Изобретение относится к способам изготовления деталей методом гибки и преимущественно может использоваться при изготовлении деталей летательного аппарата из труднодеформируемых сплавов.
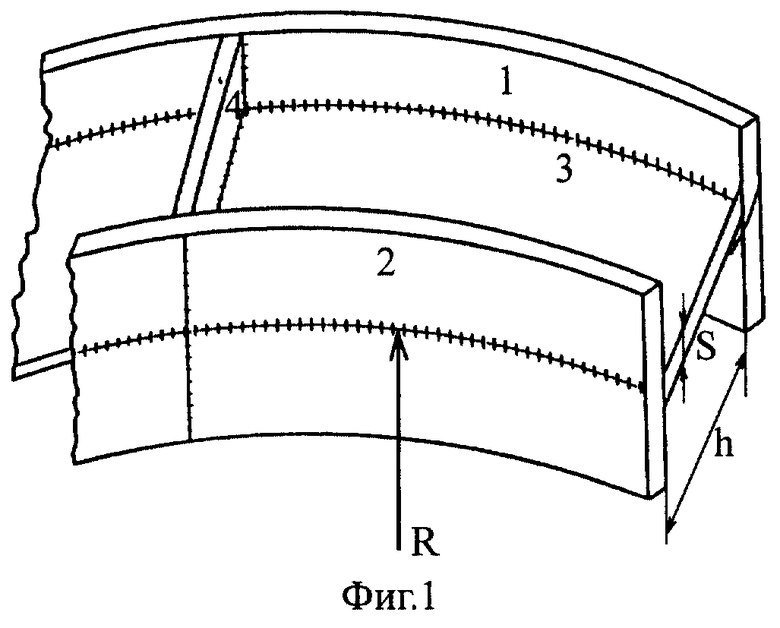
Силовой шпангоут (фиг. 1) содержит наружный 1 и внутренний 2 контуры, соединенные между собой полотном 3, ребра жесткости 4, а также узел крепления (штрихом обозначены места сварки).
Наиболее ответственной деталью шпангоута является полотно 3, деформация которого при нагрузке осуществляется в основном в направлении наибольшего момента сопротивления.
Известен способ изготовления полотна силового шпангоута летательного аппарата, включающий термический раскрой полотна из плит с последующей обработкой (журнал "Кузнечно-штамповочное производство", М., Машиностроение, 1, 1999 г., с. 21-23). Известный способ обеспечивает коэффициент использования металла (КИМ), не превышающий 0,1-0,2, т.е. является неэкономичным.
Наиболее близким по технической сущности к заявляемому способу является способ гибки деталей (а.с. 1518050, публ. 30.10.1989 г.), при котором заготовку последовательно подают в зону гибки на заданную величину шага, жестко закрепляют ее в зажиме и прикладывают к консольной части заготовки изгибающую нагрузку путем перемещения гибочного инструмента на величину, определяемую в результате сравнения заданной кривизны детали с измеренной кривизной изогнутого участка, затем снимают изгибающую нагрузку и определяют величину фактического пружинения, которую учитывают при последующей доводке кривизны детали до требуемой при повторном нагружении, при этом кривизну изогнутого участка заготовки определяют на основании положения изогнутого консольного конца заготовки на каждом шагу измеренной величины подачи относительно деформирующего устройства, причем кривизну определяют на основании измерения расстояния между концом изогнутой детали и фиксированной точкой, расположенной не перпендикуляре к оси недеформированной заготовки, проходящем через кромку зажима, обращенную к гибочному инструменту.
Недостатком известного способа является низкая технологическая надежность готовой детали, обусловленная потерей устойчивости поперечного сечения готовой детали (скручивание поперечного сечения детали) при соотношении ширины заготовки h и толщины заготовки S, равном h/S=2,5-4, а также распружиниванием заготовки после снятия изгибающей нагрузки и дополнительных до гибочных операций.
Заявляемый способ направлен на повышение технологической надежности полотна силового шпангоута летательного аппарата.
Требуемый технический результат достигается повышением устойчивости поперечного сечения готового полотна, которая обеспечивается использованием шаблона, имеющего радиус, равный радиусу кривизны готового полотна, и подачей заготовки на шаблон транзитивно порциями малого объема под воздействием изгибающих усилий и усилий в прижимах, препятствующих в этом объеме потере устойчивости изгибаемой заготовки.
