Изобретение относится к обработке металлов и их сплавов, а именно к способам и прессам для выполнения технологических операций штамповки (формовки, вырубки, пробивки), и может быть использовано при изготовлении несимметричных деталей сложной формы толщиной 0,01-0,3 мм.
Известен способ статического воздействия на заготовку и устройство для его осуществления - электропресс. Электропресс состоит из верхней подвижной и нижней неподвижной плит. Перемещение верхней плиты осуществляет редуктор, который приводится во вращение электродвигателем через блок управления (БУ) (Справочник по оборудованию для листовой штамповки / Л.И. Рудман, А.И. Зайчук, В.Л. Марченко. - К.: Тэхника, 1989. - 231 с.).
Штамповка, вырубка, пробивка заготовок осуществляется путем статического воздействия верхней плиты на штамповочный узел с заготовкой.
Недостатком электропресса является реализация лишь статической нагрузки на заготовку, что не обеспечивает получение заготовок с точностью по 7 квалитету. Заготовки имеют по периферии заусенцы, точность изготовления соответствует 5 квалитету.
Известен способ, обеспечивающий импульсное воздействие на обрабатываемую заготовку, и устройство для его осуществления - магнитно-импульсный молот, состоящий из индуктора с толкателем, подключенного к генератору импульсных токов (ГИТ) (Технология магнитно-импульсной обработки материалов: монография / В.А. Глущенков, В.Ф. Карпухин. - Самара: Издательский дом «Федоров», 2014. - 208 с.). Индуктор с толкателем расположены на нижней неподвижной плите. На толкатель установлен штамповочный узел (контейнер, пуансон-полиуретан, заготовка, вырубной шаблон с основанием), сверху размещена верхняя плита, фиксируемая стяжками.
Магнитное поле, возникающее в индукторе при протекании тока разряда, обуславливает наведение индуцированных токов в толкателе. Взаимодействие магнитного поля индуктора с индуцированными токами в толкателе приводит к возникновению импульсного давления, которое воздействует на заготовку. Магнитный молот осуществляет импульсное нагружение длительностью (50÷150) 10-6 с, порядка (10÷40) 107 Па.
Недостатком использования магнитно-импульсного молота при обработке несимметричных деталей является перекос эластичного пуансона (полиуретана) из-за малой длительности импульсного давления и наличия инерционных составляющих, что приводит к неравномерному воздействию и смещению заготовки относительно шаблона и к снижению точности вырубаемой детали.
Наиболее близким аналогом заявленного способа по выполнению является способ фальцовки деталей из металлов или сплавов, включающий изгиб пуансоном кромок заготовки на 90 градусов, с последующим магнитно-импульсным воздействием, завершающим окончательный загиб кромок заготовки на угол, близкий к 180° (Патент RU №111468 U1, МПК B21D 39/02, 20.12.2011.).
Однако способ касается операции фальцовки.
В устройстве, реализующем формообразование (способ), статическая нагрузка обеспечивается жестким пуансоном, деталь удерживается после первого перехода пружиной. Пружина находится внутри пуансона. На стадии изгиба на 90° пуансоном может произойти смещение верхней заготовки относительно нижней, т.к. нет устройств, ограничивающих их смещение друг относительно друга. Динамическая нагрузка на кромки заготовки осуществляется «чистым полем», т.е. магнитное давление действует непосредственно на обрабатываемую заготовку.
Наиболее близким аналогом заявленного устройства является пресс для вырубки деталей из металлов или сплавов, содержащий неподвижную плиту, подвижную плиту, соединенную с механизмом перемещения, который служит для подвода магнитно-импульсного молота в зону обработки заготовки, и магнитно-импульсный молот (JP 59127933 A, B21D 26/14, 23.07.1984).
Недостатком устройства является то, что оно не обеспечивает высокую точность из-за отсутствия приспособлений для осуществления предварительной статической нагрузки заготовки.
Техническим результатом является повышение точности штампуемой детали.
Технический результат достигается тем, что способ штамповки деталей из металлов или их сплавов характеризуется тем, что на материал (металл или сплав) воздействуют статической нагрузкой до относительной деформации материала 15-35% с последующим магнитно-импульсным воздействием.
