей никель, кобальт или железо, со слоем 62 обогащенного платиной MCrAlY и слоем 64 алюминида никеля, как более подробно описано в Европейской заявке на патент ЕРО718419А. Слой 56 оксида состоит, как правило, из окиси алюминия.
Керамическое покрытие 58, обеспечивающее тепловой барьер, подобно покрытию, описанному со ссылкой на фиг.2, и также состоит из столбчатых керамических зерен 66. Керамическое покрытие 58, обеспечивающее тепловой барьер, состоит из внутренней части 65, промежуточной части 67 и наружной части 69. У столбчатых керамических зерен 66 площадь поперечного сечения остается по существу одинаковой по всей толщине наружной части 69. Кроме того, количество столбчатых керамических зерен 66 на единицу площади у поверхности покрытия 58, обеспечивающего тепловой барьер, лишь немного меньше, а преимущественно по существу такое же, как и количество столбчатых керамических зерен 66 на единицу площади на границе раздела между промежуточной частью 67 и наружной частью 69. Между столбчатыми керамическими зернами 66 также образуются четкие одинаковые промежутки 68, и отсутствуют субзерна, выступающие в поперечном направлении из столбчатых керамических зерен 66.
Связующее покрытие 54 получают посредством осаждения связующего покрытия из сплава MCrAlY, затем осаждения платины на MCrAlY, а затем термической обработки для диффундирования платины в MCrAlY.
На фиг. 4, иллюстрирующей следующий вариант выполнения настоящего изобретения, показана подложка 70 изделия из суперсплава, снабженного обеспечивающим тепловой барьер многослойным покрытием 72. Оно показано в соответствии с условиями производства. Покрытие 72, обеспечивающее тепловой барьер, состоит из связующего покрытия 74 на подложке 70 из суперсплава, слоя 76 оксида на связующем покрытии 74 и керамического покрытия 78, обеспечивающего тепловой барьер, на слое 76 оксида. Связующее покрытие 74 представляет собой, как правило, гамма-слой, обогащенный платиной, и гамма-прим слой, обогащенный платиной, на суперсплаве, как более подробно описано в Европейской заявке на патент ЕРО718420А. Слой 76 оксида состоит, как правило, из окиси алюминия.
Керамическое покрытие 78, обеспечивающее тепловой барьер, подобно покрытию, описанному со ссылкой на фиг.2, также состоит из столбчатых керамических зерен 80. Керамическое покрытие 78, обеспечивающее тепловой барьер, состоит из внутренней части 84, промежуточной части 86 и наружной части 88. У столбчатых керамических зерен 80 площадь поперечного сечения остается по существу одинаковой по всей толщине наружной части 84. Кроме того, количество столбчатых керамических зерен 80 на единицу площади поверхности покрытия 78, обеспечивающего тепловой барьер, лишь немного меньше, а преимущественно по существу такое же, как и количество столбчатых керамических зерен 80 на единицу площади на границе раздела между промежуточной частью 86 и наружной частью 88. Между столбчатыми керамическими зернами 80 также образуются четкие одинаковые промежутки 82, и отсутствуют субзерна, выступающие в поперечном направлении из столбчатых керамических зерен 80.
Связующее покрытие 74 получают посредством осаждения на суперсплаве и термической обработки для диффундирования платины в суперсплав.
На фиг. 5, иллюстрирующей следующий вариант выполнения настоящего изобретения, показана подложка 90 изделия из суперсплава, снабженного обеспечивающим тепловой барьер многослойным покрытием 92. Она показана в соответствии с условиями производства. Покрытие 92, обеспечивающее тепловой барьер, состоит из связующего покрытия 94 на подложке 90 из суперсплава и керамического покрытия 96, обеспечивающего тепловой барьер, на связующем покрытии 94. Связующее покрытие 94 имеет слой оксида, как правило, окиси алюминия.
Керамическое покрытие 96, обеспечивающее тепловой барьер, подобно покрытию, описанному со ссылкой на фиг.2, и также состоит из столбчатых керамических зерен 98. Керамическое покрытие 96, обеспечивающее тепловой барьер, состоит из внутренней части 102, промежуточной части 104 и наружной части 106. У столбчатых керамических зерен 98 площадь поперечного сечения остается по существу одинаковой по всей толщине наружной части 106. Аналогично, количество столбчатых керамических зерен 98 на единицу площади поверности покрытия 96, обеспечивающего тепловой барьер, лишь немного меньше, а преимущественно по существу такое же, как и количество столбчатых керамических зерен 98 на единицу площади на границе раздела между промежуточной частью 104 и наружной частью 106. Между столбчатыми керамическими зернами 98 точно так, же образуются четкие одинаковые промежутки 100, и отсутствуют субзерна, выступающие в поперечном направлении из столбчатых керамических зерен 98.
