Изобретение относится к области металлургии и может быть использовано в прокатном производстве при подготовке ящичных калибров блюмингов и других заготовочных станов. Известны ящичные калибры, образованные двумя ручьями, состоящими из наклонных боковых стенок, дна выпуклой формы и сопрягающих закруглений в стыке боковых стенок с дном (см. Ю.М. Чижиков "Прокатное производство", М. , Металлургиздат, 1958 г., стр. 266; И.Я.Тарновский и др. "Прокатка на блюминге", М., Металлургиздат, 1963 г., стр. 168; П.И. Полухин и др. "Прокатное производство", М., Металлургиздат, 1960 г., стр. 190).
За счет выпуклости дна калибра при прокатке достигается устойчивость полосы на рольганге, избежание сильных ударов полосы о валки в момент захвата, избежание переполнения калибра после кантовки полосы, лучшее центрирование полосы в калибрах.
В качестве аналога можно также привести ящичный калибр для прокатки заготовок по патенту N 2038174, кл. B 21 B 1/02, бюллетень изобр. N 18, 1995 г. В этом калибре хорошо решается вопрос защиты буртов калибра от выработки, что мы используем и в материалах нашей заявки. Проведенные испытания данного калибра у нас на предприятии показали успешную работу этого калибра при средней величине обжатия после кантования раската из него. При больших же обжатиях, применяемых на блюминге, порядка 130-150 мм калибр себя не оправдал, т. к. выпуклость боковой поверхности раската в средней части после кантовки его на 90o из этого калибра способствует повышенному уширению при прокатке, для ликвидации чего калибр необходимо предварительно пережимать; при этом можно потерять устойчивость.
Наиболее близким к заявляемому ящичному калибру по технической сущности и достигаемому эффекту (прототипом) является ящичный калибр для прокатки заготовок по авт. свид. N 1581391, кл. B 21 B 1/02, опубликованный также в ж. Сталь, 1990 г., N 3, с. 58-61. Этот калибр образован двумя ручьями, состоящими из наклонных боковых стенок, дна выпуклой формы и сопрягающих закруглений в стыке боковых стенок с дном. С обеих сторон центральной выпуклости на дне ручьев калибр имеет дополнительные выступы, ограниченные горизонтальной линией, пересекающей центральную выпуклость, закруглениями в стыке дна ручья с боковыми стенками и закруглениями сопряжения между ними.
Рассматривая вопрос устойчивости и уширения металла при прокатке в ящичном калибре, в том числе и по прототипу, необходимо остановиться на следующем:
В книге А. П.Чекмарев, М.С.Мутьев, Р.А.Машковцев "Калибровка прокатных валков", м.Металлугия, 1971 г. на стр. 241, 4-8 строка сверху, сказано: "При расчете прямоугольных калибров следует обращать внимание на устойчивость раската в валках. Для хорошей устойчивости и меньшего износа боковых стенок калибра необходимо, чтобы раскат в момент входа в калибр касался его дна и боковых стенок".
В этой же книге сказано о развитии уширения на блюминге. Так, на стр. 70, 11-7 строка снизу, отмечено: "При - Н/Дн > 0,45 наблюдается двойное бочкообразование боковых поверхностей раската, причем максимальное уширение приходится примерно на 0,9 Δh от контактной поверхности (рис. 46). Чем больше высота слитка, тем сильнее проявляется двойное бочкообразование раската".
Таким образом, по условиям устойчивости желательно раскат после кантовки из ящичного калибра иметь как можно более широким, чтобы он касался дна и боковых стенок калибра, но тогда не остается места для вынужденного уширения металла, развивающегося в районе боковых стенок калибра при прокатке. В этих условиях вынужденное уширение очень интенсивно вырабатывает боковые стенки ящичного калибра.
К недостаткам ящичного калибра по прототипу можно отнести:
1. Недостаточная величина зазора между поверхностью скантованного на 90o из данного калибра раската и боковой поверхностью буртов калибра, т.е. в зоне максимального развития вынужденного уширения при прокатке. В результате калибры быстро вырабатываются.
2. Недостаточная устойчивость полосы к скручиванию и сваливанию в ящичном калибре при прокатке.
Несмотря на то, что калибр по прототипу по сравнению с другими аналогами имеет по бокам центральной выпуклости дна ручьев горизонтальные площадки, последние не всегда решают полностью вопросы устойчивости раската к сваливанию, особенно в начальный момент прокатки при захвате. В практике прокатного производства часто бывают случаи, когда в ящичном калибре приходится прокатывать раскат с очень большой выпуклостью боковых граней после его кантовки на 90o, например, если заготовка поступает с последнего калибра блюминга, а прокатывать ее в ящичном калибре уже приходится на другом станке. В этом случае выпуклые боковые стенки заготовки после кантовки на 90o при захвате встречаются в одной точке центральной выпуклости дна ручьев, а боковые стенки калибра еще не участвуют в работе, т.е. не поддерживают полосу. В этот момент и возможно сваливание прокатываемой заготовки в калибре. Это приводит к снижению производительности стана и к ухудшению качества продукции.