Технический результат достигается также тем, что пресс содержит неподвижную плиту, подвижную плиту, соединенную с механизмом перемещения, и магнитно-импульсный молот, при этом в отличие от известного магнитно-импульсный молот установлен на неподвижной плите и состоит из индуктора с толкателем и расположенного на толкателе контейнера, в котором размещены эластичный пуансон, шаблон и основание, подвижная плита выполнена с возможностью прижатия контейнера в сборе к магнитно-импульсному молоту и соединена с вертикальными направляющими, имеющими возможность размещения в отверстиях, выполненных в неподвижной плите.
Соединение подвижной плиты с вертикальными направляющими может быть осуществлено по посадке с натягом болтовым или резьбовым соединением.
Механизмом перемещения может служить электропривод или пневмопривод.
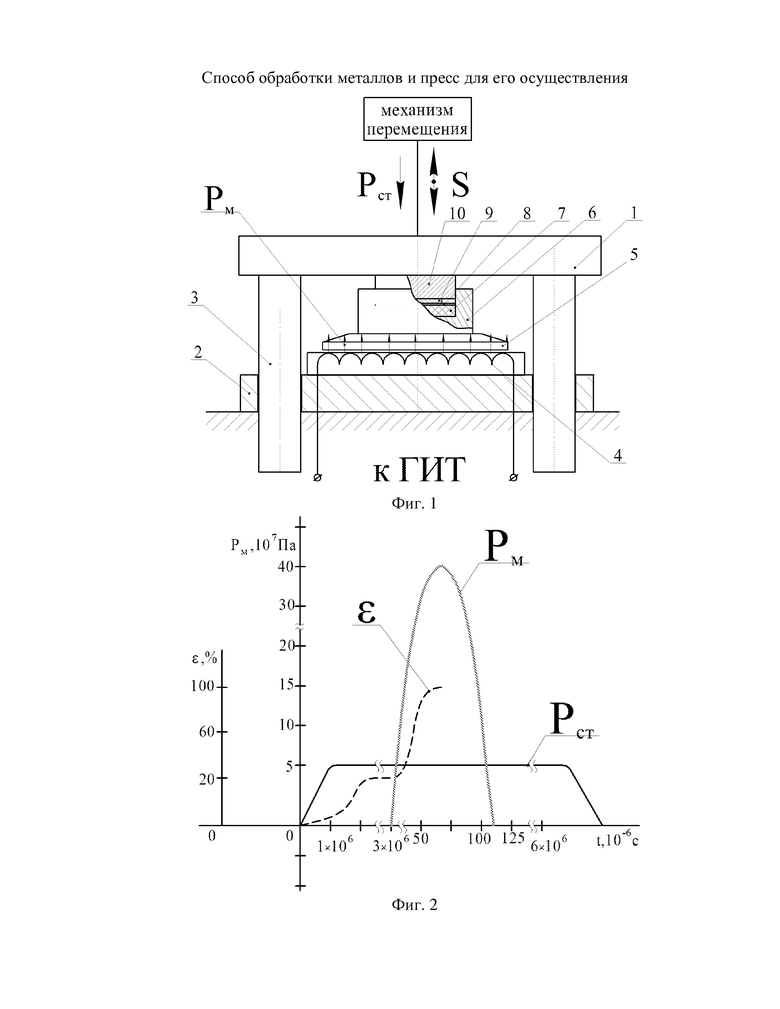
На фиг. 1 представлен пресс двойного действия, где 1 - подвижная плита электропресса; 2 - неподвижная плита электропресса; 3 - направляющие подвижной плиты; 4 - индуктор магнитно-импульсного молота, 5 - толкатель магнитно-импульсного молота; 6 - контейнер, 7 - эластичный пуансон, 8 - заготовка, 9 - шаблон, 10 - основание, S - перемещение; ГИТ - генератор импульсных токов, служащий для подачи тока разряда батарей конденсаторов на витки индуктора магнитного молота.
Устройство работает следующим образом.