Связующее покрытие 94 получают посредством оксидирования изделия 90 из суперсплава.
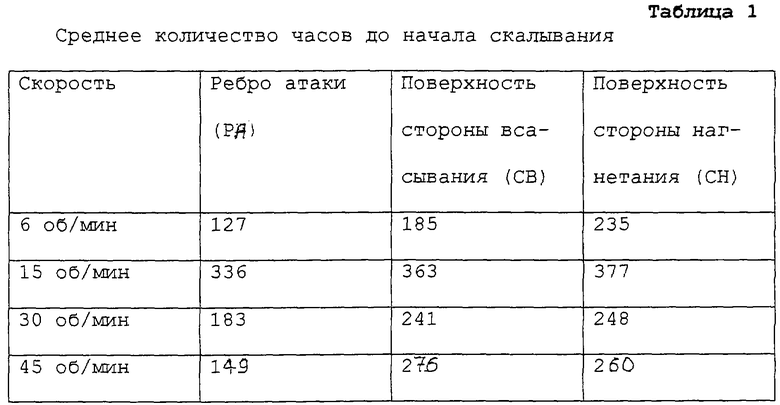
На фиг.6 представлено среднее количество часов до начала скалывания керамического покрытия, обеспечивающего тепловой барьер, в зависимости от скорости вращения изделия из суперсплава при постоянной температуре от 1000 до 1100oС и при постоянной скорости осаждения керамики на изделие из суперсплава от 3 до 5 микрометров в минуту в процессе осаждения керамического покрытия, обеспечивающего тепловой барьер. С целью испытаний, образцы обеспечивающих тепловой барьер покрытий, осажденных при постоянной температуре и постоянной скорости осаждения, но при различных скоростях вращения изделия, были испытаны на предмет сопротивления скалыванию. Видно, что при скорости вращения изделия в 15 оборотов в минуту среднее количество часов до начала скалывания керамического покрытия, обеспечивающего тепловой барьер, больше для ребра атаки, поверхности стороны всасывания и поверхности стороны нагнетания лопаток или лопастей турбины. В табл. 1 приведено среднее количество часов до начала скалывания при 6, 15, 30 и 45 об/мин у ребра атаки РА, поверхности стороны нагнетания СН и стороны всасывания СВ лопаток турбины, которые приведены также на фиг.6.
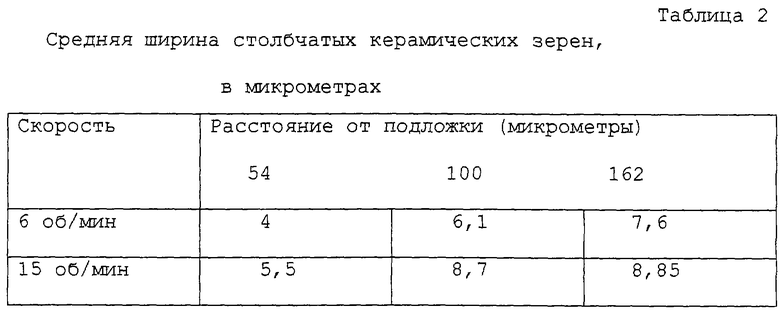
Обеспечивающие тепловой барьер керамические покрытия, получение при 6 оборотах в минуту и 15 оборотах в минуту при постоянной температуре от 1000 до 1100oС и при постоянной скорости осаждения от 3 до 5 микрометров в минуту, исследовали с использованием низковольтной сканирующей электронной микроскопии для получения микрофотографий. Через микрофотографии провели три линии на разных уровнях керамического покрытия, обеспечивающего тепловой барьер, и на каждой линии измерили среднюю ширину столбчатых керамических зерен. Первая линия была проведена на расстоянии 162 микрометра от поверхности оксида, вторая линия была проведена на расстоянии 100 микрометров от поверхности оксида, и третья линия была проведена на расстоянии 54 микрометра от поверхности оксида.