Задачей, на решение которой направлено заявляемое изобретение, является улучшение устойчивости прокатки в ящичном калибре, повышение стойкости буртов калибра, а также повышение качества выпускаемой продукции и производительности стана.
Технический результат при осуществлении изобретения характеризуется совокупностью от повышения стойкости калибра и производительности стана за счет того, что ящичный калибр для прокатки заготовок имеет выпуклость дна, выполненную по двухрадиусной кривой типа овальной, сопрягающейся кривыми большей кривизны с закруглениями в стыке боковых стенок с дном при центральном выполнении выпуклости дна ручьев калибра кривой меньшей кривизны, а величины радиусов этой кривой определяются по выражениям:
где: r - радиус закругления в стыке боковых стенок ручья с дном;
R - радиус кривых большей кривизны центральной выпуклости, сопрягающихся с закруглениями в стыке боковых стенок ручья с дном калибра;
R1 - радиус центральной кривизны дна ручья;
n - расстояние по горизонтали между центрами сопрягающихся окружностей с радиусами r и R;
n1 - расстояние по горизонтали между центрами сопрягающихся окружностей с радиусами R и R1;
γ - угол между вертикалью и линией, соединяющей центры сопрягающихся окружностей с радиусами R и r;
t - величина возвышения центральной выпуклости (радиусом R1) над горизонталью касательной к закруглениям радиусом R.
При такой подготовке калибра значительно повышается устойчивость полосы к скручиванию и сваливанию, т.к. контакт поступающего в калибр раската осуществляется не в одной точке, как это происходит по прототипу, а по поверхности кривой типа двухрадиусной овальной в области малой ее кривизны. При этом обеспечивается также плавность захвата полосы валками.
После кантовки раската из данного калибра на 90o полученные на боковых гранях, возле угловых закруглений ручьев, значительно большей величины по сравнению с прототипом выемки самым благоприятным образом сказываются на уменьшении выработки буртов без ухудшения устойчивости процесса прокатки. Полученные на раскате увеличенные выемки около угловых закруглений оказываются приблизительно в зоне развития наибольшего (вынужденного) уширения, определяемого на блюмингах величиной около 0,9Δh от поверхности контакта раската с дном калибра, о чем говорилось выше.
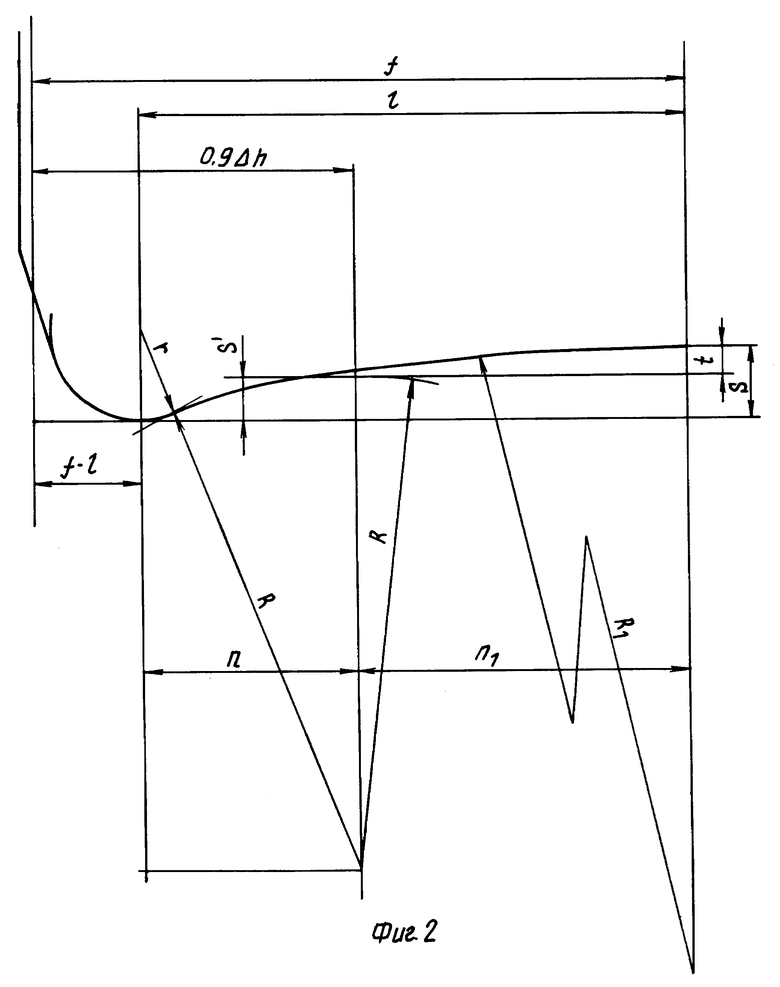
На фиг. 1 изображен предлагаемый ящичный калибр, на фиг. 2 - положение ручья калибра в увеличенном виде, на фиг. 3 показано построение нижней левой четверти калибра для вывода необходимых зависимостей. Все обозначения на фиг. 1-3 максимально приближены к обозначениям прототипа.
