Изобретение относится к области труб из пластических масс, выполненных с армированием, точнее - к способам их изготовления.
Известен способ изготовления комбинированной трубы, включающий раздельное изготовление внутреннего и наружного слоев в виде оболочек, нанесение на сопрягаемые поверхности оболочек праймерного слоя, сборку оболочек и отверждение праймерного слоя с образованием комбинированной трубы (см. патент США N3886024 F 16 L 9/14 на "Толстостенные армированные волокном композитные структуры и способ их изготовления"). При изготовлении трубы отверждение оболочек ведется при температуре 149-177 градусов Цельсия, а праймерного слоя - при температуре 66 градусов Цельсия. Такой способ изготовления ведет к плохой ремонтопригодности и низкой надежности получаемых труб.
Плохая ремонтопригодность объясняется тем, что реализация способа происходит при разных температурах получения слоев трубы, из-за чего ремонт, например наружного слоя с нагревом и отверждением, вызывает разрушение примыкающего к ремонтируемому участку праймерного слоя, т.е. расслоение неповрежденного участка комбинированной трубы.
Низкая надежность способа объясняется тем, что в процессе смыкания трубы внутренняя (полиэтиленовая) ее оболочка под действием нагрева расширяется больше армирующей (наружной) - (из-за большего коэффициента линейного расширения материала) и частично вытесняет при этом праймерный слой из межстеночного пространства через торцевые каналы, а при охлаждении релаксирует больше наружной, из-за чего происходит образование местных пустот в праймерном слое и отверждение трубы с ними, т.е. с неоднородной структурой.
Известен другой способ изготовления комбинированной трубы, включающий установку на оправке полиэтиленовой трубчатой заготовки, нанесение на нее слоя сэвилена и намотку стеклопластикового материала, последующую термообработку с полимеризацией и охлаждением и снятие готовой трубы с оправки (см. патент на изобретение РФ 2095676, оп. 10.11.97 на "Трубу", в котором реализован описанный способ). Установку полиэтиленовой трубчатой заготовки на оправку в этом способе ведут по посадке с зазором, а трубу выполняют из материалов, имеющих одинаковую температуру (120 градусов Цельсия) подготовки к спеканию и полимеризации.
Ремонтопригодность этого способа значительно повышена, т.к. одинаковая температура подготовки к спеканию всех слоев трубы позволяет при температуре воздействия на них в процессе ремонта исключить расслоение участков трубы, примыкающих к ремонтируемому.
Надежность этого способа несколько повышена, благодаря практически беззазорной намотке на полиэтиленовую трубчатую заготовку с сэвиленом стеклопластикового материала и уменьшению выдавливания при этом в процессе нагревания праймерного слоя (сэвилена).
Достигнутый положительный эффект, однако, недостачен, т.к. в процессе реализации способа расширение полиэтиленовой трубчатой заготовки, остановленное жесткой стеклопластиковой намоткой, ведет к потере устойчивости стенки заготовки в направлении оси и образованию гофр (волн) в пределах зазора с оправкой и, соответственно, пустот между намоткой и полиэтиленовой заготовкой, что при затвердевании трубы ведет к неоднородности ее стенки.
Задачей изобретения является повышение надежности способа.
Для решения этой задачи усовершенствуется способ изготовления комбинированной трубы, включающей установку на оправке полиэтиленовой трубчатой заготовки, нанесение на нее слоя сэвилена и намотку стеклопластикового материала, последующую термообработку с полимеризацией и охлаждением и снятие готовой трубы с оправки.
Это усовершенствование состоит в том, что трубчатую заготовку с внутренним диаметром, меньшим диаметра оправки, с натягом устанавливают на последней или сначала калибруют на размер, больший диаметра оправки, и с зазором устанавливают на ней, после чего выдерживают в процессе релаксации до беззазорного сопряжения с оправкой, а затем наносят слой сэвилена, наматывают стеклопластиковый материал, ведут термообработку с полимеризацией и охлаждением и снимают готовую трубу с оправки.
Установка трубчатой заготовки с внутренним диаметром, меньшим диаметра оправки, на последней с натягом или сначала калибровка на размер, больший диаметра оправки, и установка на ней с зазором с последующей выдержкой в процессе релаксации до беззазорного сопряжения с оправкой обеспечивает беззазорное положение полиэтиленовой заготовки на оправке.