Средняя ширина столбчатых керамических зерен у обеспечивающего тепловой барьер керамического покрытия, осажденного при 6 и 15 об/мин, для каждой из трех линий показана в табл. 2.
Это демонстрирует тот факт, что средняя ширина столбчатых керамических зерен в керамическом покрытии, обеспечивающем тепловой барьер, по существу остается одинаковой по всей наружной части керамического покрытия, обеспечивающего тепловой барьер, и площадь поперечного сечения столбчатых керамических зерен по существу одинакова по всей наружной части керамического покрытия, обеспечивающего тепловой барьер, на расстояниях более 100 микрометров от поверхности связующего покрытия в соответствии с настоящим изобретением. Следовательно, промежуточная часть и внутренняя часть находятся на расстояниях менее 100 микрометров от поверхности окиси алюминия. Граница раздела между промежуточной частью и наружной частью находится между 54 и 100 микрометрами и составляет, следовательно, от 33 до 62% толщины керамического покрытия, обеспечивающего тепловой барьер. Наружная часть составляет, таким образом, от 38 до 67% толщины керамического покрытия, обеспечивающего тепловой барьер. При этом по известному техническому решению количество столбчатых керамических зерен в керамическом покрытии, обеспечивающем тепловой барьер, уменьшается с увеличением расстояния от поверхности связующего покрытия, а площадь поперечного сечения столбчатых зерен увеличивается с увеличением расстояния от поверхности связующего покрытия.
У обеспечивающего тепловой барьер керамического покрытия, осажденного при 15 об/мин, средняя ширина столбчатых керамических зерен возрастает с приростом 0,24 микрометра на 100 микрометров длины столбчатого керамического зерна на расстоянии от 100 до 162 микрометров от поверхности связующего покрытия. У обеспечивающего тепловой барьер керамического покрытия, осажденного при 6 об/мин, средняя ширина столбчатых керамических зерен возрастает с приростом 2,5 микрометра на 100 микрометров длины столбчатого керамического зерна на расстоянии от 100 до 162 микрометров от поверхности связующего покрытия.
Таким образом, из табл. 2 можно видеть, что прирост ширины столбчатых керамических зерен в девять-десять раз больше у обеспечивающего тепловой барьер керамического покрытия, осажденного при 6 об/мин, чем у осажденного при 15 об/мин на расстоянии от 100 до 160 микрометров от поверхности субстрата.
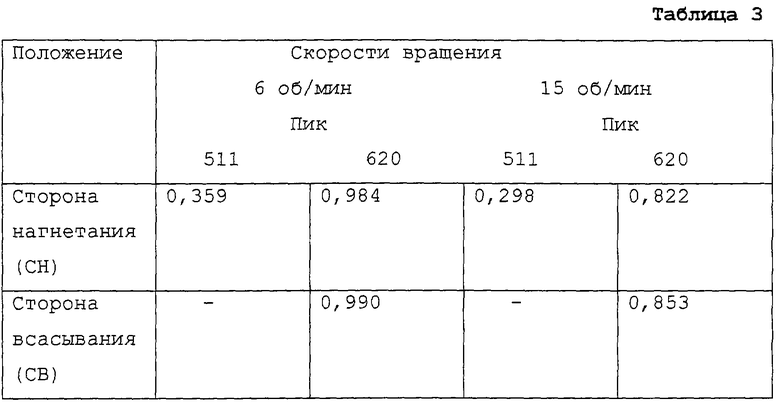
Поверхности стороны нагнетания и стороны всасывания лопаток турбины с обеспечивающими тепловой барьер керамическими покрытиями, осажденными при 6 и 15 об/мин, исследовали посредством дифракции рентгеновских лучей для определения ширины рентгеновских дифракционных пиков. Ширина рентгеновских дифракционных пиков определяет величину деформации внутри структуры керамических покрытий, обеспечивающих тепловой барьер. Чем больше ширина дифракционного пика рентгеновских лучей, тем больше деформация.
Ширина рентгеновских дифракционных пиков 511 и 620 на поверхности стороны нагнетания у обеспечивающего тепловой барьер керамического покрытия, осажденного при 6 и 15 об/мин, показана в табл. 3.
Из данных по дифракционным пикам рентгеновских лучей видно, что деформация в обеспечивающем тепловой барьер керамическом покрытии, осажденном при 6 об/мин, больше, чем деформация в обеспечивающем тепловой барьер керамическом покрытии, осажденном при 15 об/мин.
