Изобретение относится к области самолетостроения, в частности к устройству по изготовлению полотна силового шпангоута летательного аппарата, преимущественно из титана или его сплавов.
В уровне техники не выявлен ближайший аналог заявляемого изобретения, однако известны технические решения, характеризующие общий уровень техники заявляемого объекта (1. К.А.Макаров. Гибка профилей с растяжением с применением контактного нагрева. //Кузнечно-штампованное производство. Обработка материалов давлением. - 1. -1999.-с.38-39. 2. Ю.А.Аверкиев, А.Ю.Аверкиев. Технология холодной штамповки. М.: Машиностроение.-1989.)
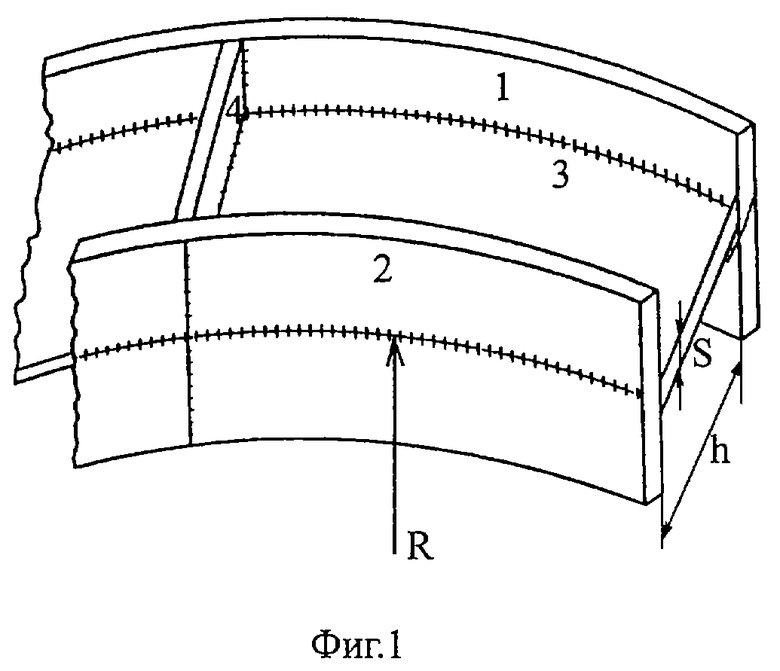
Силовой шпангоут (фиг. 1) содержит наружный 1 и внутренний 2 контуры, соединенные между собой полотном 3, ребра жесткости 4 и узел крепления (не показан).
Как следует из источника /1/, полки деталей каркаса самолета изготавливают из профилей гибкой с растяжением. Операция выполняется на профилегибочных станках. Устройства, предназначенные для гибки профилей, и определяют общий уровень техники заявляемого изобретения.
Несмотря на высокие точностные характеристики изделий, изготавливаемых на этих устройствах, наблюдается остаточное пружинение, которое снижает точностные характеристики.
Заявляемое изобретение направлено на устранение указанного недостатка.
Для достижения указанного технического результата устройство для изготовления полотна силового шпангоута летательного аппарата содержит четыре бойка, составляющих калибр, два из которых (наклонные) установлены с возможностью синхронного движения навстречу друг к другу в вертикальной плоскости с помощью эксцентриков приводных валов, а два других (боковые) установлены с возможностью возвратно-поступательного перемещения в горизонтальной плоскости с помощью других эксцентриков упомянутых выше приводных валов, при этом эксцентрики, приводящие боковые бойки, повернуты на угол 90o относительно эксцентриков, приводящих наклонные бойки, а боковые бойки выполнены на выходе с закруглением радиусом, соответствующим радиусу готового полотна силового шпангоута, и имеют прижимное устройство для исключения потери устойчивости изгибаемой полосы.
Прижимное устройство закреплено на боковых бойках из условия расположения на расстоянии "а" от торца наклонных бойков в момент движения боковых бойков в обратном направлении относительно выхода готового полотна, при этом а>2 е2, где е2 - величина эксцентриситета эксцентриков, приводящих в движение боковые бойки.
Расстояние "с" от центра прижимного устройства до конца участка боковых бойков с закруглением равно 2е2.
