Изобретение относится к производству стальных труб, защищенных от коррозии, и может быть использовано при строительстве трубопроводов во всех отраслях промышленности.
Известен способ защиты стальной трубы от коррозии, включающий футерование внутренней поверхности трубы пластмассовой оболочкой, облицовку внутренней поверхности концов трубы коррозионно-стойкой сталью на длину, превышающую длину зоны термической деструкции оболочки от места сварки труб, и прикрепление концов оболочки к трубе защемляющими кольцами путем радиальной деформации колец или трубы, где к концам трубы приваривают откалиброванные по внутреннему диаметру не менее чем до наибольшего предельного размера для данного типоразмера труб наконечники с внутренней облицовкой из коррозионно-стойкой стали длиной, превышающей длину зоны термической деструкции оболочки, футерование трубы производят с перекрытием части длины наконечников, а защемляющие кольца, выполненные в коррозионно-стойком исполнении, размещают, по крайней мере, частично внутри наконечников (Патент РФ №2217651, МПК F16L 58/02, по заявке 2002106556/06 от 14.03.2002, опубликовано 27 ноября 2003 года).
Недостатком данного способа является появление 2-х дополнительных сварных швов, связанных с привариванием наконечников с внутренней облицовкой из коррозионно-стойкой стали, что ведет к существенному удорожанию технологии изготовления трубы с внутренней пластмассовой трубой и снижению защиты от коррозии самой металлической трубы. Существенно снижается производительность изготовления металлической трубы с внутренней пластмассовой трубой, так как наконечники надо плакировать облицовкой из коррозионно-стойкой стали и их приваривать к концам трубы электродуговой сваркой с использованием различных электродов, в том числе, и электродов для соединения разнородных марок сталей. Снижается качество защиты от коррозии. Происходит коррозионное разрушение металла трубы и наконечника из-за разности потенциалов, возникающего между трубой, наконечниками и облицовками из коррозионно-стойкой стали при появлении конденсата на внутренней поверхности стальной трубы. Это связано с тем, что сварные соединения герметично не изолированы от пространства, образованного между стальной и пластмассовой трубами.
Технической задачей изобретения является повышение качества изготовления стальной трубы с внутренней пластмассовой трубой для соединения сваркой.
Поставленная техническая задача достигается тем, что в способе изготовления стальной трубы с внутренней пластмассовой трубой для соединения сваркой, включающем футерование внутренней поверхности стальной трубы пластмассовой трубой, удаление концов пластмассовой трубы на длину, превышающую длину зоны термической деструкции пластмассовой трубы от места соединения труб сваркой, закрепление концов пластмассовой трубы к внутренней поверхности концов стальной трубы втулками, где новым является то, что втулки наружные, изготовленные из того же металла, что и труба устанавливают внутри концов стальной трубы до упора их внутренних концов в торцы пластмассовой трубы, которые закрепляют, например, путем дорнирования, а затем устанавливают втулки внутренние из коррозионно-стойкой стали во внутрь втулок наружных и концов пластмассовой трубы, которыми закрепляют концы пластмассовой трубы от продольного перемещения относительно втулок наружных путем их раздачи, при этом их внутренние концы приклеивают к внутренней поверхности втулок наружных клеем, мастикой или при помощи герметика из диэлектрического материала, а затем делают фаски под сварку на концах труб. Внутренние концы втулок из коррозионно-стойкой стали приклеивают к внутренней поверхности втулок наружных и концам пластмассовой трубы. Между концами втулок из коррозионно-стойкой стали и пластмассовой трубы устанавливают уплотнительные кольца.
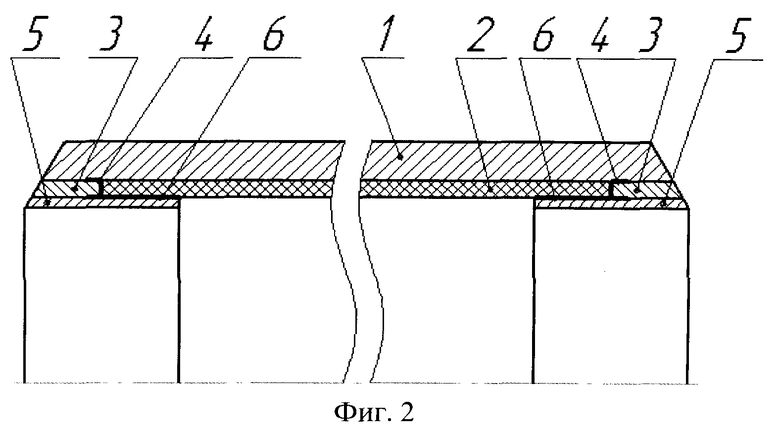
Способ поясняется чертежами. На фиг.1 показана стальная труба с внутренней пластмассовой трубой, изготовленная предлагаемым способом, которая состоит из стальной трубы 1, пластмассовой трубы 2, втулок наружных 3, мастики (клея, герметика) 4, втулок внутренних 5 из коррозионно-стойкой стали.