На неподвижную плиту электропресса 2 устанавливают магнитно-импульсный молот, состоящий из индуктора 4 с толкателем 5, на который помещают собранный узел под штамповку, состоящий из контейнера 6, в который укладывают эластичный пуансон 7 с заготовкой 8, поверх заготовки помещают шаблон 9 с основанием 10 и прижимают его подвижной плитой электропресса 1 с направляющими 3, осуществляя тем самым статическое давление PCT. При разряде генератора импульсных токов (ГИТ) на витки магнитного молота 4 осуществляется импульсное воздействие PM, которое передается на штамповочный узел.
При двойном воздействии, за счет предварительного статического давления обеспечивается получение четкого отпечатка формы матрицы в заготовке и окончательное формообразование импульсным воздействием магнитного молота.
Ниже приведен пример осуществления изобретения.
С помощью вышеописанного устройства осуществляют вырубку заготовки и пробивку в ней отверстия для получения детали развертки, где критичными размерами являются радиус верхнего основания 58 мм с полем допуска 0,030÷0,046 мм и радиус нижнего основания 29 мм с полем допуска 0,021÷0,033 мм из сплава марки А7 толщиной 0,15 мм под магнитно-импульсную сварку-формовку облегченных экранирующих корпусов электросоединителей.
На фиг. 2 представлена циклограмма взаимосвязи процесса статического PCT и импульсного воздействия PM и относительной деформации 8, где по оси ординат отложено величина статического и импульсного давления на заготовку и величина относительной деформации, а по оси абсцисс - длительность времени воздействия давления.
Как следует из циклограммы, на заготовку оказано воздействие комбинированным давлением: предварительная статическая нагрузка Рст для обеспечения относительной деформации материала заготовки ε=20% с последующим магнитно-импульсным нагружением Рм для осуществления формовки, вырубки, пробивки.
Проведенные измерения полученной детали развертки облегченного экранирующего корпуса электросоединителя показывают, что отклонение верхнего радиуса основания составляет 0,036 мм, а нижнего радиуса основания 0,029 мм, что соответствует полю допуска по 7 квалитету точности.
Аналогичные результаты получают при относительной деформации материала заготовки 15%, 30% и 35%.
Таким образом, комбинированное статическое и магнитно-импульсное воздействие на заготовку обеспечивает повышение точности штампуемой детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для импульсной штамповки особо тонколистовых материалов | 2023 |
|
RU2833305C1 |
| УСТРОЙСТВО ДЛЯ МАГНИТНО-ИМПУЛЬСНОЙ ШТАМПОВКИ | 2018 |
|
RU2691014C1 |
| Штамп совмещенного действия для вырубки и пробивки листового материала | 1983 |
|
SU1118459A1 |
| Устройство для магнитно-импульсной формовки особо тонколистовых материалов с низкой электропроводностью | 2021 |
|
RU2764044C1 |
| УСТРОЙСТВО ДЛЯ МАГНИТНО-ИМПУЛЬСНОЙ ШТАМПОВКИ | 2018 |
|
RU2691013C1 |
| УСТРОЙСТВО ДЛЯ МАГНИТНО-ИМПУЛЬСНОЙ ШТАМПОВКИ | 2018 |
|