На фиг. 1 в несколько утрированном виде представлен предлагаемый калибр (1) (показан толстой сплошной линией). По оси калибра глубина ручьев имеет меньшее значение по сравнению с краями на величину выпуклости (S), которая на блюмингах принимается в пределах (0,02-0,03)b, где b - ширина по дну калибра (СМ. И. Я. Тарановский и др. "Прокатка на блюминге". М., Металлургиздат, 1963 г., стр. 168). Выпуклость выполнена по двухрадиусной кривой типа овальной с радиусами R1 и R. Эта кривая вписывается касательной к закруглениям радиусом r в стыке боковых стенок с дном. Центр закругления радиусом R по горизонтали определяется от боковой поверхности калибра по заполнению его металлом на расстоянии 0,9Δh, где Δh - обжатие раската из этого калибра после его кантовки на 90o. Таким образом определяются радиусы r и R. По вертикали образующая кривой радиусом R стоит от горизонтальной линии касательной к окружности радиусом r на расстоянии S1, чем создаются большие пространства для уширения в зонах развития наибольшего уширения при прокатке после кантовки раската из данного калибра на 90o по сравнению с прототипом.
Размер (n) показывает расстояние по горизонтали между центрами сопрягающихся окружностей радиусами r и R1, размер (n1) - расстояние по горизонтали между центрами сопрягающихся окружностей с радиусами R и R1. Тонкой сплошной линией показан окантованный на 90o раскат из данного калибра (2), а тонким пунктиром (3) показан следующий по ходу прокатки калибр, где прокатывается данный раскат, обжимаясь с размера (Hn) до (Hn+1).
Из наложенных друг на друга раската и калибра, показанных тонкими сплошной и пунктирной линиями, видим, что образованные в калибре выпуклости (S1) выемки оказываются против буртов калибра, уменьшая их выработку без потери устойчивости полосы в калибре. За счет этого достигается улучшение качества проката.
На фиг. 2 в увеличенном по сравнению с фиг. 1 виде показана половина ручья предлагаемого калибра.
На основании фиг. 3 произведен вывод необходимых зависимостей по определению радиусов R, R1 и др.
Точка сопряжения радиусов r и R лежит на диагонали AB прямоугольника ACBD со сторонами S1 и n (см. книгу В.А.Федоренко, А.И.Шошин "Справочник по машиностроительному черчению". М., Машгаз, 1961 г., стр. 67 фиг. 21). Точки A и B лежат на окружностях, образованных радиусами r и R.  так как сумма углов треугольника равна 180o, имеем γ = 180-2β.
так как сумма углов треугольника равна 180o, имеем γ = 180-2β. из ΔMON;
из ΔMON; 



т.к. m = R1 - R - t (см. фиг. 3) получаем равенство
или
примем R1 - R = X, тогда
возведем обе части в квадрат
после преобразований
т.к. R1 - R ≠ 0, то x2 ≠ 0;
t2 + n1 2 - 2tx = 0; 2tx = t2 + n1 2;
Конкретный пример построения калибра
В качестве опытного калибра предлагаемой конструкции на стане "1100" принимается второй по очередности работы после слиткового калибра. Ширина калибра, заполняемого металлом, 2f = 450 мм. Расстояние между центрами радиусов закруглений, сопрягающих боковые стенки с дном калибра, 2l = 360 мм; выпуклость по середине дна ручья калибра берется в пределах (0,02 - 0,03)•450 = 9 - 13,5 мм, берем 12 мм, радиус сопряжения боковой стенки с дном калибра r = 40 мм. Для указанных выше размеров раската в калибре f-l = 45 мм. Обжатие в следующем калибре после кантовки полосы из рассматриваемого калибра составляет Δh = 130 мм, тогда 0,9Δh = 117 мм; n = 117-45 = 72 мм, n1= f-0,9Δh = 225-117 = 108 мм.
Из вышеприведенных зависимостей 1-2 определяем значения радиусов R и R1.
Для этого принимаем S1 = 8 мм.


