Изобретение относится к способу и устройству для ротационного литья. Способ и устройства названного рода известны из ЕР 0656819 В, где литейную форму с открытой вниз заливочной стороной сводят с литейной емкостью с открытым вверх отверстием, после этого расплав для разливки заливают в литейную емкость, а затем литейную форму с прилегающей литейной емкостью поворачивают примерно на 180o вокруг горизонтальной оси, в результате чего расплав попадает в литейную форму. Заполнение литейной емкости происходит при этом через заливочное отверстие, снабженное специальным затвором.
В основе настоящего изобретения лежит задача создания способа и устройства, приводящих к повышению производительности при применении названного способа в серийном производстве. Решение состоит в способе ротационного литья, при котором литейную форму с направленной вверх заливочной стороной монтируют на основании, готовую литейную форму с основанием поворачивают примерно на 180o вокруг горизонтальной оси, в результате чего заливочная сторона направлена вниз, литейную емкость с направленной вверх открытой стороной заполняют расплавом для процесса литья, литейную емкость ее открытой стороной герметично состыковывают с направленной вниз заливочной стороной литейной формы, литейную форму с прилегающей литейной емкостью поворачивают примерно на 180o вокруг горизонтальной оси, в результате чего расплав заливается в литейную форму, после чего литейную емкость отделяют от состыкованной литейной формы. Заполнение литейной емкости расплавом для процесса литья происходит преимущественно с некоторого расстояния от литейной формы.
Изобретение относится также к устройству для ротационного литья, содержащему смонтированную на основании литейную форму с заливочным отверстием, направленным от верхней стороны основания, опорные средства для основания, в которых оно установлено с возможностью поворота примерно на 180o вокруг горизонтальной оси, литейную емкость, отверстие которой может быть ориентировано навстречу верхней стороне основания, средства перемещения литейной емкости, с помощью которых она выполнена с возможностью герметичной состыковки своим отверстием с направленным вниз заливочным отверстием литейной формы, поворота вместе состыкованной литейной формой примерно на 180o вокруг горизонтальной оси и отвода в повернутом положении от направленного вниз заливочного отверстия литейной формы.
Благодаря способу и устройству согласно изобретению литейную форму все равно вручную или частично автоматически можно смонтировать без труда и быстро, так что сборка литейной формы упрощена и хорошо управляема. Далее происходящее с некоторого расстояния от литейной формы заполнение литейной емкости обеспечивает лучшую управляемость и большую безопасность при заполнении литейной емкости без необходимости иметь специальный запорный механизм. За счет поворота литейной формы после сборки и за счет состыковки литейной емкости снизу ее отверстием с заливочной стороной литейной формы открываются возможности и преимущества ротационного литья, т.е. при последующем повороте назад или дальнейшем повороте литейной формы с состыкованной литейной емкостью вокруг горизонтальной оси устанавливается бестурбулентный спокойный процесс литья. Для дальнейшего ускорения способа и подготовки следующего процесса литья литейную емкость можно удалить вверх от литейной формы, заливочная сторона которой направлена теперь вверх. Такое проведение способа обеспечивает к тому же то, что на открытую вверх заливочную сторону и при необходимости лежащие вверху питатели можно надеть напорный колпак и улучшить процесс затвердевания за счет подвода газа под давлением. Этот подвод газа под давлением происходит предпочтительным образом после полного образования застывшей оболочки в литейной форме.
Литейная форма может, в принципе, полностью состоять из деталей из формовочного материала и смонтирована при этом на состоящем из формовочного материала основании, т.е. литейная форма может состоять из так называемого стержневого пакета, у которого все поверхности формующей полости образованы стержнями. Литейная форма может быть смонтирована также на основании из металла и при необходимости содержать также боковые стенки из металла, в которые вложены внутренние стержни из формовочного материала и которые закрывают вверх закрывающим стержнем из формовочного материала, т.е. литейная форма может образовать так называемый полукокиль. Наконец литейная форма может быть также полностью выполнена в виде постоянной литейной формы с металлическим основанием, металлическими боковыми стенками и металлической крышкой, в которую (форму) вложены необходимые стержни из формовочного материала, т.е. литейная форма может быть выполнена в виде кокиля.