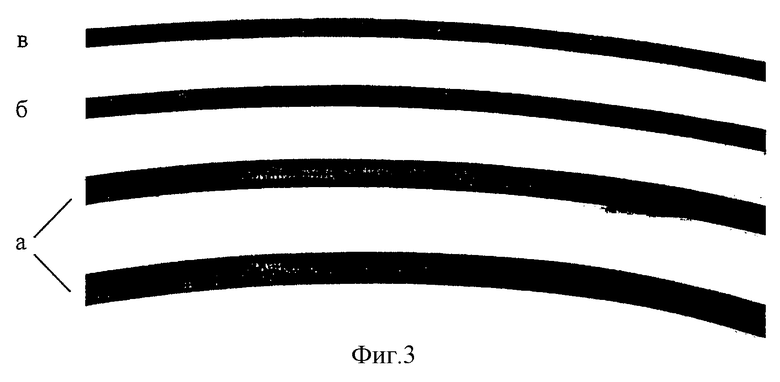
Изобретение подтверждается чертежами, где на фиг.2 представлена схема устройства для изготовления полотна силового шпангоута из прямоугольной полосы.
Устройство содержит клеть, состоящую из пары наклонных бойков 1, сидящих на эксцентриковых валах 2 и 3, из которых 2 - неприводные, а 3 - приводные, и пары бойков 4, приводящихся в движение от приводных валов 3 прижимного устройства 5. Приводной вал 3 имеет эксцентрик е в центральной части и эксцентрики е2, расположенные по обе стороны от участка вала с эксцентриком е. Эксцентрики е2 приводного вала равны e1/sinϕ, ϕ - угол наклона бойков 1. Приводной вал имеет эксцентрик e1>>e. Эксцентрики е и е2 на приводных валах повернуты относительно друг друга на 90o (фиг.2.б). Боковые бойки на выходе имеют радиусы закруглений, равные радиусам готового полотна.
Работа устройства
При разведенных боковых бойках эксцентрик "е" приводного вала (фиг.2.б) находится в положении т. 1, полоса полностью закрывает зев, начинается ее деформация наклонными бойками 1 при повороте приводного вала от т.1 к т.3 (1, 2, 3). Боковые бойки 4, приводящиеся от валов 3 с эксцентриком е2, препятствуют уширению полосы в области действия наклонных бойков 1 и совершают движение в направлении, обратном выходу полотна из клети (фиг.2.б) - точки 1, 2, 3, перемещаясь на расстояние 2е2. При этом калиброванный задний конец боковых бойков деформирует заготовку на этом расстоянии на заданный геометрический радиус полотна. Потере устойчивости полосы при ее деформации бойками 4 препятствует прижимное устройство, крепящееся на боковых бойках и перемещающееся вместе с ними (фиг.2, узел "а"). При повороте приводных валов из т. 3 к т.1 (3, 4, 1) (фиг.2,б) наклонные бойки разводятся и полоса подается боковыми бойками в образовавшийся зев, проходя точки 3, 4, 1 (по большому кругу - эксцентрик е2).
Для того чтобы прижимное устройство не ударялось в боковые бойки, необходимо, чтобы выступающие части прижимного устройства находились на расстоянии "а"≥е2 от торца наклонных бойков. Так как вал 2 неприводной, то подача полосы в разведенные боковые бойки будет меньше 2е2. Для того чтобы каждая точка на криволинейной поверхности полотна, по крайней мере, дважды соприкасалась с криволинейной поверхностью боковых бойков, необходимо, чтобы расстояние от центра прижимного устройства до конца криволинейного участка боковых бойков было равно "с"=2е2.
Пример:
е=1,5 мм, ϕ = 10°, тогда е2=8,64 мм, а=18 мм, с=17,28 мм.
Если материал полотна сплав на основе титана, то деформация происходит в горячем состоянии. С этой целью процесс можно вести с электротермическим нагревом, подводя ток к прижимному устройству и бойкам на выходе полосы в клеть (фиг.2).
Так как боковые бойки разводятся, то монтаж прижимного устройства может быть осуществлен в виде узла А (фиг.2).