α = 6°20′; β = 90o - 6o20' = 83o40';
γ = 180o-2•83o40' = 12o40'
 t = 12-8 = 4 мм;
t = 12-8 = 4 мм;
Использование предлагаемого калибра обеспечивает по сравнению с существующим калибром следующие преимущества:
1. Расширяется диапазон регулировки высоты дополнительных выступов по бокам центральной выпуклости калибра, обеспечивающих на раскате дополнительного пространства на уширение после его кантовки и последующей прокатки в этом же или другом калибре, что значительно уменьшает давление металла на боковые стенки калибра, уменьшая их выработку.
2. Повышается устойчивость прокатки раската в калибре за счет контакта раската в период захвата с овальными кривыми выпуклостей дна ручьев калибра.
3. Расширяются возможности прокатного производства в деле повышения стойкости ящичных калибров и улучшения технико-экономических показателей прокатного производства.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЯЩИЧНЫЙ КАЛИБР ДЛЯ ПРОКАТКИ ЗАГОТОВОК | 1993 |
|
RU2038174C1 |
| Ящичный калибр для прокатки заготовок | 1988 |
|
SU1581391A1 |
| Способ калибровки валков блюминга | 1990 |
|
SU1776208A3 |
| СИСТЕМА КАЛИБРОВ ВАЛКОВ ОБЖИМНОГО ПРОКАТНОГО СТАНА | 1995 |
|
RU2105618C1 |
| Способ прокатки круглой стали | 1988 |
|
SU1636074A1 |
| СИСТЕМА ВЫТЯЖНЫХ ЯЩИЧНЫХ КАЛИБРОВ | 1997 |
|
RU2152275C1 |
| СИСТЕМА ЧЕРНОВЫХ КАЛИБРОВ ДЛЯ ПРОКАТКИ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ | 2021 |
|
RU2784961C1 |
| СПОСОБ ПРОКАТКИ КВАДРАТНОЙ ЗАГОТОВКИ В ДУО-РЕВЕРСИВНОЙ КЛЕТИ ЗАГОТОВОЧНОГО СТАНА | 2006 |
|
RU2314883C1 |
| СИСТЕМА КАЛИБРОВ ДЛЯ ПРОКАТКИ РЕЛЬСОВ В ЧЕРНОВЫХ ПРОПУСКАХ | 1994 |
|
RU2103077C1 |
| Система ящичных сопряженных калибров | 1991 |
|
SU1821249A1 |

Изобретение относится к области металлургии. Для повышения долговечности калибров, улучшения качества поверхности заготовок и повышения производительности стана выпуклость дна ручьев ящичного калибра выполнена по двухрадиусной кривой типа овальной, сопрягающейся кривыми большей кривизны с закруглениями в стыке боковых стенок с дном при центральном выполнении выпуклости дна ручьев калибра кривой меньшей кривизны. Даны зависимость по определению радиусов центральной кривизны и ее сопряжения. 3 ил.
Ящичный калибр для прокатки заготовок, образованный двумя ручьями, состоящими из наклонных боковых стенок, дна выпуклой формы и сопрягающих закруглений в стыке боковых стенок с дном, отличающийся тем, что выпуклость дна ручьев выполнена по двухрадиусной кривой типа овальной, сопрягающейся кривыми большей кривизны с закруглениями в стыке боковых стенок с дном при центральном выполнении выпуклости дна ручьев калибра кривой меньшей кривизны, а величины радиусов этой кривой определяются по выражениям

где r - радиус закругления в стыке боковых стенок ручья с дном;
R - радиус кривых большей кривизны центральной выпуклости, сопрягающихся с закруглениями в стыке боковых стенок ручья с дном калибра;
R1 - радиус центральной кривизны дна ручья;
n - расстояние по горизонтали между центрами сопрягающихся окружностей с радиусами r и R;
n1 - расстояние по горизонтали между центрами сопрягающихся окружностей с радиусами R и R1;
γ - угол между вертикалью и линией, соединяющей центры сопрягающихся окружностей с радиусами R и r;
t - величина возвышения центральной выпуклости радиусом R1 над горизонталью касательной к закруглениям радиусом R.
| Ящичный калибр для прокатки заготовок | 1988 |
|
SU1581391A1 |
| Ящичный калибр | 1989 |
|
SU1747221A1 |
| Ящичный калибр | 1988 |
|
SU1547888A1 |
| Сканирующая система | 1986 |
|
SU1527610A1 |
| СРЕДСТВО ДЛЯ ПРОФИЛАКТИКИ И ЛЕЧЕНИЯ МЕТЕОПАТИЧЕСКИХ РЕАКЦИЙ ЧЕЛОВЕКА, СПОСОБ ПРОФИЛАКТИКИ И ЛЕЧЕНИЯ ЭТИХ РЕАКЦИЙ И ЛЕКАРСТВЕННЫЕ ФОРМЫ СРЕДСТВА | 2000 |
|
RU2175228C1 |
| US 4392371, A, 07.12.83. | |||