В предпочтительном выполнении поворот готовой литейной формы перед состыковкой с литейной емкостью и поворот литейной формы после состыковки с литейной емкостью происходят вокруг одной и той же горизонтальной оси. При этом предпочтительно, если литейную форму одну, равным образом как и с состыкованной литейной емкостью, поворачивают вокруг оси, проходящей через литейную форму, лежащей вблизи основания, для того чтобы все устройство было установлено приблизительно в центре тяжести.
Способ далее предпочтительно следует осуществлять так, чтобы литейная емкость для состыковки и отвода от литейной формы совершала радиальное к горизонтальной оси поворота движение, а для перевода в положение заполнения - движение поворота вокруг оси названного радиального движения. За счет этого благодаря простым последовательностям движений может происходить необходимое отделение литейной емкости от литейной формы, так что возможно временное перекрытие литейной формы и заполнение литейной емкости.
Устройство согласно изобретению отличается преимущественно тем, что оно включает в себя поворотную станину с двумя продольными стенками, в которых установлены поворотные цапфы, между которыми подвешено основание. Далее литейная емкость предпочтительно установлена с возможностью перемещения по стойке, расположенной радиально к горизонтальным поворотным цапфам, причем, в частности, стойка надета на одну из поворотных цапф. Предпочтительно стойка прочно соединена с основанием. Для изображения названного поворотного движения на стойке предпочтительно закреплен радиальный поворотный кронштейн, который установлен с возможностью поворота вокруг оси стойки и на котором непосредственно закреплена литейная емкость.
Далее предусмотрено, что литейная форма содержит на заливочной стороне, по меньшей мере, одно заливочное отверстие и, по меньшей мере, одно газоотводящее отверстие, которые занимают разные угловые положения относительно горизонтальной оси вращения. В дополнение к этому литейная емкость может содержать в состыкованном с литейной формой положении параллельную горизонтальной оси вращения перегородку, которая погружена в расплав и заканчивается на расстоянии от дна литейной емкости. При заполнении расплава в литейную емкость с одной стороны перегородки и при повороте литейной емкости на 180o в направлении этой стороны перегородка вызывает задержку и счистку оксидных слоев. Состыкованная с литейной формой литейная емкость может закрывать при этом своим отверстием как заливочную сторону, так и воздуховыпускное отверстие литейной формы, причем то и другое оказываются по разные стороны названной перегородки.
Устройство согласно изобретению применяется предпочтительно в литейной установке так, что, по меньшей мере, два устройства согласно изобретению работают от одной плавильной печи с дозирующим ковшом и установлены с возможностью возвратно-поступательного линейного перемещения между участком литья на плавильной печи и, по меньшей мере, одним участком затвердевания. На участке литья при этом преимущественно происходят также сборка формы и извлечение отливки из формы, так что здесь все органы манипулирования сведены воедино. Для сборки формы и извлечения отливки из формы может быть, однако, предусмотрен и особый участок. Литейную установку с двумя устройствами следует при этом называть тандемной, а с тремя - тридемной, причем последняя представляет собой целесообразный максимум.
В другом выполнении несколько устройств согласно изобретению могут быть включены в литейную установку так, что они относятся к одной плавильной печи с дозирующим ковшом и установлены с возможностью перевода с участка литья, по меньшей мере, на один участок затвердевания. Это создает карусельную литейную установку. Участок литья снова может быть при этом одновременно участком для монтажа формы и извлечения отливки из формы. В случае карусельной установки целесообразнее, однако, предусмотреть отдельный от участка литья и участка затвердевания участок сборки формы и извлечения отливки из формы.
В еще одной форме названной выше первой литейной установки плавильную печь с соответствующим дозирующим ковшом можно скомбинировать, по меньшей мере, с двумя устройствами согласно изобретению так, что они неподвижно смонтированы с линейным расположением, а дозирующий ковш установлен с возможностью возвратно-поступательного перемещения между ними и плавильной печью. За счет этого упрощаются средства транспортировки или манипулирования.
