Изобретение относится к литейной форме, содержащей внешние части формы и вложенные в них сердечники из формовочного материала, между которыми образуется полость формы. Внешние части формы могут быть частями постоянной литейной формы и/или частями из формовочного материала или внешними сердечниками.
Для получения сложных отливок, например головок цилиндров, сердечники из формовочного материала обязательно вкладывают во внешние части формы. При этом уже известно применение также внешних стержней из формовочного материала, так что важные части наружных поверхностей отливки формируются не металлической стенкой кокиля, а внешними стержнями из формовочного материала. Это подходит особенно для литья алюминиевых и магниевых сплавов.
Наиболее близкой по технической сущности и достигаемому результату к заявленной является литейная форма, содержащая внешние части и вложенные в них стержни из формовочного материала, причем внешние части включают основание и несколько имеющих возможность перемещения относительно него боковых частей, внутренние стержни из формовочного материала расположены в несколько слоев друг над другом и зажаты в сплошном силовом потоке между внешними частями и перекрывающим стержнем из формовочного материала, а полость формы образована поверхностями внешних (DE 19531551 А1, 06.03.1997).
В основе настоящего изобретения лежит задача создания литейной формы описанного рода, которую можно было бы использовать для получения сложных отливок и которая подходит, в частности, для ротационного литья.
Решение этой задачи состоит в том, что внутренние стержни из формовочного материала уложены друг на друга в несколько слоев и зажаты в сплошном силовом потоке между внешними частями формы и замыкающим перекрывающим стержнем из формовочного материала, причем полость формы образована поверхностями внешних частей формы и поверхностями внутренних и перекрывающего стержней. Таким образом, согласно изобретению, осуществлен отказ от выступающих средств для фиксации стержней из формовочного материала во внешних формовочных стержнях и между стержнями из формовочного материала. Многослойная конструкция обеспечивает сложное формообразование. Использование замыкающего перекрывающего стержня из формовочного материала обеспечивает присоединение литейной емкости (контактное литье) и создает, тем самым, предпосылку для ротационного литья. Перекрывающий стержень имеет для этого преимущественно, по меньшей мере, одно заливочное и, по меньшей мере, одно газовыпускное отверстие.
В усовершенствованном виде предусмотрено, что части литейной формы включают в себя основание и несколько подвижных относительно него боковых стенок. При этом боковые стенки могут содержать, в частности, две продольные боковые части, сдвигаемые наружу в противоположных направлениях от полости формы относительно основания, и/или, по меньшей мере, одну торцовую боковую часть, откидываемую наружу от полости формы относительно основания. Благодаря этому без проблем можно получить конструкцию уложенных в несколько слоев внутренних стержней. Боковые стенки могут при этом иметь на внутренних сторонах формующие выступы, которые дополнительно удерживают отдельные внутренние стержни относительно основания. На основании или, по меньшей мере, на двух боковых стенках могут быть расположены для закрепления перекрывающего стержня перемещаемые фиксаторы или поворотные захваты, которые фиксируют пакет стержней из формовочного материала внутри литейной формы таким образом, что даже при вращении литейной формы исключены смещения между внутренними стержнями.
В особенно оптимальном использовании литейной формы, согласно изобретению, ее сначала устанавливают на основании, затем поворачивают на 180o вокруг горизонтальной оси, так что перекрывающий стержень, имеющий заливочное отверстие, оказывается внизу. К перекрывающему стержню присоединяют затем литейную емкость, заполненную расплавом для процесса заливки. При повторном повороте на 180o вокруг горизонтальной оси расплав поступает через заливочное отверстие в перекрывающем стержне в полость формы. Затем удаляют емкость для расплава, и происходит затвердевание отливки, после чего ее можно извлечь из литейной формы. Литейную форму преимущественно поворачивают каждый раз вокруг оси, параллельной ее продольной протяженности.
Основание выполнено в виде постоянной части формы из металла; внешние части формы также могут быть постоянными частями формы, которые механически соединены с основанием, или частями из формовочного материала, которые с помощью механических зажимных средств зажимают сообща на основании с боков и сверху.
Пример выполнения изобретения изображен на чертеже и описан ниже.