На фиг.3 показаны образцы полотна, полученного на описанном устройстве:
а) h=30 мм, S=4 мм, R=1000 мм,
б) h=30 мм, S=1,4 мм, R=1500 мм,
в) h=30 мм, S=1,6 мм, R=1500 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ И ДЕФОРМАЦИИ МЕТАЛЛА | 1993 |
|
RU2073586C1 |
| Устройство для получения непрерывно-литых деформированных заготовок | 2021 |
|
RU2775387C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОТНА СИЛОВОГО ШПАНГОУТА ЛЕТАТЕЛЬНОГО АППАРАТА | 2000 |
|
RU2194591C2 |
| Устройство для получения непрерывнолитых деформированных заготовок | 2021 |
|
RU2769679C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ И ДЕФОРМАЦИИ МЕТАЛЛА | 2003 |
|
RU2227082C1 |
| ЯЩИЧНЫЙ КАЛИБР ДЛЯ ПРОКАТКИ ЗАГОТОВОК | 1997 |
|
RU2152276C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ И ДЕФОРМАЦИИ МЕТАЛЛА | 2002 |
|
RU2225770C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ И ДЕФОРМАЦИИ МЕТАЛЛА | 2002 |
|
RU2225773C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ И ДЕФОРМАЦИИ МЕТАЛЛА | 2002 |
|
RU2225771C1 |
| РЕГУЛИРУЕМЫЙ ЭКСЦЕНТРИКОВЫЙ УЗЕЛ | 1990 |
|
RU2010116C1 |
Изобретение относится к самолетостроению и может быть использовано при изготовлении полотна силового шпангоута летательного аппарата, преимущественно из титана или его сплавов. Устройство содержит четыре бойка, составляющих калибр. Два бойка (наклонные) установлены с возможностью синхронного движения навстречу друг к другу в вертикальной плоскости с помощью эксцентриков приводных валов. Два других бойка (боковые) имеют возможность возвратно-поступательного перемещения в горизонтальной плоскости с помощью других эксцентриков упомянутых приводных валов. Эксцентрики, приводящие боковые бойки, повернуты на угол 90o относительно эксцентриков, приводящих наклонные бойки. Боковые бойки на выходе выполнены с закруглением, радиус которого соответствует радиусу готового полотна силового шпангоута. Для исключения потери устойчивости изгибаемой полосы боковые бойки оснащены прижимным устройством. В результате обеспечивается повышение качества полученного изделия. 2 з.п.ф-лы, 3 ил.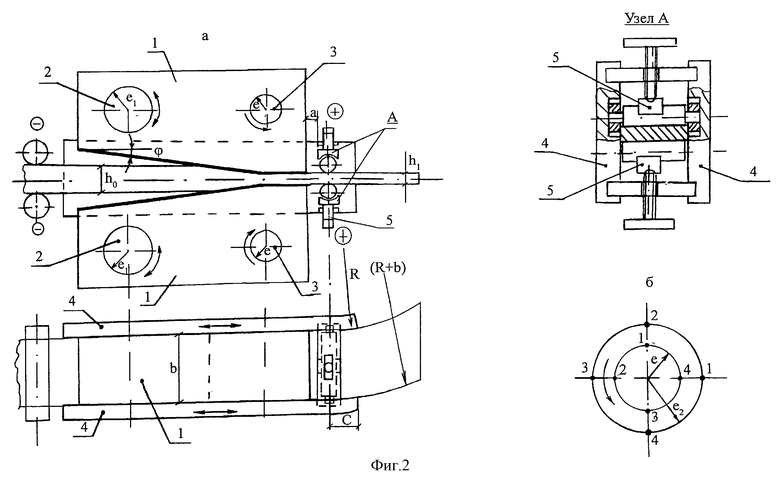
| УСТРОЙСТВО для СВЕРТЫВАНИЯ В ЦИЛИНДРИЧЕСКУЮ СПИРАЛЬ ЛЕНТОЧНОЙ ЗАГОТОВКИ | 0 |
|
SU210820A1 |
| УСТРОЙСТВО ДЛЯ НАВИВКИ ЛЕНТЫ В СПИРАЛЬНА РЕБРО | 1972 |
|
SU435887A1 |
| Способ получения шнековых спиралей | 1975 |
|
SU548338A2 |
| US 4916929, 17.04.1990 | |||
| DE 3045791 A1, 24.09.1981. | |||