RU2693409C1 |
| Комбинированный штамп для вырубкиКОНТуРА ВыТяжКи и гибКи бОРТОВ | 1978 |
|
SU799869A1 |
| Устройство для магнитно-импульсной штамповки листовых материалов | 2016 |
|
RU2660505C2 |
| УСТРОЙСТВО ДЛЯ МАГНИТНО-ИМПУЛЬСНОЙ ШТАМПОВКИ | 2019 |
|
RU2691018C1 |
| Рабочий инструмент для штамповки деталей эластичной средой | 1990 |
|
SU1810173A1 |
Изобретение относится к области обработки давлением и может быть использовано для выполнения технологических операций штамповки эластичным пуансоном при изготовлении несимметричных деталей сложной формы толщиной 0,01-0,3 мм. На заготовку воздействуют статической нагрузкой до получения относительной деформации, составляющей 15-35%. Затем заготовку нагружают магнитно-импульсным давлением. Обработку ведут на прессе, который содержит неподвижную и подвижную плиты и магнитно-импульсный молот. Молот установлен на неподвижной плите и состоит из индуктора с толкателем и расположенного на толкателе контейнера, в котором размещены эластичный пуансон, шаблон и основание. Подвижная плита выполнена с возможностью прижима контейнера в сборе к магнитно-импульсному молоту и соединена с вертикальными направляющими, имеющими возможность размещения в отверстиях, выполненных в неподвижной плите. В результате обеспечивается повышение точности штампуемой детали. 2 н. и 2 з.п. ф-лы, 2 ил., 1 пр.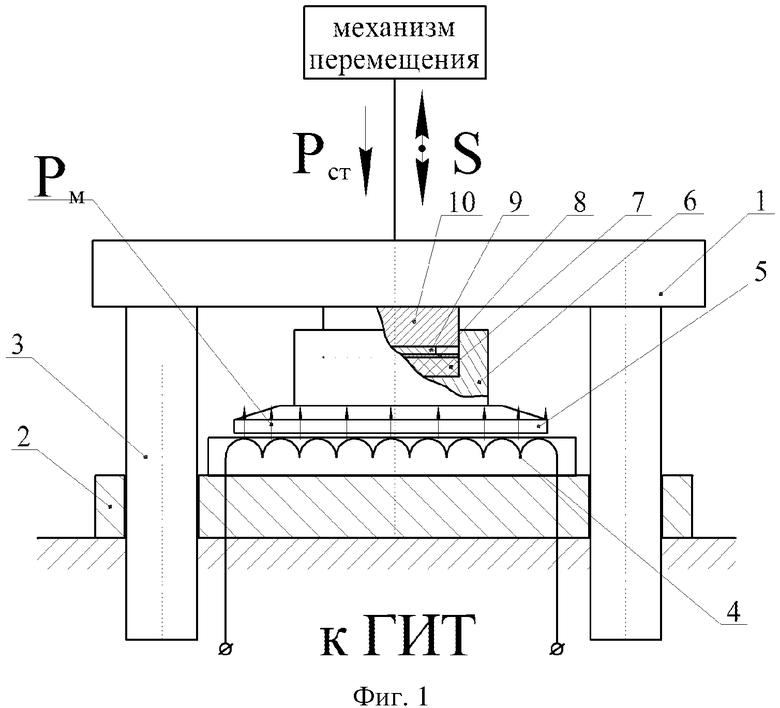
1. Способ штамповки деталей из металлов или их сплавов, включающий воздействие на заготовку статической нагрузкой с последующим магнитно-импульсным воздействием, отличающийся тем, что воздействие статической нагрузкой осуществляют до получения относительной деформации заготовки, составляющей 15-35%.
2. Пресс для штамповки деталей из металлов или их сплавов, содержащий неподвижную плиту, подвижную плиту, соединенную с механизмом перемещения, и магнитно-импульсный молот, отличающийся тем, что он снабжен вертикальными направляющими, а магнитно-импульсный молот установлен на неподвижной плите и состоит из индуктора с толкателем и расположенного на толкателе контейнера, в котором размещены эластичный пуансон, шаблон и основание, при этом подвижная плита выполнена с возможностью прижима контейнера в сборе с эластичным пуансоном, заготовкой, шаблоном и основанием к магнитно-импульсному молоту и соединена с вертикальными направляющими, имеющими возможность размещения в отверстиях, выполненных в неподвижной плите.
3. Пресс по п. 2, отличающийся тем, что подвижная плита соединена с вертикальными направляющими по посадке с натягом или посредством болтового или резьбового соединения.
4. Пресс по п. 2, отличающийся тем, что механизм перемещения подвижной плиты выполнен в виде электропривода или пневмопривода.
| Способ выращивания молочнокислых бактерий для силосования кормов | 1957 |
|
SU111468A1 |
| JP 59127933 A, 23.07.1984 | |||
| Способ магнитно-импульсной штамповки листового материала | 1989 |
|
SU1828776A1 |
| CN 103769461 A, 07.05.2014. | |||