На фиг.1 показана литейная форма согласно изобретению в первом положении после установки;
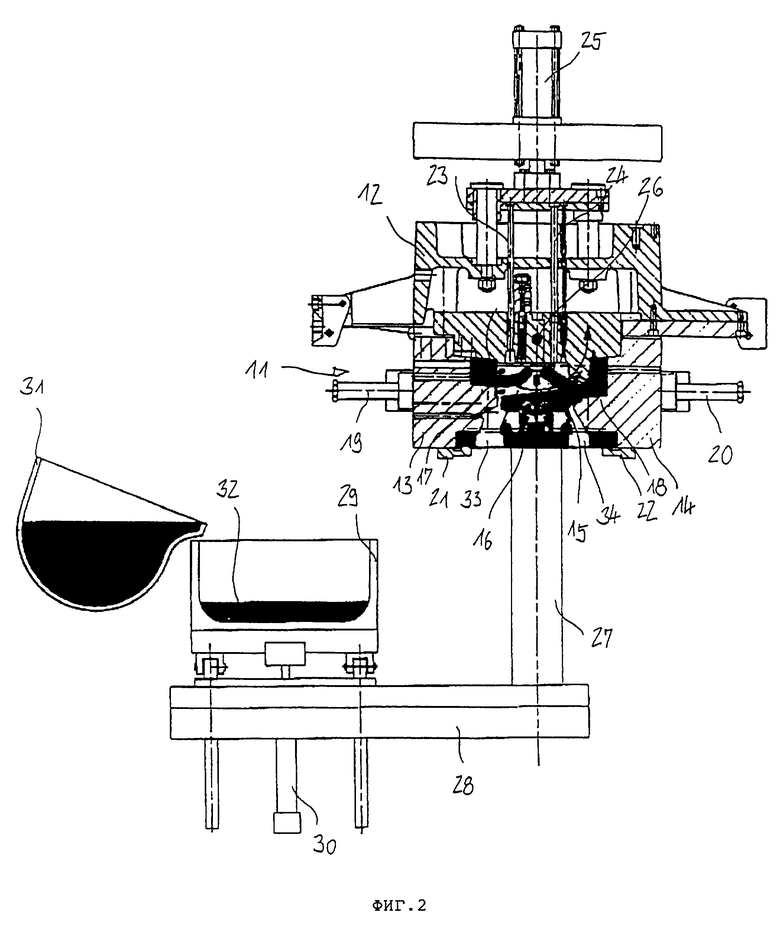
на фиг. 2 - литейная форма согласно изобретению во втором положении до начала процесса литья.
Фиг.1 и 2 описаны, в основном, сообща. Литейная форма 11, согласно изобретению, содержит составное основание 12, боковые стенки 13,14 в виде постоянной части формы каждая, несколько внутренних стержней 15, установленных на основании 12 в несколько слоев друг на друге, и перекрывающий стержень 16, все из формовочного материала. Несколько внутренних стержней 15 зажаты в сплошном силовом потоке между основанием 12 и перекрывающим стержнем 16. На боковых стенках 13,14 видны формующие выступы 17,18, дополнительно удерживающие отдельные внутренние стержни 15 относительно основания 12. Боковые стенки 13,14 установлены с возможностью перемещения в противоположных направлениях посредством сервоцилиндров 19,20. При этом они могут удаляться друг от друга относительно изображенного положения. После этого может осуществляться штабелирование внутренних стержней 15 на основании 12. Затем снова смыкают боковые стенки 13,14, обозначенные противоположно направленными стрелками, с тем чтобы снова достичь изображенного положения. После этого укладывают перекрывающий стержень 16. На боковых стенках 13,14 расположены фиксаторы 21,22, которые для монтажа могут быть смещены назад относительно боковых стенок 13,14, а после укладки перекрывающего стержня 16 выдвинуты вперед в изображенное положение, в котором они удерживают перекрывающий стержень 16 относительно внутренних стержней 15 и боковых стенок 13,14. На основании 12 видны выталкиватели 23,24, приводимые в действие для извлечения отливки из формы посредством сервоцилиндра 25. Основание 12 и, тем самым, вся литейная форма 11 установлены с возможностью поворота вокруг горизонтальной оси 26, перпендикулярной плоскости чертежа. Это относится равным образом к стойке 27, на которой установлен поворотный кронштейн 28, несущий литейную емкость 29, который может смещаться сервоцилиндром 30 на поворотном кронштейне 28 параллельно стойке 27.
На фиг. 1 окончательно смонтированная литейная форма 11 изображена в ее положении непосредственно после монтажа штабелированием. Литейная емкость 29 висит вверх дном, удалена посредством сервоцилиндра 30 от литейной формы 11 и повернута поворотным кронштейном 28 на стойке 27 на 90o относительно литейной формы.
На фиг.2 литейная форма 11 со стойкой 27 и литейной емкостью 29 изображена повернутой на 180o вокруг оси 26. Литейная емкость 29 находится еще в том же положении относительно литейной формы 11, что и на фиг.1, однако теперь открыта вверх и как раз заполняется с помощью дозирующего ковша 31 расплавом 32 для процесса заливки.
После заполнения литейной емкости 29 поворотный кронштейн 28 поворачивают на 90o относительно стойки 27 так, что литейная емкость 29 оказывается под литейной формой 11 перед стойкой 27. Затем литейную емкость 29 посредством цилиндра 30 поднимают к литейной форме 11, пока литейная емкость 29 не будет герметично прилегать к перекрывающему стержню 16. В достигнутом таким образом положении литейную форму 11 с присоединенной литейной емкостью 29 снова поворачивают вокруг оси 26 на 180o. Отмеренный по полости формы расплав 32 поступает при этом через заливочное отверстие 33 в полость формы, причем газ может улетучиваться через газовыпускное отверстие 34 в литейную емкость 29. По окончании процесса вращения и, тем самым, процесса литья, когда снова достигнуто положение литейной формы 11 на фиг.1, литейную емкость 29 посредством сервоцилиндра 30 приподнимают от литейной формы 11 и посредством поворотного кронштейна 28 поворачивают назад в изображенное на фиг. 1 положение. После затвердевания отливки может быть осуществлено ее извлечение из формы за счет отвода назад боковых стенок 13,14 и приведения в действие выталкивателей 23,24.