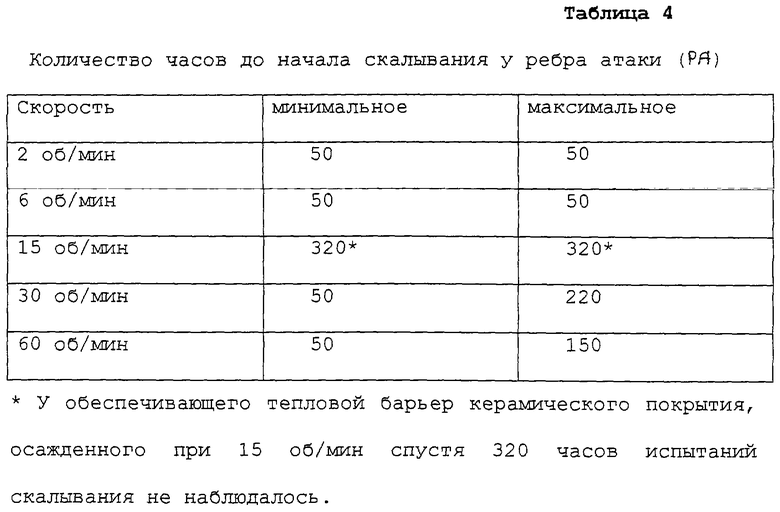
На фиг.6 представлено минимальное и максимальное количество часов до начала скалывания керамического покрытия, обеспечивающего тепловой барьер, в зависимости от скорости вращения изделия из суперсплава при постоянной температуре от 1000 до 1100oС и при постоянной скорости осаждения керамики на изделии из суперсплава от 3 до 5 микрометров в минуту в процессе осаждения керамического покрытия, обеспечивающего тепловой барьер, В процессе испытаний на лопатки турбины из суперсплава MAR-MОО2 было нанесено связующее покрытие из алюминида платины посредством алюминирования платины, и на алюминиде платины был образован слой оксида. Образцы обеспечивающих тепловой барьер покрытий были осаждены при постоянной температуре и постоянной скорости осаждения, но при различных скоростях вращения. Их испытали на предмет сопротивления скалыванию у ребер атаки. Четко видно, что для ребра атаки лопатки турбины, или лопасти турбины, минимальное и максимальное количество часов до начала скалывания керамического покрытия, обеспечивающего тепловой барьер, больше, когда керамическое покрытие, обеспечивающее тепловой барьер, осаждали при скорости вращения 15 оборотов в минуту. В таблице приведено минимальное и максимальное количество часов до начала скалывания при 2, 6, 15, 30 и 60 об/мин у ребра атаки лопатки турбины, эти данные показаны также на фиг.7.
У обеспечивающего тепловой барьер керамического покрытия, осажденного при 15 об/мин спустя 320 часов испытаний скалывания, не наблюдалось.
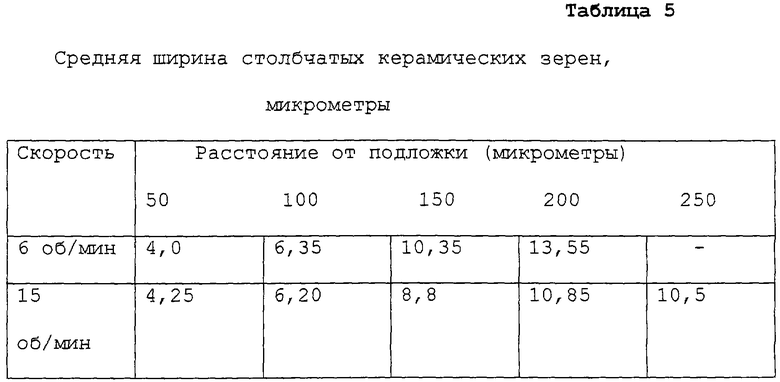
Для обеспечивающих тепловой барьер керамических покрытий, осажденных при 6 и 15 об/мин, измерили среднюю ширину столбчатых керамических зерен на поверхности стороны всасывания (СВ) керамического покрытия, обеспечивающего тепловой барьер, на расстоянии 50, 100, 150 и 200 микрометров от поверхности подложки, и эти данные показаны в табл. 5.
