Изобретение относится к области труб из пластических масс, выполненных с армированием, точнее к способам их изготовления.
Известен способ изготовления бипластмассовых труб из термопласта и стеклопластика путем намотки стеклопластика на рукав из термопласта с последующим его нагревом, расширением изнутри и полимеризацией (авт. св. SU 193046, В 29 С 53/56).
Недостаток этого способа состоит в низком качестве изготавливаемых труб.
Этот недостаток объясняется неравномерным натяжением слоев армирующих волокон из-за "проседания" (уменьшения диаметра) рукава с ранее намотанными слоями под действием очередного наматываемого слоя и фиксации этой неравномерности в готовой трубе, что ведет при нагружении к неравномерному включению в работу текстурных слоев трубы и тем самым значительно (до 40%) уменьшает ее механическую прочность и надежность способа.
Известен другой способ изготовления комбинированной трубы, включающий расположение на технологической оправке герметизирующего полиэтиленового (термопластового) слоя, намотку на него волокнистого материала со связующим и термообработку с полимеризацией и охлаждением (патент RU 2150629, F 16 L 9/12, B 29 D 23/00).
Этот способ по совокупности признаков и достигаемому результату наиболее близок к заявляемому и принят за прототип.
При этом способе изготовления трубы намотку волокнистого материала осуществляют на полиэтиленовую трубчатую заготовку с праймерным слоем на поверхности, беззазорно сопряженную с технологической оправкой, благодаря чему недостатки, обусловленные неравномерным натяжением слоев армирующего волокнистого материала, в этом способе упразднены, а его надежность несколько повышена.
Однако достигнутый в этом способе положительный результат недостаточен, так как при эксплуатации изготовленной с его использованием трубы происходит расслоение стенки последней по праймерному слою, что приводит (особенно при минусовых температурах и разряжении внутри трубы) к смятию и растрескиванию герметизирующего полиэтиленового слоя и, следовательно, к выходу трубы из строя.
Задачей изобретения является повышение надежности способа.
Для решения этой задачи усовершенствуется способ изготовления комбинированной трубы, включающий расположение на технологической оправке герметизирующего термопластового слоя, намотку на него волокнистого материала со связующим и термообработку с полимеризацией и охлаждением.
Усовершенствование состоит в том, что на оправку поочередно наматывают волокнистый материал со связующим, герметизирующий термопластовый слой в виде экструдируемой ленты и снова волокнистый материал со связующим, после чего выполняют термообработку с полимеризацией и охлаждением.
Поочередная намотка на оправку волокнистого материал со связующим, герметизирующего термопластового слоя и снова волокнистого материала со связующим обеспечивает расположение герметизирующего термопластового слоя между слоями волокнистого материала со связующим.
Намотка герметизирующего термопластового слоя в виде экструдируемой ленты обеспечивает уменьшенную его деформацию вдоль оси трубы при термообработке и эксплуатации.
Последующее выполнение термообработки с полимеризацией и охлаждением обеспечивает замоноличивание герметизирующего термопластового слоя между слоями композиционно-волокнистого материала, исключающее смятие и растрескивание герметизирующего слоя при минусовых температурах и разряжении в трубе в процессе эксплуатации.
Выполнение способа изготовления комбинированной трубы по изобретению обеспечивает повышение его надежности.
Ниже со ссылкой на прилагаемый чертеж дается описание предлагаемого способа.
При осуществлении способа на технологическую оправку 1 поочередно наматывают сначала волокнистый материал 2 со связующим, затем на него герметизирующий термопластовый слой 3 в виде экструдируемой из головки (не показано) ленты 4 с перекрытием по краям, а на него волокнистый материал 5 со связующим (благодаря чему обеспечивается расположение герметизирующего термопластового слоя между слоями волокнистого материала и уменьшенная его деформация вдоль оси трубы), после чего выполняют термообработку с полимеризацией и охлаждением (чем обеспечивается замоноливание герметизирующего термопластового слоя между слоями композиционно-волокнистого материала).
Способ изготовления комбинированной трубы по изобретению (благодаря исключению смятия и растрескивания герметизирующего термопластового слоя при минусовых температурах и разряжении в трубе в процессе эксплуатации) имеет повышенную надежность; изготовленные с его использованием комбинированные трубы могут применяться в нефте(газо)добывающей отрасли народного хозяйства в условиях Сибири и Севера страны.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЫ | 2004 |
|
RU2262026C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПУСТОТЕЛОГО ИЗДЕЛИЯ | 2004 |
|
RU2269054C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМБИНИРОВАННОЙ ТРУБЫ | 2008 |
|
RU2383808C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЫ | 2004 |
|
RU2284266C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТВОДА | 2004 |
|
RU2274796C1 |
| ТРУБА | 2003 |
|
RU2255264C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЫ | 2004 |
|
RU2279979C2 |
| ТРУБА | 2004 |
|
RU2258858C1 |
| ТРУБА | 2003 |
|
RU2239744C1 |
| ТРУБА | 2003 |
|
RU2240463C1 |
Изобретение относится к области производства труб из пластических масс, выполненных с армированием. В способе на технологическую оправку поочередно наматывают волокнистый материал со связующим, герметизирующий термопластовый слой в виде экструдируемой ленты и снова волокнистый материал со связующим, после чего выполняют термообработку с полимеризацией и охлаждением. Техническим результатом изобретения является повышение надежности. 1 ил.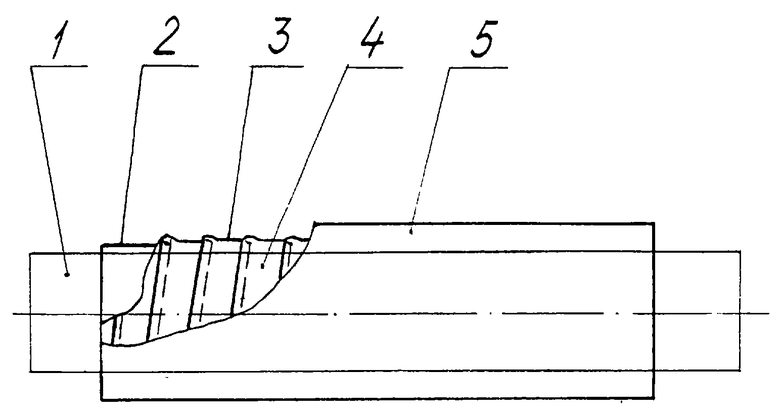
Способ изготовления комбинированной трубы, включающий расположение на технологической оправке герметизирующего термопластового слоя, намотку на него волокнистого материала со связующим и термообработку с полимеризацией и охлаждением, отличающийся тем, что на оправку поочередно наматывают волокнистый материал со связующим, герметизирующий термопластовый слой в виде экструдируемой ленты, и снова волокнистый материал со связующим, после чего выпоняют термообработку с полимеризацией и охлаждением.
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМБИНИРОВАННОЙ ТРУБЫ | 1998 |
|
RU2150629C1 |
| ТРУБА | 1995 |
|
RU2095676C1 |
| ЗАЩИТНАЯ ОБОЛОЧКА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1993 |
|
RU2096678C1 |
| US 3886024 A, 27.05.1975. | |||