Возвращаясь к названной выше последней литейной установке, плавильную печь с соответствующим дозирующим ковшом можно смонтировать с несколькими устройствами согласно изобретению в круговом расположении так, что дозирующий ковш установлен с возможностью возвратно-поступательного поворота между плавильной печью и устройствами. Это при большем числе устройств оптимальнее, чем линейное расположение.
Предпочтительный пример выполнения устройства согласно изобретению изображен на чертежах и поясняется ниже с помощью чертежей, где
на фиг.1 показано устройство согласно изобретению вид сбоку;
фиг.2 - устройство согласно изобретению вид сверху;
фиг. 3 - частично устройство согласно изобретению в сечении в первом положении;
фиг. 4 - фрагмент устройства согласно изобретению в сечении во втором положении;
фиг.5 - литейная форма с пристыкованной литейной емкостью в шести различных фазах.
Показанное на фиг. 1 и 2 устройство 11 согласно изобретению включает в себя вращающуюся станину 12, содержащую основание 13 и две продольные стенки 14, 15. В продольной стенке 14 в опоре 16 установлена более короткая поворотная цапфа 17. В продольной стенке 15 в опоре 18 установлена более длинная поворотная цапфа 19. С поворотной цапфой 19 взаимодействует привод 20 вращения. Обе поворотные цапфы лежат коаксиально на одной горизонтальной оси 21 вращения. Между поворотными цапфами 17, 19 с возможностью совместного поворота вокруг горизонтальной оси 21 размещено составное основание 22. На основании 22 смонтирована литейная форма 23, заливочная сторона 36 которой в показанном положении направлена вверх. С основанием 22 жестко соединены два сервоцилиндра 24, 25, которые воздействуют на установленные с возможностью перемещения относительно основания боковые стенки 26, 27 литейной формы 23. Далее на основании 22 виден сервоцилиндр 28, который воздействует на установленную с возможностью поворота относительно основания 22 торцевую стенку 29 литейной формы 23.
Верхнее замыкание литейной формы образовано закрывающим стержнем 31. Под основанием 22 находится сервоцилиндр 28, приводящий в действие проходящие через основание выталкиватели 33, 34, 35. На поворотной цапфе 19 смонтирована далее стойка 38, жестко соединенная с основанием 22. Ось 39 стойки 38 расположена радиально к горизонтальной оси 21 вращения. Стойка 38 выполнена телескопической с возможностью выдвигания посредством сервоцилиндра 45 в направлении оси 39 стойки, причем показано выдвинутое положение. На этой стойке 38 расположен ориентированный, в основном, радиально оси 39 стойки поворотный кронштейн 41 с основанием 42, на котором размещена литейная емкость 43, открытая сторона 46 которой направлена вниз. Поворотный кронштейн 41 установлен с возможностью вращения вокруг оси 39 стойки посредством двигателя 44 вращения. Из показанного положения стойка 38 может быть укорочена в направлении горизонтальной оси 21 вращения, так что литейная емкость 43 опускается лежащей снизу стороной 46 отверстия на лежащую вверху заливочную сторону 36 литейной формы 23. Это движение совершается при заполненной литейной емкости в положении литейной формы 23 и литейной емкости 43, повернутом на 180o вокруг горизонтальной оси 21 относительно показанного положения. Предыдущее заполнение литейной емкости происходит предпочтительно в положении, повернутом на 90o из показанного положения вокруг оси 39 стойки (показано на фиг.2 штриховой линией), и в положении, повернутом, кроме того, на 180o вокруг горизонтальной оси 21 вращения. После заполнения литейной емкости 43 ее поворачивают назад с помощью поворотного кронштейна 41 в показанное на фиг. 1 положение относительно литейной формы 23, причем, однако, все устройство повернуто на 180o относительно показанного положения. Затем стойку укорачивают посредством сервоцилиндра 45 так, что лежащая вверху открытая сторона 46 литейной емкости 43 прилегает к направленной вниз заливочной стороне 36 литейной формы 23. После этого в этом пристыкованном положении все устройство поворачивают на 180o, при этом происходит процесс заливки. В заключение литейную емкость 43 путем выдвигания стойки 38 возвращают в показанное на чертеже положение. Для извлечения отливки из формы литейную емкость 43 следует повернуть примерно на 90o в показанное на фиг.2 штриховой линией положение.