Это демонстрирует тот факт, что средняя ширина столбчатых керамических зерен в керамическом покрытии, обеспечивающем тепловой барьер, по существу остается одинаковой по всей наружной части керамического покрытия, обеспечивающего тепловой барьер, и площадь поперечного сечения столбчатых керамических зерен по существу одинакова по всей наружной части керамического покрытия, обеспечивающего тепловой барьер, на расстояниях более 150 микрометров от поверхности связующего покрытия в соответствии с настоящим изобретением. Следовательно, промежуточная часть и внутренняя часть находятся на расстояниях менее 150 микрометров от поверхности окиси алюминия. Граница раздела между промежуточной частью и наружной частью находится между 100 и 150 микрометрами и составляет, следовательно, от 40 до 60% толщины керамического покрытия, обеспечивающего тепловой барьер. Наружная часть составляет, таким образом, от 40 до 60% толщины керамического покрытия, обеспечивающего тепловой барьер. При этом по предшествующему техническому решению количество столбчатых керамических зерен в керамическом покрытии, обеспечивающем тепловой барьер, уменьшается с увеличением расстояния от поверхности связующего покрытия, а площадь поперечного сечения столбчатых зерен увеличивается с увеличением расстояния от поверхности связующего покрытия.
У обеспечивающего тепловой барьер керамического покрытия, осажденного при 15 об/мин, средняя ширина столбчатых керамических зерен возрастает с приростом 1,7 микрометра на 100 микрометров длины столбчатого керамического зерна на расстоянии от 150 до 250 микрометров от поверхности подложки. У обеспечивающего тепловой барьер керамического покрытия, осажденного при 6 об/мин, средняя ширина столбчатых керамических зерен возрастает с приростом 6,64 микрометра на 100 микрометров длины столбчатого керамического зерна на расстоянии от 150 до 200 микрометров от поверхности подложки.
Таким образом, из табл. 5 можно видеть, что прирост ширины столбчатых керамических зерен в три-четыре раза больше у обеспечивающего тепловой барьер керамического покрытия, осажденного при 6 об/мин, чем у осажденного при 15 об/мин, на расстоянии от 150 до 200 микрометров от поверхности субстрата.
На фиг. 8 приведен график, показывающий изменение ширины столбчатых керамических зерен с увеличением расстояния от поверхности окиси алюминия. Кривая Х показывает столбчатые керамические зерна в соответствии с настоящим изобретением, а кривая Y показывает столбчатые керамические зерна по предшествующему техническому решению.
Таким образом, для минимизации напряжения или деформации с целью увеличения сопротивления скалыванию керамических покрытий, обеспечивающих тепловой барьер, необходимо получать столбчатые керамические зерна, которые имеют по существу одинаковую площадь поперечного сечения по всей их длине в наружной части обеспечивающего тепловой барьер керамического покрытия, которые имеют сглаженные поверхности и однородные промежутки с соседними столбчатыми керамическими зернами. Этого можно достичь посредством регулирования температуры изделия, скорости испарения керамики и скорости вращения изделия. Приведенный выше пример показывает, что при поддержании скорости испарения и температуры постоянными следует регулировать скорость вращения изделия, пока не будет достигнута нужная структура столбчатых керамических зерен. Аналогичным образом можно получить такую же структуру столбчатых керамических зерен при поддержании скорости испарения и скорости вращения изделия постоянными и регулировании температуры, либо при поддержании температуры и скорости вращения постоянными и регулировании скорости испарения.
Важно, чтобы температура изделия или компонента, скорость нанесения керамики на изделие или компонент и скорость вращения изделия или компонента были отрегулированы так, чтобы рост столбчатых керамических зерен происходил с образованием одинаковой площади поперечного сечения по всей их длине, со сглаженными поверхностями и с четкими одинаковыми промежутками между соседними столбчатыми керамическими зернами. Скорость нанесения керамики называют скоростью осаждения. Скорость нанесения определяется скоростью испарения керамики. Поэтому температуру изделия, скорость осаждения и скорость вращения изделия регулируют так, чтобы столбчатые керамические зерна росли с образованием одинаковой площади поперечного сечения по всей их длине, со сглаженными поверхностями и с четкими одинаковыми промежутками между соседними столбчатыми керамическими зернами.
Было обнаружено также, что, как только столбчатые керамические зерна начинают зарождаться и расти с образованием по существу одинаковых площадей поперечного сечения, можно снизить скорость вращения изделия и все-таки получить нужную структуру столбчатых керамических зерен. Предполагают, что на начальных этапах осаждения керамики существуют режимы, которые оказывают важное влияние на определение конечной структуры столбчатых керамических зерен.