Нанесение слоя сзвилена и намотка на него стеклопластикового материала обеспечивают расположение полиэтиленовой трубчатой заготовки в силовом каркасе с малодеформируемыми стенками (оправкой и стеклопластиковой намоткой).
Термообработка с полимеризацией и охлаждение и снятие готовой трубы с оправки обеспечивают минимальное расширение полиэтиленовой заготовки при нагревании с последующей минимальной ее релаксацией при охлаждении и снятии готовой трубы (благодаря силовому замыканию заготовки) и, следовательно, пониженной вероятности образования пустот (неоднородностей) в стенке трубы, что повышает надежность способа.
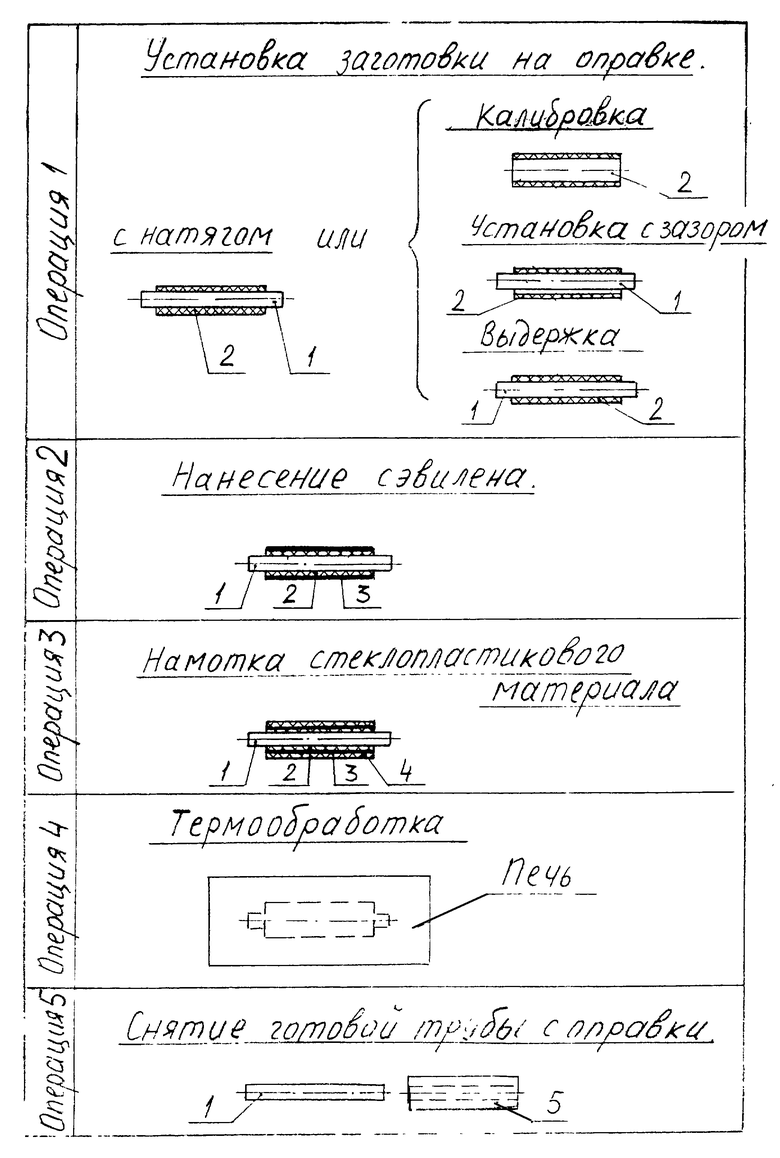
Изобретение поясняется технологической картой с эскизами.
При осуществлении предлагаемого способа устанавливают на оправке 1 полиэтиленовую трубчатую заготовку 2, наносят на нее слой сэвилена 3 (показано толстой линией) и наматывают стеклопластиковый материал 4, после чего ведут термообработку полученной сборки с полимеризацией и охлаждением, а затем снимают готовую трубу 5 с оправки 1.