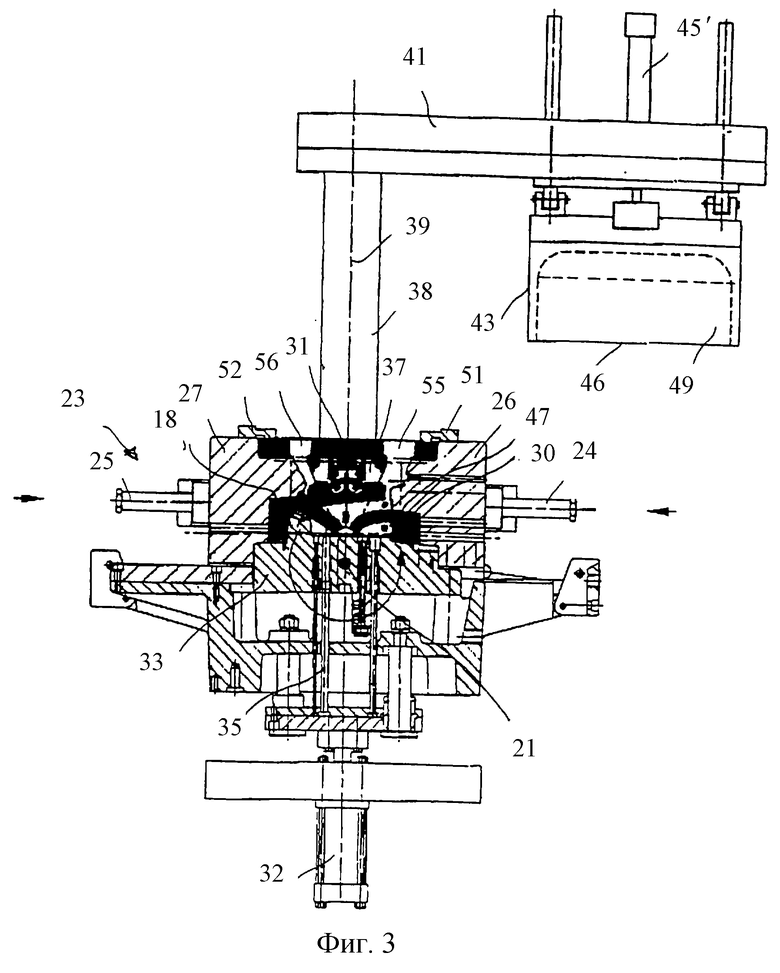
Изображенная на фиг.3 и 4 литейная форма 23 и литейная емкость 43 показаны в расположении по отношению друг к другу, обозначенном штриховым изображением литейной емкости на фиг. 2, причем литейная форма 23 показана в поперечном разрезе, а литейная емкость 43 изображена в продольном разрезе. Стойка 38 с осью 39 и поворотный кронштейн 41 изображены лишь символично. При этом стойка 38 не может больше уменьшаться по длине, напротив, литейная емкость 43 имеет возможность перемещения относительно поворотного кронштейна 41 посредством сервоцилиндра 45'. Литейная емкость 43 содержит среднюю перегородку 49, заканчивающуюся на расстоянии от дна 50. Литейная форма 23 включает в себя составное основание 22, боковые стенки 26, 27, несколько внутренних стержней 30, смонтированные на основании 22 в несколько слоев друг над другом, а также закрывающий стержень 31. Несколько внутренних стержней 30 зажаты в сплошном силовом потоке между основанием 22 и закрывающим стержнем 31. На боковых стенках 26, 27 видны формующие выступы 47, 48, которые дополнительно прижимают отдельные внутренние стержни 30 к основанию 22. Боковые стенки 26, 27 установлены с возможностью перемещения относительно основания 22 посредством сервоцилиндров 24, 25, причем подвеска сервоцилиндров здесь не показана. Посредством сервоцилиндров 24, 25 боковые стенки 26, 27 могут удаляться друг от друга. Затем может происходить установка внутренних стержней 30 на основании 22. После этого боковые стенки 26, 27, как это показано встречными стрелками, снова могут быть сведены для достижения показанного положения. В заключение накладывают закрывающий стержень 31, удерживаемый фиксаторами 51, 52, которые для установки закрывающего стержня 31 могут быть отведены назад относительно боковых стенок 26, 27, а после накладывания закрывающего стержня 31 выдвинуты в показанное положение, в котором они удерживают закрывающий стержень 31 относительно внутренних стержней 30 и боковых стенок 26, 27. В основании 22 видны выталкиватели 35, приводимые в действие для извлечения отливки из формы посредством сервоцилиндра 32. Основание 22 и, тем самым, вся литейная форма 23 установлены с возможностью вращения вокруг перпендикулярной плоскости чертежа горизонтальной оси 21. Это относится равным образом к стойке 38, на которой установлен поворотный кронштейн 41, несущий литейную емкость 43. Литейная емкость 43 может быть смещена параллельно оси 39 стойки относительно поворотного кронштейна 41 посредством сервоцилиндра 45'.