Средняя ширина столбчатых керамических зерен может изменяться в зависимости от их положения на поверхности металлического изделия. В случае металлической лопатки турбины, или металлической лопасти турбины, столбчатые керамические зерна больше по ширине на ребре атаки, меньше на поверхности стороны нагнетания и имеют промежуточную ширину на поверхности стороны всасывания.
Хотя изобретение описано со ссылкой на физическое осаждение из паровой фазы, можно применять также аналогичную технологию с химическим осаждением из паровой фазы и с химическим осаждением из паровой фазы в процессе горения, как раскрыто в публикации международной заявки на патент WО9721848A от 19 июня 1997 г.
Изобретения относятся к металлургии и могут найти применение при получении металлических изделий с покрытием, например лопаток турбин газотурбинных двигателей. Металлическое изделие имеет обеспечивающее тепловой барьер керамическое покрытие. Это покрытие содержит внутреннюю, промежуточную и наружную части. Внутренняя часть имеет столбчатые зерна, выращенные в условиях конкуренции, наружная часть - столбчатые зерна, выращенные в стабильных условиях, промежуточная часть - столбчатые зерна, выращенные в условиях, промежуточных между конкурентными и стабильными. В наружной части каждое столбчатое зерно имеет постоянную площадь поперечного сечения по всей его длине и сглаженные боковые поверхности без наличия выступающих из них субзерен и отделено от соседних зерен одинаковыми промежутками, которые минимизируют напряжение или деформацию в столбчатых зернах и/или минимизируют напряжения или деформацию между соседними столбчатыми зернами. Покрытие наносят физическим осаждением из паровой фазы. В процессе нанесения покрытия осуществляют регулирование скорости испарения керамики, температуры и скорости вращения металлического изделия в процессе осаждения из паровой фазы обеспечивающего тепловой барьер керамического покрытия. В результате получают изделие с покрытием, имеющим более высокое сопротивление скалыванию. 2 с. и 25 з.п. ф-лы, 5 табл., 8 ил.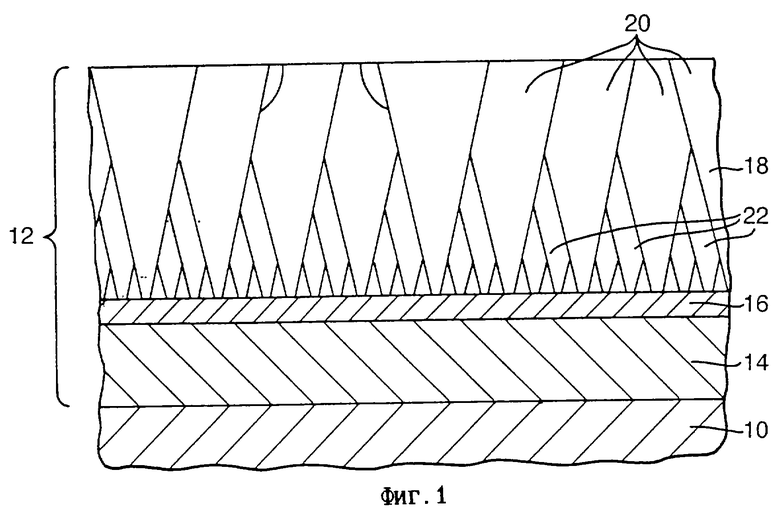
| US 4321311, 23.03.1982 | |||
| US 5073433, 17.12.1991 | |||
| СПОСОБ ОБРАБОТКИ СТАЛЕПЛАВИЛЬНЫХ ШЛАКОВ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2025469C1 |
| Способ получения покрытий из тугоплавких металлов и их карбидов | 1974 |
|
SU533672A1 |
| RU 93049606 A, 27.01.1996 | |||
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО СЛОИСТОГО МАТЕРИАЛА НА ОСНОВЕ ТВЕРДОГО СПЛАВА | 1992 |
|
RU2064526C1 |
| GB 1598361, 16.09.1981 | |||
| US 5275844, 04.01.1994 | |||
| US 5653378, 05.08.1997 | |||
| DE 4334818, 15.09.1994 | |||
| ВИННЫЙ НАПИТОК "ЧЕРЕМУХА НА КОНЬЯКЕ" | 1995 |
|
RU2097417C1 |
| US 4636354, 13.01.1987. | |||