Боковые стенки 13,14 могут состоять также из формовочного материала, причем вместо фиксаторов 21,22 могут тогда использоваться соединенные с основанием прижимы.
Перечень ссылочных позиций
11 - литейная форма
12 - основание
13 - боковая стенка
14 - боковая стенка
15 - внутренний стержень
16 - пере крывающий стержень
17 - формующий выступ
18 - формующий выступ
19 - сервоцилиндр
20 - сервоцилиндр
21 - фиксатор
22 - фиксатор
23 - выталкиватель
24 - выталкиватель
25 - сервоцилиндр
26 - ось вращения
27 - стойка
28 - поворотный кронштейн
29 - литейная емкость
30 - сервоцилиндр
31 - дозирующий ковш
32 - расплав
33 - заливочное отверстие
34 - газовыпускное отверстиея
Изобретение относится к литейному производству. Литейная форма содержит внешние части и вложенные в них стержни из формовочного материала. Внутренние стержни уложены друг на друга в несколько слоев и зажаты внешними частями и перекрывающим стержнем. Полость формы образована поверхностями внешних частей, внутренних стержней и перекрывающего стержня. В перекрывающем стержне выполнено заливочное отверстие. Литейную форму монтируют на основании и поворачивают на 180o вокруг горизонтальной оси. Литейную емкость с расплавом герметично состыковывают с литейной формой. Поворачивают емкость с формой на 180o вокруг горизонтальной оси, в результате чего расплав поступает в форму. Затем емкость отводят вверх от литейной формы. Изобретение обеспечивает получение сложных отливок ротационным литьем. 2 с. и 7 з.п.ф-лы, 2 ил.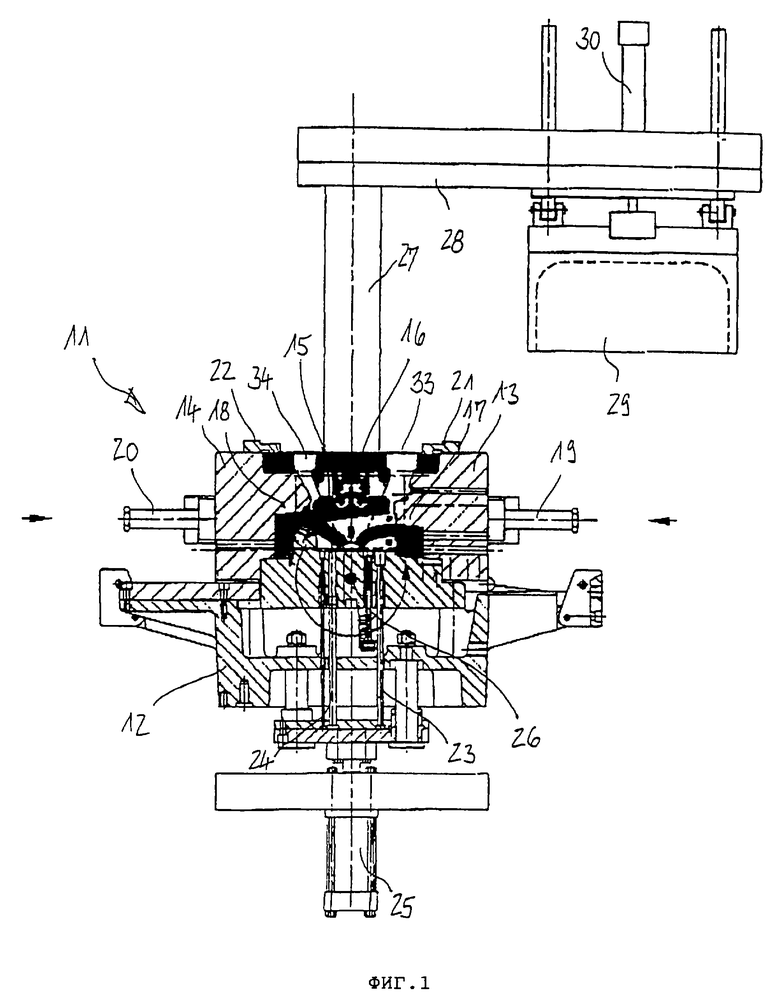
| DE 19531551 A1, 06.03.1997 | |||
| DE 19607805 C1, 17.07.1997 | |||
| Плоскодоводочный станок | 1977 |
|
SU656819A2 |
| СПОСОБ ЛЕЧЕНИЯ ВОСПАЛИТЕЛЬНЫХ ЗАБОЛЕВАНИЙ ГЛАЗА | 1999 |
|
RU2187984C2 |
| US 5704413 А, 06.01.1998 | |||
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ЗАТВЕРДЕВАНИЕМ ОТЛИВОК | 1991 |
|
RU2010673C1 |