На фиг.3 окончательно смонтированная литейная форма 23 показана в положении после сборки. Литейная емкость 43 подвешена вверх дном, удалена от литейной формы 23 посредством сервоцилиндра 45' и повернута посредством поворотного кронштейна 41 на стойке 38 и 90o из положения для состыковки и литья.
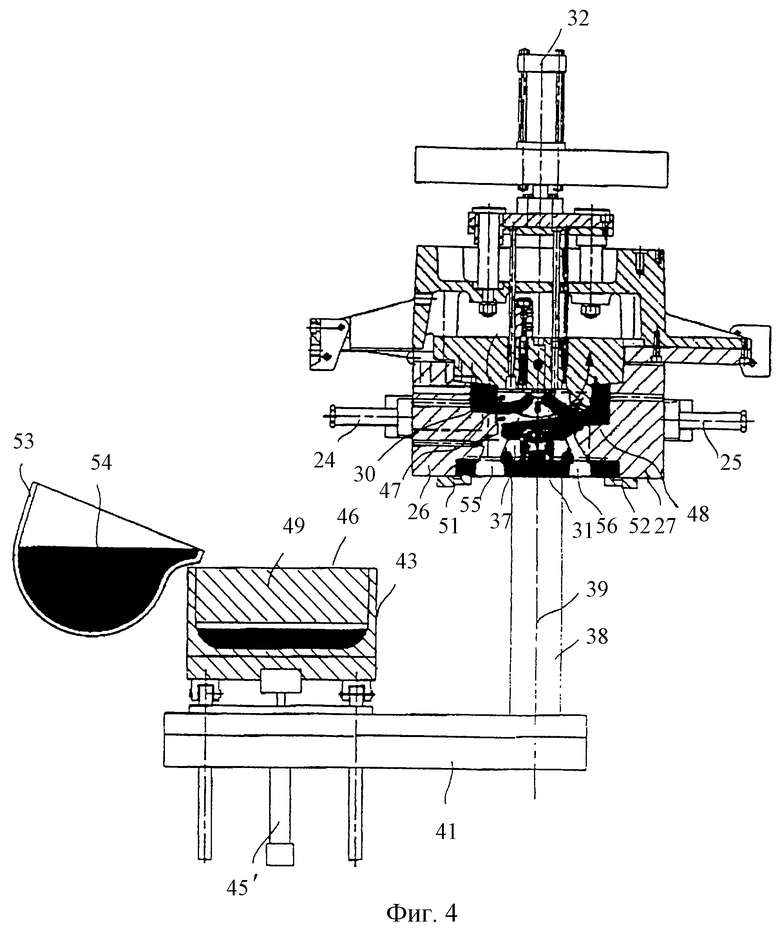
На фиг.4 литейная форма 23 со стойкой 38 и литейной емкостью 43 повернута на 180o вокруг горизонтальной оси 21 вращения относительно положения на фиг.3. Литейная емкость 43 находится еще в том же положении относительно литейной формы 23, что и на фиг.1, однако теперь открыта вверх и заполняется посредством дозирующего ковша 53 литейным расплавом 54. Затем литейную емкость 43 с поворотным кронштейном 41 поворачивают на 90 относительно стойки 38 так, что литейная емкость 43 оказывается под литейной формой 23 перед стойкой 38. После этого литейную емкость 43 посредством сервоцилиндра 45' поднимают к литейной форме 23 так, что литейная емкость 43 своей открытой стороной 46 герметично прилегает к заливочной стороне 36 литейной формы 23. В достигнутом таким образом относительном положении литейную форму 23 с состыкованной литейной емкостью 43 продолжают поворачивать на 180o вокруг горизонтальной оси 21 вращения. Отмеренный по формующей полости 37 литейной формы 23 расплав 54 течет при этом через заливочное отверстие 55 в формующую полость 37, причем газ может улетучиваться из газовыпускного отверстия 56 в литейную емкость 43.