На фиг.2 показана стальная труба с внутренней пластмассовой трубой, изготовленная предлагаемым способом, которая состоит из стальной трубы 1, пластмассовой трубы 2, втулок наружных 3, мастики (клея, герметика) 4, втулок внутренних 5 из коррозионно-стойкой стали и клея 6.
Сборка стальной трубы с внутренней пластмассовой трубой по предлагаемому способу осуществляется следующим образом. Стальную трубу 1 футеруют изнутри пластмассовой трубой 2 путем волочения через сужающую фильеру, концы пластмассовой трубы 2 удаляют внутри концов стальной трубы 1 на длину термического воздействия тепла сварки, при котором не происходит разрушение пластмассовой трубы 2. Наносят мастику 4 на внутренние концы втулок наружных 3 и устанавливают их внутри концов стальной трубы 1. Торцы втулок наружных 3 упираются в торцы пластмассовой трубы 2 и закрепляют их путем дорнирования при помощи гидропресса. При этом происходит склеивание внутренних концов втулок наружных 3 к внутренней поверхности стальной трубы 1. На внутренние концы втулок внутренних 5, изготовленных из коррозионно-стойкой стали, наносят клей 6 и устанавливают их внутри концов стальной трубы 1. При этом втулки внутренние 5 своим внутренним концом перекрывают концы пластмассовой трубы 2. Расширяют втулки внутренние 5 при помощи гидропресса, снабженного специальным расширителем. Происходит защемление удаленных внутрь стальной трубы 1 концов пластмассовой трубы 2 втулками внутренними 5, а клей 6 склеивает внутренние концы втулок внутренней 5 с внутренними концами втулок наружной 3 и концами пластмассовой трубы 2 между собою. Вторые концы втулки внутренней 5 выступает за торец стальной трубы 1. Делают фаску на концах трубы 1 втулки наружной 3 и втулки внутренней 5 под сварку.
Предлагаемый способ повышает качество изготовления стальной трубы с внутренней пластмассовой трубой для соединения сваркой, так как раздельная установка и закрепление втулок наружных и внутренних позволяет контролировать технологический процесс по отдельным технологическим операциям. При их раздельной раздаче не надо прилагать большие усилия, чтобы устранить появление задиров на внутренней поверхности втулок внутренних 5. Кроме того, происходит поэтапная герметизация закрепления втулок наружных и внутренних относительно стальных и пластмассовых труб и между собою, что обеспечивает высокую степень герметизации.
Процесс соединения стальных труб с внутренней пластмассовой трубой осуществляют по общеизвестной технологии соединения 2-слойных сталей электродуговой сваркой.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ТРУБЫ С ВНУТРЕННЕЙ ПЛАСТМАССОВОЙ ОБОЛОЧКОЙ | 2015 |
|
RU2594039C1 |
| Способ соединения металлических труб с внутренней пластмассовой облицовкой | 2018 |
|
RU2686129C1 |
| ТРУБА С ВНУТРЕННЕЙ ПЛАСТМАССОВОЙ ОБОЛОЧКОЙ | 2015 |
|
RU2594036C1 |
| СПОСОБ ЗАЩИТЫ СТАЛЬНОЙ ТРУБЫ ОТ КОРРОЗИИ | 2002 |
|
RU2217651C1 |
| ТРУБА С ВНУТРЕННЕЙ ПЛАСТМАССОВОЙ ОБОЛОЧКОЙ | 2009 |
|
RU2398152C1 |
| СПОСОБ ФИКСАЦИИ ВНУТРЕННЕЙ ПЛАСТМАССОВОЙ ТРУБЫ НА КОНЦАХ МЕТАЛЛИЧЕСКОЙ ФУТЕРОВАННОЙ ТРУБЫ | 2017 |
|
RU2667307C1 |