Способ характеризуется тем, что трубчатую заготовку 2 с внутренним диаметром, меньшим диаметра оправки 1, с натягом устанавливают на последней или сначала калибруют на размер, больший диаметра оправки 1, и с зазором устанавливают на ней, после чего выдерживают в процессе релаксации до беззазорного сопряжения с оправкой 1. Затем на заготовку 2 наносят слой сэвилена 3 и наматывают стеклопластиковый материал 4 (чем обеспечивается расположение заготовки 2 в силовом каркасе: оправка 1 - стеклопластиковый материал 4 с малодеформируемыми стенками). После чего подвергают полученную сборку термообработке с полимеризацией и охлаждением и снимают готовую трубу 5 с оправки 1 (при этом достигается минимальное расширение заготовки 2 в процессе нагревания с последующей минимальной ее релаксацией при охлаждении и снятии готовой трубы и, следовательно, пониженная вероятность образования пустот (неоднородностей) в стенке трубы.
Способ изготовления комбинированной трубы по изобретению имеет повышенную надежность; его использование значительно повышает качество комбинированных труб и уменьшает расход материала на праймерный слой последних.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМБИНИРОВАННОЙ ТРУБЫ | 2005 |
|
RU2291341C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЫ | 2001 |
|
RU2191313C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМБИНИРОВАННОГО ИЗДЕЛИЯ ДЛЯ ТРАНСПОРТИРОВКИ И/ИЛИ ХРАНЕНИЯ ЖИДКИХ И ГАЗООБРАЗНЫХ СРЕД | 2010 |
|
RU2459996C2 |
| СПОСОБ ПОВЫШЕНИЯ ГЕРМЕТИЧНОСТИ ТРУБ | 2008 |
|
RU2365804C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМБИНИРОВАННОЙ ТРУБЫ | 2001 |
|
RU2208735C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМБИНИРОВАННОЙ ТРУБЫ | 2002 |
|
RU2216672C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ТРУБЧАТОЙ ФОРМЫ (ВАРИАНТЫ) И ИЗДЕЛИЕ ТРУБЧАТОЙ ФОРМЫ (ВАРИАНТЫ) | 2008 |
|
RU2375174C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМБИНИРОВАННОЙ ТРУБЫ | 2008 |
|
RU2383808C1 |
| ТРУБА | 2001 |
|
RU2211983C2 |
| КОМБИНИРОВАННАЯ ТРУБА | 2001 |
|
RU2208734C2 |
Изобретение относится к области изготовления труб из пластических масс. Способ включает установку на оправке полиэтиленовой трубчатой заготовки, нанесение на нее слоя сэвилена и намотку стеклопластикового материала, последующую термообработку с полимеризацией и охлаждением и снятие готовой трубы с оправки. Трубчатую заготовку с внутренним диаметром, меньшим диаметра оправки, с натягом устанавливают на последней или сначала калибруют на размер, больший диаметра оправки, и с зазором устанавливают на ней, после чего выдерживают в процессе релаксации до беззазорного сопряжения с оправкой. Затем наносят слой сэвилена, наматывают стеклопластиковый материал, ведут термообработку с полимеризацией и охлаждением и снимают готовую трубу с оправки. В результате повышается надежность способа изготовления трубы. 1 ил.
Способ изготовления комбинированной трубы, включающий установку на оправке полиэтиленовой трубчатой заготовки, нанесение на нее слоя сэвилена и намотку стеклопластикового материала, последующую термообработку с полимеризацией и охлаждением и снятие готовой трубы с оправки, отличающийся тем, что трубчатую заготовку с внутренним диаметром, меньшим диаметра оправки, с натягом устанавливают на последней или сначала калибруют на размер, больший диаметра оправки, и с зазором устанавливают на ней, после чего выдерживают в процессе релаксации до беззазорного сопряжения с оправкой, а затем наносят слой сэвилена, наматывают стеклопластиковый материал, ведут термообработку с полимеризацией и охлаждением и снимают готовую трубку с оправки.
| ТРУБА | 1995 |
|
RU2095676C1 |
| КОМПОЗИЦИОННАЯ ПЛАСТИКОВАЯ ТРУБА | 1990 |
|
RU2046242C1 |
| US 3886024 С1, 27.05.1975 | |||
| US 3911963 А, 14.10.1975 | |||
| Способ теплоизоляции труб | 1990 |
|
SU1788379A1 |