По окончании процесса поворота и тем самым процесса литья, т.е. по достижении опять положения литейной формы 23 на фиг.1, литейную емкость 43 приподнимают посредством сервоцилиндра 45' от литейной формы 23 и поворачивают назад посредством поворотного кронштейна 41 в положение на фиг.3. После затвердевания можно произвести извлечение отливки из формы, начав с отвода назад боковых стенок 26, 27.
На фиг.5 показаны различные фазы процесса литья, причем сначала следует еще раз назвать отдельные подробности. На чертеже изображены литейная форма 23 с основанием 22, боковыми стенками 26, 27, внутренними стержнями 30' и закрывающей плитой 31', образующими между собой формующую полость 37. Боковые стенки 26, 27 состоят в этом выполнении из формовочного материала, тогда как закрывающая плита 31' представляет собой длительную фасонную деталь. На закрывающей плите 31' видны зацепы 57, 58, с помощью которых литейную емкость 43 можно фиксировать на литейной форме 23. В закрывающей плите 31' видны два заливочных отверстия 55, 59 и два газовыпускных отверстия 56, 60. На литейной емкости 43 видны наружная оболочка 61, облицовка 62 и перегородка 49, а также расплавленная жидкость 54.
На фазе "а" показано исходное положение после состыковки литейной емкости 43 с литейной формой 23. Следует исходить из того, что расплав был залит в литейную емкость 43 слева от перегородки 49 так, что оксидные слои и т.п. задерживаются на этой стороне перегородки 49, тогда как справа от перегородки 49 образуется зеркало расплава без оксидов.
На фазе "b" устройство из литейной формы 23 и литейной емкости 43 повернуто на 45o вокруг оси 21 вращения. Расплав 54 начинает поступать через заливочное отверстие 55 в формующую полость 37. Загрязнения расплава задерживаются перегородкой 49. Это положение может быть достигнуто, например, через 2 секунды.
На фазе "с" устройство из литейной формы 23 и литейной емкости 43 повернуто на 60o вокруг оси 21 вращения. Расплав 54 начинает дополнительно поступать через заливочное отверстие 59 в формующую полость 37. Загрязнения расплава все еще задерживаются перегородкой 49. Это положение может быть достигнуто, например, через 4 секунды.
На фазе "d" устройство из литейной формы 23 и литейной емкости 43 повернуто на 90o вокруг оси 21 вращения. Расплав 54 находится теперь под перегородкой 49. Загрязнения расплава плавают над обоими заливочными отверстиями 55, 59. Это положение может быть достигнуто, например, через 5 секунд.
На фазе "е" устройство из литейной формы 23 и литейной емкости 43 повернуто на 135o вокруг оси 21 вращения. Расплав 54 почти полностью занимает формующую полость 37. Это положение может быть достигнуто, например, через 8 секунд.
На фазе "f" процесс литья заканчивается после того, как устройство из литейной формы 23 и литейной емкости 43 повернуто на 180o вокруг горизонтальной оси 21. Загрязнения расплава могут попасть только в зоны, которые действуют как прибыль и удаляются при механической обработке отливки. Все газы вышли через газовыпускные отверстия 56, 60 в литейную емкость так, что заливка ни в один момент времени не была нарушена.