| СТАЛЬНАЯ ТРУБА С ВНУТРЕННЕЙ ПЛАСТМАССОВОЙ ОБЛИЦОВКОЙ | 2004 |
|
RU2261394C1 |
| СТАЛЬНАЯ ТРУБА С ВНУТРЕННЕЙ ПЛАСТМАССОВОЙ ОБОЛОЧКОЙ | 2009 |
|
RU2393371C1 |
| МЕТАЛЛИЧЕСКАЯ ТРУБА С ВНУТРЕННЕЙ ПЛАСТМАССОВОЙ ТРУБОЙ | 2013 |
|
RU2532471C1 |
| СПОСОБ ПЛАКИРОВАНИЯ КОНЦОВ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ ОБЕЧАЙКАМИ ИЗ КОРРОЗИОННО-СТОЙКОЙ СТАЛИ | 2013 |
|
RU2543645C2 |
Изобретение относится к способу изготовления металлических труб, защищенных от коррозии. В способе изготовления стальной трубы с внутренней пластмассовой трубой для соединения сваркой втулки наружные, изготовленные из того же металла, что и труба, устанавливают внутри концов металлической трубы до упора их внутренних концов в торцы пластмассовой трубы, которые закрепляют, например, путем дорнирования, а затем устанавливают втулки внутренние из коррозионно-стойкой стали во внутрь втулок наружных и концов пластмассовой трубы, которыми закрепляют концы пластмассовой трубы от продольного перемещения относительно втулок наружных путем их раздачи. Технический результат: повышение надежности соединения стальной трубы с внутренней пластмассовой трубой. 2 з.п. ф-лы, 2 ил.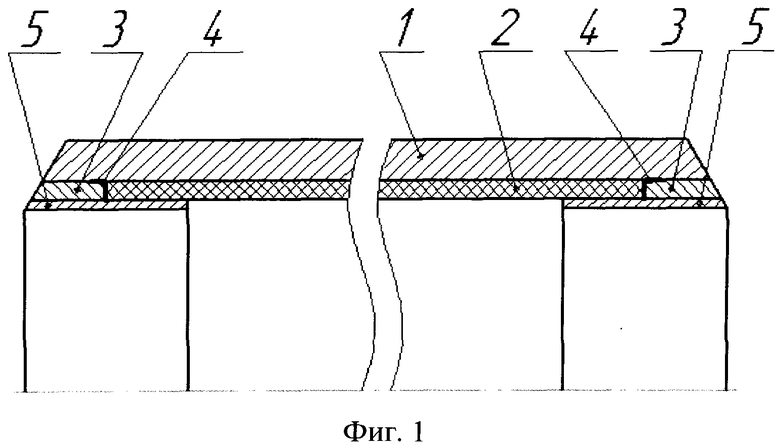
1. Способ изготовления стальной трубы с внутренней пластмассовой трубой для соединения сваркой, включающий футерование внутренней поверхности металлической трубы пластмассовой трубой, удаление концов пластмассовой трубы на длину, превышающую длину зоны термической деструкции пластмассовой трубы от места соединения труб сваркой, закрепление концов пластмассовой трубы к внутренней поверхности концов стальной трубы втулками, отличающийся тем, что втулки наружные, изготовленные из того же металла, что и труба, устанавливают внутри концов стальной трубы до упора их внутренних концов в торцы пластмассовой трубы, которые закрепляют, например, путем дорнирования, устанавливают втулки внутренние из коррозионно-стойкой стали во внутрь втулок наружных и концов пластмассовой трубы, которыми закрепляют концы пластмассовой трубы от продольного перемещения относительно втулок наружных путем их раздачи, при этом их внутренние концы приклеивают к внутренней поверхности втулок наружных клеем, мастикой или при помощи герметика из диэлектрического материала, а затем делают фаски под сварку на концах труб.
2. Способ по п.1, отличающийся тем, что внутренние концы втулок из коррозионно-стойкой стали приклеивают к внутренней поверхности втулок наружных и концам пластмассовой трубы.
3. Способ по пп.1 или 2, отличающийся тем, что между концами втулок из коррозионно-стойкой стали и пластмассовой трубы устанавливают уплотнительные кольца.
| СПОСОБ ЗАЩИТЫ СТАЛЬНОЙ ТРУБЫ ОТ КОРРОЗИИ | 2002 |
|
RU2217651C1 |
| ТРУБА С ВНУТРЕННЕЙ ПЛАСТМАССОВОЙ ОБОЛОЧКОЙ | 1998 |
|
RU2141598C1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ | 1996 |
|
RU2103594C1 |
| ТРУБА С ВНУТРЕННИМ ЗАЩИТНЫМ ПОКРЫТИЕМ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2130147C1 |
| Способ нанесения защитного покрытия на внутреннюю поверхность трубопровода | 1984 |
|
SU1239445A1 |
| US 3876136 A1, 08.04.1975. | |||