Для достижения указанного технического результата в известном способе изготовления полотна силового шпангоута летательного аппарата, при котором заготовку последовательно подают в зону гибки на величину шага подачи и прикладывают изгибающую нагрузку, изгиб заготовки на заданный радиус производится транзитивно порциями малого объема по шаблону, имеющему радиус готового полотна, при этом на заготовку одновременно воздействуют усилиями прижимов, находящихся в электротермическом поле и препятствующих в этом объеме потере устойчивости изгибаемой заготовки.
На фиг. 2 представлены схемы изготовления полотна силового шпангоута из листа прямоугольной полосы, где 1 - прямоугольная полоса (заготовка); 2 - шаблон; 3 - прижимы.
Способ осуществляется следующим образом.
Вырезанная из листа прямоугольная полоса 1 заданного поперечного сечения S x h проходит порциями (квантами) по шаблону 2 радиуса R, где на малой длине 1 (подача полосы) под воздействием изгибающих усилий Р1 и усилий Р2 в прижимах 3 в электротермическом поле, создающемся при подводе тока к прижимам 3, происходит изгиб полосы на участке 1 на заданный радиус R без потери устойчивости.
Дополнительный технический результат, достигаемый заявляемым способом, заключается в повышении коэффициента использования материала КИМ, который достигает значения 0,96 по сравнению с известным раскроем полотна силового шпангоута, при котором КИМ равен 0,1-0,2.
Изобретение относится к обработке металлов гибкой и может быть использовано при изготовлении деталей летательного аппарата из трудно деформируемых материалов. Для повышения технологической надежности силового шпангоута его полотно изготавливают методом гибки в гибочном устройстве с применением шаблона, имеющего радиус готового полотна. Заготовку в виде полосы заданного поперечного сечения изгибают транзитивно порциями малого объема по шаблону. Изгиб осуществляют на малой длине под воздействием изгибающих усилий и усилий в прижимах в электротермическом поле, которое создают при подводе тока к прижимам. В результате происходит изгиб полосы на заданный радиус без потери устойчивости. 2 ил.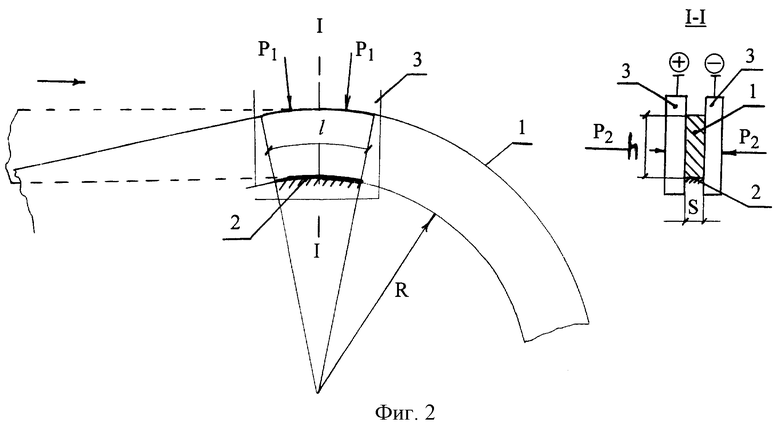
Способ изготовления полотна силового шпангоута летательного аппарата, при котором заготовку последовательно подают в зону гибки на величину шага подачи и прикладывают изгибающую нагрузку, отличающийся тем, что изгиб заготовки на заданный радиус производят транзитивно порциями малого объема по шаблону, имеющему радиус готового полотна, при этом на заготовку одновременно воздействуют усилиями прижимов, находящихся в электротермическом поле и препятствующих в этом объеме потере устойчивости изгибаемой заготовки.
| Способ гибки деталей | 1986 |
|
SU1518050A1 |
| Способ изготовления шнековых спиралей | 1977 |
|
SU745583A1 |
| SU 1183233 A, 07.10.1985 | |||
| US 4142394, 06.03.1979 | |||
| DE 3309570 А1, 20.09.1984. | |||