Перечень ссылочных позиций
11 - устройство
12 - поворотная станина
13 - основание
14 - продольная стенка
15 - продольная стенка
16 - опора
17 - поворотная цапфа
18 - опора
19 - поворотная цапфа
20 - привод вращения
21 - горизонтальная ось вращения
22 - основание
23 - литейная форма
24 - сервоцилиндр
25 - сервоцилиндр
26 - боковая стенка
27 - боковая стенка
28 - сервоцилиндр
29 - торцевая стенка
30 - внутренний стержень
31 - закрывающий стержень
32 - сервоцилиндр
33 - выталкиватель
34 - выталкиватель
35 - выталкиватель
36 - заливочная сторона
37 - формующая полость
38 - стойка
39 - ось стойки
41 - поворотный кронштейн
42 - основание
43 - литейная емкость
44 - привод вращения
45 - сервоцилиндр
46 - открытая сторона
47 - формующий выступ
48 - формующий выступ
49 - перегородка
50 - дно
51 - фиксатор
52 - фиксатор
53 - дозирующий ковш
54 - расплав
55 - заливочное отверстие
56 - газовыпускное отверстие
57 - зацеп
58 - зацеп
59 - заливочное отверстие
60 - газовыпускное отверстиер


Изобретение относится к литейному производству. Литейную форму монтируют на основании и поворачивают на 180o вокруг горизонтальной оси. Заполняют расплавом литейную емкость, направленную открытой стороной вверх. Литейную емкость герметично состыковывают с литейной формой, находящейся заливочной стороной вниз. Поворачивают емкость с формой на 180o вокруг горизонтальной оси, в результате чего расплав поступает в форму. Затем емкость отводят от литейной формы. Устройство для литья содержит средства перемещения литейной емкости в положение стыковки с формой и отвода ее в повернутом положении от формы. Несколько устройств для литья могут быть собраны в литейную установку. Устройства возвратно-поступательно перемещают между участком литья установки, находящимся возле плавильной печи, и участком затвердевания отливки. Варианты установки предусматривают различную компоновку плавильной печи и устройств для литья. Изобретение обеспечивает повышение производительности труда. 6 с. и 16 з.п. ф-лы, 5 ил.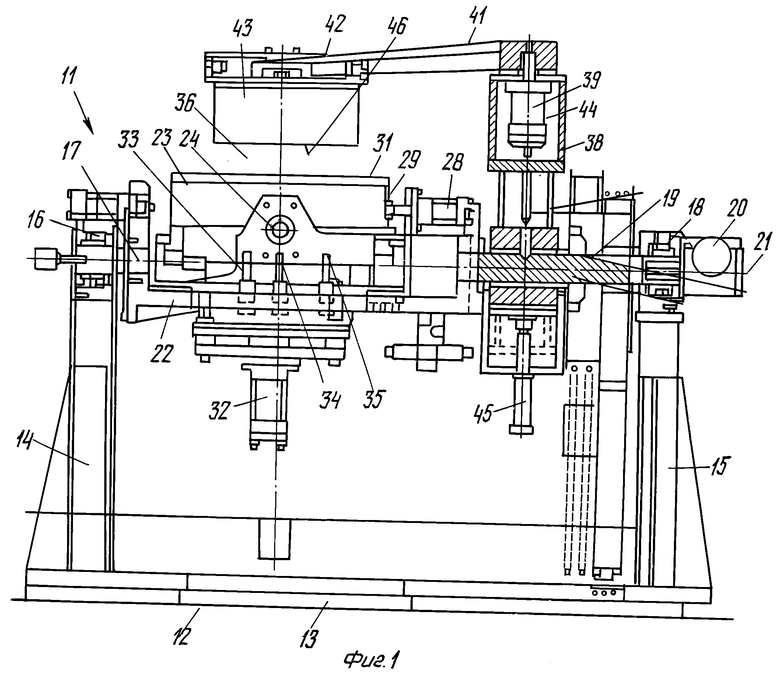
| DE 19607805 С1, 17.07.1997 | |||
| Плоскодоводочный станок | 1977 |
|
SU656819A2 |
| DE 19531551 A1, 06.03.1997 | |||
| СПОСОБ ЛЕЧЕНИЯ ВОСПАЛИТЕЛЬНЫХ ЗАБОЛЕВАНИЙ ГЛАЗА | 1999 |
|
RU2187984C2 |
| US 5704413 A, 06.01.1998 | |||
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ЗАТВЕРДЕВАНИЕМ ОТЛИВОК | 1991 |
|
RU2010673C1 |
